Você também pode gostar
- Structural Analysis 1: Statically Determinate StructuresNo EverandStructural Analysis 1: Statically Determinate StructuresAinda não há avaliações
- Coating Application and TestingDocumento22 páginasCoating Application and Testingsri ramadhaniAinda não há avaliações
- Coating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryDocumento43 páginasCoating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryLarasanto Larasanto100% (1)
- Effect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDocumento26 páginasEffect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDIDIER ANGEL LOPEZ RINCONAinda não há avaliações
- PC-7320 (Polypoxy) - TDSDocumento2 páginasPC-7320 (Polypoxy) - TDSedwin cAinda não há avaliações
- Manual de Piezómetro Neumático RSTDocumento10 páginasManual de Piezómetro Neumático RSTedgarias00Ainda não há avaliações
- 10 - TDS - Emaco S22 NBDocumento3 páginas10 - TDS - Emaco S22 NBaahtagoAinda não há avaliações
- 02525Documento3 páginas02525uddinnadeem0% (1)
- TDS - IPNet SystemDocumento2 páginasTDS - IPNet SystemRadha KrishnanAinda não há avaliações
- Astm d7234Documento14 páginasAstm d7234manuelguamanAinda não há avaliações
- ASTM D 714 - 87 r00Documento6 páginasASTM D 714 - 87 r00Abi PutraAinda não há avaliações
- SSPC Pa1 PDFDocumento14 páginasSSPC Pa1 PDFAnonymous zia5og7psAinda não há avaliações
- Auramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeDocumento2 páginasAuramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeVipin Kumar Parashar100% (1)
- Sikaproof Membrane: Safety Data SheetDocumento6 páginasSikaproof Membrane: Safety Data SheetSamuel CastilloAinda não há avaliações
- Fenomastic Hygiene Emulsion SilkDocumento4 páginasFenomastic Hygiene Emulsion Silkمحمد عزتAinda não há avaliações
- Paint Technical TrainingDocumento100 páginasPaint Technical TrainingLakshan FonsekaAinda não há avaliações
- Nitocote EP415 PDFDocumento4 páginasNitocote EP415 PDFdejanmicic972Ainda não há avaliações
- Grouts Standards and TestingDocumento12 páginasGrouts Standards and TestingmithileshAinda não há avaliações
- Paint ApplicationDocumento4 páginasPaint ApplicationSteven FlynnAinda não há avaliações
- Coverage Spreading Rate and Paint Consumption Calculations 01nov2022Documento4 páginasCoverage Spreading Rate and Paint Consumption Calculations 01nov2022Tirumala PrasadAinda não há avaliações
- Concrete Scaling - A Critical ReviewDocumento41 páginasConcrete Scaling - A Critical ReviewsatpalAinda não há avaliações
- Cover Block Method StaDocumento1 páginaCover Block Method StaRavi kumarAinda não há avaliações
- TDS - Sonoshield ParkcoatDocumento2 páginasTDS - Sonoshield ParkcoatVenkata RaoAinda não há avaliações
- January - 2021 - FinalDocumento13 páginasJanuary - 2021 - FinalMohammed FasilAinda não há avaliações
- Mil DTL 24441 - 35aDocumento4 páginasMil DTL 24441 - 35aSinghalukKlumsatianAinda não há avaliações
- SECTION 09 96 00 High Performance Coatings GeneralDocumento8 páginasSECTION 09 96 00 High Performance Coatings Generalraja qammarAinda não há avaliações
- Bridge PaintingDocumento25 páginasBridge PaintingKalesan Gopalakrishnan GAinda não há avaliações
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDocumento142 páginasIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangAinda não há avaliações
- Delta Waterproofing - Method StatementDocumento2 páginasDelta Waterproofing - Method Statementbilly wuAinda não há avaliações
- Jotafloor Coating: Technical Data SheetDocumento5 páginasJotafloor Coating: Technical Data SheetBilher SihombingAinda não há avaliações
- ASTM D7765 - Foundary Sand For EmbankmentDocumento4 páginasASTM D7765 - Foundary Sand For EmbankmentAnantAinda não há avaliações
