Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- GMPTRM3004 1 PDFDocumento1 páginaGMPTRM3004 1 PDFAlejandro RodríguezAinda não há avaliações
- Removal and Reuse of Hardened ConcreteDocumento13 páginasRemoval and Reuse of Hardened ConcreteAlejandro RodríguezAinda não há avaliações
- Pa PB PHN PC PD Pe PF PG: @brace @brace @braceDocumento1 páginaPa PB PHN PC PD Pe PF PG: @brace @brace @braceAlejandro RodríguezAinda não há avaliações
- Applications of Steel Fiber Reinforced ConcreteDocumento6 páginasApplications of Steel Fiber Reinforced ConcreteAlejandro RodríguezAinda não há avaliações
- A Simple Guide To in - Situ Ground Testing Part 1Documento4 páginasA Simple Guide To in - Situ Ground Testing Part 1Alejandro RodríguezAinda não há avaliações
- Applications of Ferrocement in Low-Cost Housing in MéxicoDocumento14 páginasApplications of Ferrocement in Low-Cost Housing in MéxicoAlejandro RodríguezAinda não há avaliações
- Simple Guide To in - Situ Ground Testing Part 2Documento4 páginasSimple Guide To in - Situ Ground Testing Part 2Alejandro RodríguezAinda não há avaliações
- 305CR Mini Hydraulic Excavator-Before OperationDocumento6 páginas305CR Mini Hydraulic Excavator-Before OperationAlejandro Rodríguez80% (5)
- Specific Heat and Thermal Diffusivity of Hardening ConcreteDocumento6 páginasSpecific Heat and Thermal Diffusivity of Hardening ConcreteAlejandro RodríguezAinda não há avaliações
- Effects of Fire On Concrete - AjmDocumento5 páginasEffects of Fire On Concrete - AjmAlejandro Rodríguez100% (1)
- How To Read Welding SymbolsDocumento17 páginasHow To Read Welding SymbolsAlejandro RodríguezAinda não há avaliações
- VIW2006RTDocumento80 páginasVIW2006RTAlejandro RodríguezAinda não há avaliações
- Weld Joint Geometry Welding and NDE Symbols: Module 4 - 1Documento124 páginasWeld Joint Geometry Welding and NDE Symbols: Module 4 - 1Alejandro RodríguezAinda não há avaliações
- Weld and Base Metal Discontinuities: Module 9 - 1Documento13 páginasWeld and Base Metal Discontinuities: Module 9 - 1Alejandro RodríguezAinda não há avaliações
- Visual Inspection and Other NDE Methods and SymbolsDocumento17 páginasVisual Inspection and Other NDE Methods and SymbolsAlejandro RodríguezAinda não há avaliações
- RT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorDocumento30 páginasRT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorAlejandro RodríguezAinda não há avaliações
- Metal Properties and Destructive Testing: Module 6 - 1Documento49 páginasMetal Properties and Destructive Testing: Module 6 - 1Alejandro RodríguezAinda não há avaliações
- CWI-VIW Gray Case ChecklistDocumento10 páginasCWI-VIW Gray Case ChecklistAlejandro RodríguezAinda não há avaliações
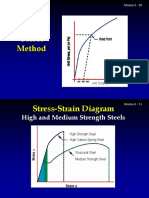
- Offset Method: Unit StrainDocumento9 páginasOffset Method: Unit StrainAlejandro RodríguezAinda não há avaliações
- Module 6 CDocumento26 páginasModule 6 CAlejandro RodríguezAinda não há avaliações
- Module 10 DDocumento30 páginasModule 10 DAlejandro RodríguezAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Comparison Between CPCC FBEC CRSDDocumento5 páginasComparison Between CPCC FBEC CRSDAravindanAinda não há avaliações
