Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Sample For Friend - Nominee Director Indemnity AgreementDocumento10 páginasSample For Friend - Nominee Director Indemnity Agreementairlanggaputra100% (3)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Atlas Copco: Parts ListDocumento152 páginasAtlas Copco: Parts ListChathura SenanayakeAinda não há avaliações
- Bosch L Jetronic Injection Technical Instructions PDFDocumento40 páginasBosch L Jetronic Injection Technical Instructions PDFjorge Angel LopeAinda não há avaliações
- ES 15 Lec 9 Dimensional Analysis and SimilitudeDocumento28 páginasES 15 Lec 9 Dimensional Analysis and SimilitudeAngela Mae LopezAinda não há avaliações
- Sublimation and Melting Point DeterminationDocumento3 páginasSublimation and Melting Point DeterminationRhone RoqueAinda não há avaliações
- Assignment 1 DESA 1004 - Paulo Ricardo Rangel Maciel PimentaDocumento4 páginasAssignment 1 DESA 1004 - Paulo Ricardo Rangel Maciel PimentaPaulo PimentaAinda não há avaliações
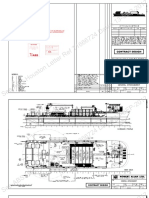
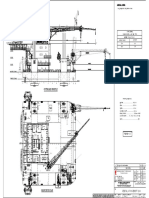
- 216-061 30000R4 General Arrangement - 102154261 PDFDocumento4 páginas216-061 30000R4 General Arrangement - 102154261 PDFairlanggaputraAinda não há avaliações
- 216-061 30000R4 General Arrangement - 102154261Documento4 páginas216-061 30000R4 General Arrangement - 102154261airlanggaputraAinda não há avaliações
- Sample 01Documento2 páginasSample 01airlanggaputraAinda não há avaliações
- Chen, Wenming PDFDocumento85 páginasChen, Wenming PDFairlanggaputraAinda não há avaliações
- American Bureau of Shipping: CustomerDocumento10 páginasAmerican Bureau of Shipping: CustomerDing LiuAinda não há avaliações
- Welding EstimationDocumento2 páginasWelding EstimationairlanggaputraAinda não há avaliações
- 8.2.1 Coating Inspection Codes & StandardsDocumento2 páginas8.2.1 Coating Inspection Codes & Standardsairlanggaputra100% (1)
- Michalski Analgoritm 2005 1 PDFDocumento6 páginasMichalski Analgoritm 2005 1 PDFLasandu WanniarachchiAinda não há avaliações
- American Bureau of Shipping: CustomerDocumento10 páginasAmerican Bureau of Shipping: CustomerDing LiuAinda não há avaliações
- B8888 G-1-1 - Rev.a General Arrangement Plan (1 of 2) - ModelDocumento1 páginaB8888 G-1-1 - Rev.a General Arrangement Plan (1 of 2) - ModelairlanggaputraAinda não há avaliações
- What Is The Best WayDocumento1 páginaWhat Is The Best WayairlanggaputraAinda não há avaliações
- Orgon EnergyDocumento1 páginaOrgon EnergyairlanggaputraAinda não há avaliações
- Lamb T.World-Class Shipbuil.2001.TRANS PDFDocumento24 páginasLamb T.World-Class Shipbuil.2001.TRANS PDFairlanggaputraAinda não há avaliações
- Menegpora Festival ProposalDocumento9 páginasMenegpora Festival ProposalairlanggaputraAinda não há avaliações
- Approved Catalogs - A900Xa201R2 A900Xa204R1 September 2012 - 2012 - 10 - 14Documento7 páginasApproved Catalogs - A900Xa201R2 A900Xa204R1 September 2012 - 2012 - 10 - 14airlanggaputraAinda não há avaliações
- 06 - PCI - CH 2Documento52 páginas06 - PCI - CH 2airlanggaputraAinda não há avaliações
- Specifications and diagrams for Daikin Deck Unit USDN~H Series condenserDocumento1 páginaSpecifications and diagrams for Daikin Deck Unit USDN~H Series condenserairlanggaputraAinda não há avaliações
- Lamb T.World-Class Shipbuil.2001.TRANS PDFDocumento24 páginasLamb T.World-Class Shipbuil.2001.TRANS PDFairlanggaputraAinda não há avaliações
- MAB100Documento2 páginasMAB100Sathish JonnalaAinda não há avaliações
- 05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Documento14 páginas05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Sujith SekarAinda não há avaliações
- HMB 7 Cyl For Spares ModelDocumento1 páginaHMB 7 Cyl For Spares ModelairlanggaputraAinda não há avaliações
- The Next IBB Client - They Really Let It Rip!!!Documento1 páginaThe Next IBB Client - They Really Let It Rip!!!airlanggaputraAinda não há avaliações