- Renderoc S: Polymer Modified Structural Grade Repair MortarDocumento3 páginasRenderoc S: Polymer Modified Structural Grade Repair Mortarmyke_0101Ainda não há avaliações
- Coating-Failure-Defects 2 PDFDocumento10 páginasCoating-Failure-Defects 2 PDFaahil ahmadAinda não há avaliações
- Ethiopian ES 4050 ES 1176-3:2005: First Edition 2005-03-12Documento12 páginasEthiopian ES 4050 ES 1176-3:2005: First Edition 2005-03-12Dilnesa EjiguAinda não há avaliações
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Documento3 páginasChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- D3406 - 95 (Reapproved 2006) PDFDocumento3 páginasD3406 - 95 (Reapproved 2006) PDFBlack GokuAinda não há avaliações
- Effect of Varying Mixing & Compaction Temperature On Marshall Properties of Bituminous Concrete MixDocumento44 páginasEffect of Varying Mixing & Compaction Temperature On Marshall Properties of Bituminous Concrete Mixshiva5059100% (1)
- Project To Estimate The New Shot Blasting & Painting Facility For New ProjectDocumento24 páginasProject To Estimate The New Shot Blasting & Painting Facility For New ProjectHarshad_SAinda não há avaliações
- Guidance On Road MarkingsDocumento17 páginasGuidance On Road MarkingsKRISHNA YELDIAinda não há avaliações
- Methodolgy of Rigid Pavement: Friday, 13 July 2012Documento19 páginasMethodolgy of Rigid Pavement: Friday, 13 July 2012Mac Lester MartinAinda não há avaliações
- BS 1881 - 109-1983 Testing ConcreteDocumento10 páginasBS 1881 - 109-1983 Testing ConcreteAlsonChinAinda não há avaliações
- Sealboss Polyurethane Injection TechniqueDocumento5 páginasSealboss Polyurethane Injection TechniqueECCAinda não há avaliações
- Basf Masterflow 950 TdsDocumento3 páginasBasf Masterflow 950 TdsplmoAinda não há avaliações
- Al-Jazeera Epo-Rich Primer12 PDFDocumento2 páginasAl-Jazeera Epo-Rich Primer12 PDFAmer Y K100% (1)
- Method Statement Ground BeamDocumento3 páginasMethod Statement Ground Beamkoksy87Ainda não há avaliações
- A1-80-3 External Painting and Coating - 1Documento16 páginasA1-80-3 External Painting and Coating - 1ZYW100% (1)
- Cement ComparisonsDocumento1 páginaCement ComparisonsShane PhillipsAinda não há avaliações
- Paint Technology Diploma Course AssignmentDocumento11 páginasPaint Technology Diploma Course AssignmentAnonymous UdYX3bAinda não há avaliações
- Setting Time of ConcreteDocumento2 páginasSetting Time of ConcretevempadareddyAinda não há avaliações
- 9 Painting WorksDocumento5 páginas9 Painting WorksNorazmiMohdNorAinda não há avaliações
- Method Statement Floor and Speciality JointsDocumento10 páginasMethod Statement Floor and Speciality JointsJamsheed Ap KadangodAinda não há avaliações
- Epoxy ChalkingDocumento2 páginasEpoxy Chalkingiran1362100% (1)
- Acceptance Criteria For Workmanship of Various ActivitiesDocumento11 páginasAcceptance Criteria For Workmanship of Various ActivitiesVenkat MacharlaAinda não há avaliações
- Isolated Footing Design (BS 8110-97) : Footing No. Group ID Foundation Geometry - Length Width ThicknessDocumento10 páginasIsolated Footing Design (BS 8110-97) : Footing No. Group ID Foundation Geometry - Length Width ThicknessAnonymous mWTB5TaMANAinda não há avaliações
- Technical Data Sheet: Stolevell Thinplast FinishDocumento3 páginasTechnical Data Sheet: Stolevell Thinplast FinishAnthony Al Lakiss0% (1)
- Astm D 154Documento4 páginasAstm D 154bgdaniel07Ainda não há avaliações
- Tile Laying LeafletDocumento1 páginaTile Laying LeafletniroAinda não há avaliações
- Standard Penetration TestDocumento21 páginasStandard Penetration TestVenkatesh ThumatiAinda não há avaliações
- Properties of Bituminous Mixes Using Indonesian Natural Rock Asphalt - FurqonDocumento11 páginasProperties of Bituminous Mixes Using Indonesian Natural Rock Asphalt - FurqonZakiyah Kamto IrfinAinda não há avaliações
- 2.1 Paint Application PresentationDocumento44 páginas2.1 Paint Application PresentationLyubomir Lazarov100% (1)