- Bsa College OF Engineering & Technology: A Mini Project OnDocumento13 páginasBsa College OF Engineering & Technology: A Mini Project Onswitesh27Ainda não há avaliações
- Welding ProcessesDocumento46 páginasWelding Processesbabitasharma100% (1)
- K3 QugDocumento2 páginasK3 Qugluca ardenziAinda não há avaliações
- Stereo LithographyDocumento21 páginasStereo Lithographymohanmech2006886Ainda não há avaliações
- CH 27Documento5 páginasCH 27onlydlonly0% (1)
- Production Engineering by SKMondalDocumento201 páginasProduction Engineering by SKMondalavimam129100% (3)
- Chapter 6 - Metal WorkDocumento27 páginasChapter 6 - Metal WorkIjal HaizalAinda não há avaliações
- Me364 Various Glass GlassworkingDocumento5 páginasMe364 Various Glass GlassworkingSreekumar RajendrababuAinda não há avaliações
- Why Dissimilar Metal Welding Is Needed, and How To Select Proper Filler MetalsDocumento1 páginaWhy Dissimilar Metal Welding Is Needed, and How To Select Proper Filler Metalsnasir1141Ainda não há avaliações
- (RES) Back Up Prot. Isolation and Normalization List - Sejingkat 132-33Kv 80MVA TXF No.2Documento9 páginas(RES) Back Up Prot. Isolation and Normalization List - Sejingkat 132-33Kv 80MVA TXF No.2ericAinda não há avaliações
- Engineers ListDocumento31 páginasEngineers ListAmanSharmaAinda não há avaliações
- Sinter PlantDocumento14 páginasSinter PlantKannan ThangarajuAinda não há avaliações
- L&T Log SheetDocumento10 páginasL&T Log SheetSrikant GanjiAinda não há avaliações
- Laser Beam Machining (LBM)Documento2 páginasLaser Beam Machining (LBM)Maidalia Sinta DiratienAinda não há avaliações
- Welding Qusetion and AnswersDocumento9 páginasWelding Qusetion and AnswersSunil100% (1)
- PWPS 013 PRDocumento2 páginasPWPS 013 PRRenjith Gopan100% (1)
- Electronics IIDocumento11 páginasElectronics IIABATAN OLATUNDEAinda não há avaliações
- Advance Metal Forming ProcessDocumento12 páginasAdvance Metal Forming ProcessRemo RamAinda não há avaliações
- Layout Design RulesDocumento28 páginasLayout Design RulesmohanrajAinda não há avaliações
- White and Blue Paper SteelDocumento1 páginaWhite and Blue Paper SteelCristian BujorAinda não há avaliações
- En Tia L: SM3281AB Test Program and ISP Release NoteDocumento3 páginasEn Tia L: SM3281AB Test Program and ISP Release NotekhalibandiAinda não há avaliações
- Analog Ic Layout 1 1385Documento54 páginasAnalog Ic Layout 1 1385v4vktryAinda não há avaliações
- ColumsDocumento5 páginasColumsmohamed abd eldayemAinda não há avaliações
- Process Equipment A) FurnaceDocumento4 páginasProcess Equipment A) FurnaceMuhammad KasyfiAinda não há avaliações
- Catalytic Reforming TechnologyDocumento121 páginasCatalytic Reforming TechnologyAhmad Daood100% (3)
- Notice For Expression of Interest: WWW - Rdso.indianrailways - Gov.inDocumento3 páginasNotice For Expression of Interest: WWW - Rdso.indianrailways - Gov.inchepurthiAinda não há avaliações
- Manual Metal Arc Welding (MMAW)Documento20 páginasManual Metal Arc Welding (MMAW)Akmal Bin Saipul AnuarAinda não há avaliações
- Steel Making - Open-Hearth TehniqueDocumento5 páginasSteel Making - Open-Hearth TehniqueMarcelo Rodriguez FujimotoAinda não há avaliações
- CHAPTER 6-Jfet Part ADocumento51 páginasCHAPTER 6-Jfet Part Adeafrida oxaura100% (2)