- StaffaproductpverviewDocumento71 páginasStaffaproductpverviewHeather Murphy100% (1)
- Mayang Sari Plantation MapDocumento1 páginaMayang Sari Plantation MapairlanggaputraAinda não há avaliações
- Incheon MODO Yacht Business ProposalDocumento12 páginasIncheon MODO Yacht Business ProposalairlanggaputraAinda não há avaliações
- The Risk I Will Not Take: Michael R. BloombergDocumento4 páginasThe Risk I Will Not Take: Michael R. BloombergairlanggaputraAinda não há avaliações
- 2 10 MW Biomass Plant Feasibility Study FinalDocumento55 páginas2 10 MW Biomass Plant Feasibility Study Finalairlanggaputra100% (1)
- Jebri Al Salem Financial Home: Loan Application Form (Standard)Documento1 páginaJebri Al Salem Financial Home: Loan Application Form (Standard)airlanggaputraAinda não há avaliações
- Determining Dielectric Constants Using A Parallel Plate CapacitorDocumento5 páginasDetermining Dielectric Constants Using A Parallel Plate CapacitorAhmAd GhAziAinda não há avaliações
- The Theory of Engineering DrawingDocumento370 páginasThe Theory of Engineering Drawingcocotess100% (1)
- Materials I: Lecture Course 5 Phase Diagrams. Fe-C Diagram. Crystallisation of Alloys in Fe - Fe C SystemDocumento24 páginasMaterials I: Lecture Course 5 Phase Diagrams. Fe-C Diagram. Crystallisation of Alloys in Fe - Fe C SystemTiger ClaudiuAinda não há avaliações
- Fluidized Bed CombustionDocumento600 páginasFluidized Bed Combustionvikasnar100% (7)
- 02 Jaulas de Agujas PDFDocumento52 páginas02 Jaulas de Agujas PDFRodrigo Schaider Dos SantosAinda não há avaliações
- Motion 1Documento3 páginasMotion 1Fenil ShahAinda não há avaliações
- Air SeperatorDocumento35 páginasAir SeperatorhasanAinda não há avaliações
- Alpha 900 and HD LineDocumento32 páginasAlpha 900 and HD Linebertan dağıstanlıAinda não há avaliações
- Additive Solutions For Low Sulphur Fuelsadditive Solutions For Low Sulphur Fuels July 10Documento35 páginasAdditive Solutions For Low Sulphur Fuelsadditive Solutions For Low Sulphur Fuels July 10Mazhar HussainAinda não há avaliações
- 1117 1 M-Ary Signals PART 1Documento11 páginas1117 1 M-Ary Signals PART 1PARKSANGWOOKAinda não há avaliações
- Fluid MechanicsDocumento29 páginasFluid Mechanicsaminur3rahman-1Ainda não há avaliações
- Single Disc Clutch DesignDocumento32 páginasSingle Disc Clutch DesignWeins GemerlapAinda não há avaliações
- Oversized Particles in Emulsified Asphalts (Sieve Test) : Standard Test Method ForDocumento2 páginasOversized Particles in Emulsified Asphalts (Sieve Test) : Standard Test Method Forمحمد سليمان بن عمرAinda não há avaliações
- EPA 1668 A, Ag-2003Documento129 páginasEPA 1668 A, Ag-2003Karina Rondon RivadeneyraAinda não há avaliações
- Mohit SIR LATEST Notes (GATE+ESE-2020) )Documento5 páginasMohit SIR LATEST Notes (GATE+ESE-2020) )Vipul MetaAinda não há avaliações
- Vector CalculusDocumento62 páginasVector CalculuswaleedAinda não há avaliações
- Fluid Mechanics II: Key Concepts of Fluid KinematicsDocumento18 páginasFluid Mechanics II: Key Concepts of Fluid KinematicsYousef FarajAinda não há avaliações
- Metrology AssignmentDocumento31 páginasMetrology AssignmentKailas Sree Chandran100% (1)
- Midas FEADocumento2 páginasMidas FEACristian Camilo Londoño PiedrahítaAinda não há avaliações
- Purmelt QR 3317 BR 2Documento2 páginasPurmelt QR 3317 BR 2Mikel Pacheco IglesiasAinda não há avaliações
- Glazed Aluminum Curtain Walls (Thermawall SM 2600)Documento12 páginasGlazed Aluminum Curtain Walls (Thermawall SM 2600)RsjBugtongAinda não há avaliações
- HP Officejet Pro X476 X576 TroubleshootingDocumento152 páginasHP Officejet Pro X476 X576 Troubleshootingjason7493Ainda não há avaliações
- Unit Hydrograph DerivationDocumento7 páginasUnit Hydrograph DerivationSudharsananPRSAinda não há avaliações
- The D and F Block Elements PDFDocumento8 páginasThe D and F Block Elements PDFTr Mazhar PunjabiAinda não há avaliações