- CEA 4.0 2022 - Current Draft AgendaDocumento10 páginasCEA 4.0 2022 - Current Draft AgendaThi TranAinda não há avaliações
- Exoskeleton ArmDocumento5 páginasExoskeleton Armc214ocAinda não há avaliações
- VP Construction Real Estate Development in NY NJ Resume Edward CondolonDocumento4 páginasVP Construction Real Estate Development in NY NJ Resume Edward CondolonEdwardCondolonAinda não há avaliações
- CBC Building Wiring Installation NC IIDocumento72 páginasCBC Building Wiring Installation NC IIFaysbuk KotoAinda não há avaliações
- Mpi Model QuestionsDocumento4 páginasMpi Model QuestionshemanthnagAinda não há avaliações
- Bill Swad's Wealth Building Strategies - SwadDocumento87 páginasBill Swad's Wealth Building Strategies - Swadjovetzky50% (2)
- RCC Design of Toe-Slab: Input DataDocumento2 páginasRCC Design of Toe-Slab: Input DataAnkitaAinda não há avaliações
- Rehabilitation and Retrofitting of Structurs Question PapersDocumento4 páginasRehabilitation and Retrofitting of Structurs Question PapersYaswanthGorantlaAinda não há avaliações
- Accounting II SyllabusDocumento4 páginasAccounting II SyllabusRyan Busch100% (2)
- Steam Source Book PDFDocumento108 páginasSteam Source Book PDFJose Levican A100% (1)
- Service Manual Lumenis Pulse 30HDocumento99 páginasService Manual Lumenis Pulse 30HNodir AkhundjanovAinda não há avaliações
- Methods of Teaching Syllabus - FinalDocumento6 páginasMethods of Teaching Syllabus - FinalVanessa L. VinluanAinda não há avaliações
- Dreamweaver Lure v. Heyne - ComplaintDocumento27 páginasDreamweaver Lure v. Heyne - ComplaintSarah BursteinAinda não há avaliações
- Product Manual: Panel Mounted ControllerDocumento271 páginasProduct Manual: Panel Mounted ControllerLEONARDO FREITAS COSTAAinda não há avaliações
- Gravity Based Foundations For Offshore Wind FarmsDocumento121 páginasGravity Based Foundations For Offshore Wind FarmsBent1988Ainda não há avaliações
- Majalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFDocumento1 páginaMajalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFBalqis Ar-Rubayyi' Binti HasanAinda não há avaliações
- Nisha Rough DraftDocumento50 páginasNisha Rough DraftbharthanAinda não há avaliações
- Dr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Documento2 páginasDr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Najeebuddin AhmedAinda não há avaliações
- ABB Price Book 524Documento1 páginaABB Price Book 524EliasAinda não há avaliações
- Bismillah SpeechDocumento2 páginasBismillah SpeechanggiAinda não há avaliações
- Project Management: Chapter-2Documento26 páginasProject Management: Chapter-2Juned BhavayaAinda não há avaliações
- Scope: Provisional Method - 1994 © 1984 TAPPIDocumento3 páginasScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваAinda não há avaliações
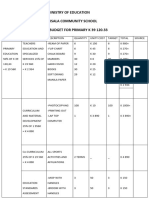
- Ministry of Education Musala SCHDocumento5 páginasMinistry of Education Musala SCHlaonimosesAinda não há avaliações
- Leeka Kheifets PrincipleDocumento6 páginasLeeka Kheifets PrincipleAlexandreau del FierroAinda não há avaliações
- Intro S4HANA Using Global Bike Solutions EAM Fiori en v3.3Documento5 páginasIntro S4HANA Using Global Bike Solutions EAM Fiori en v3.3Thăng Nguyễn BáAinda não há avaliações
- Lenskart SheetDocumento1 páginaLenskart SheetThink School libraryAinda não há avaliações
- IEEE Conference Template ExampleDocumento14 páginasIEEE Conference Template ExampleEmilyAinda não há avaliações
- DR-2100P Manual EspDocumento86 páginasDR-2100P Manual EspGustavo HolikAinda não há avaliações
- The "Solid Mount": Installation InstructionsDocumento1 páginaThe "Solid Mount": Installation InstructionsCraig MathenyAinda não há avaliações
- Elliot WaveDocumento11 páginasElliot WavevikramAinda não há avaliações