Você também pode gostar
- Cutting ModellingDocumento52 páginasCutting Modellingakkusnihat070Ainda não há avaliações
- Friction Devices 19Documento36 páginasFriction Devices 19mahaveer dasAinda não há avaliações
- 2016 03 01 - Lecture 5 Forces in CuttingDocumento8 páginas2016 03 01 - Lecture 5 Forces in CuttingJalusatya jdmAinda não há avaliações
- 7 - Cutting Forces & PowerDocumento23 páginas7 - Cutting Forces & Powerresza100% (1)
- 19MEE215 Lecture 5 & 6 - Force Relationship in Metal CuttingDocumento17 páginas19MEE215 Lecture 5 & 6 - Force Relationship in Metal Cuttingprakash marimuthuAinda não há avaliações
- 1-Mechanics of Orthogonal CuttingDocumento31 páginas1-Mechanics of Orthogonal CuttingOKELLO JOB LAZARUSAinda não há avaliações
- Solution of Merchant CircleDocumento11 páginasSolution of Merchant Circlefalcon170Ainda não há avaliações
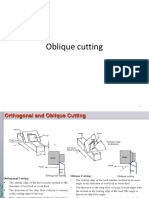
- Oblique CuttingDocumento20 páginasOblique Cuttingmohd danishAinda não há avaliações
- Orthogonal CuttingDocumento43 páginasOrthogonal CuttingMuhammad imranAinda não há avaliações
- Machine Tools Unit I Theory of Metal Cutting & Machine ToolDocumento32 páginasMachine Tools Unit I Theory of Metal Cutting & Machine Toolpoongothai sAinda não há avaliações
- ClaimConsult Estimating - WTR Scope SheetDocumento2 páginasClaimConsult Estimating - WTR Scope SheetRobert Keefer100% (1)
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFDocumento27 páginasWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyAinda não há avaliações
- Gambar Kerja V11Documento25 páginasGambar Kerja V11brian taufik wAinda não há avaliações
- FrictionDocumento6 páginasFrictionJake BennettAinda não há avaliações
- Force Analysis - Basic ConceptsDocumento24 páginasForce Analysis - Basic ConceptsTaylan KaraçelikAinda não há avaliações
- KAIDO2Documento1 páginaKAIDO2Queen Jashly PeriaAinda não há avaliações
- Tchaikovsky Dance of The MirlitonsDocumento3 páginasTchaikovsky Dance of The MirlitonsNives ŽupanićAinda não há avaliações
- Helical Gear Axial Force CalculationDocumento2 páginasHelical Gear Axial Force CalculationvenkateswaranAinda não há avaliações
- Nama: Rika Agisha Siti NurazizahDocumento3 páginasNama: Rika Agisha Siti Nurazizahjarkasih eAinda não há avaliações
- KAIDODocumento1 páginaKAIDOQueen Jashly PeriaAinda não há avaliações
- Sa Haba Neto TanginaDocumento4 páginasSa Haba Neto Tangina2300362Ainda não há avaliações
- Trut TibolDocumento1 páginaTrut TibolJhustine Meigh CalloAinda não há avaliações
- QR Code: Male Female This Municipality Other MunicipalityDocumento1 páginaQR Code: Male Female This Municipality Other MunicipalityKaius TakashiAinda não há avaliações
- MMW - Task 2Documento1 páginaMMW - Task 2Ortezz RachAinda não há avaliações
- Forces.Documento26 páginasForces.Ridha ArisAinda não há avaliações
- Assignment 2Documento2 páginasAssignment 2Leo LAinda não há avaliações
- Alur Gaya Dan DBBDocumento2 páginasAlur Gaya Dan DBBDanil AdityaAinda não há avaliações
- A B C D A' A+b C+D A'+b+d (A+b) (C+D) (A'+b+d)Documento3 páginasA B C D A' A+b C+D A'+b+d (A+b) (C+D) (A'+b+d)Mah MudahAinda não há avaliações
- JayantDocumento9 páginasJayantKeshav KansalAinda não há avaliações
- Chamambo ScoreDocumento9 páginasChamambo ScoreAlbin.NelsonAinda não há avaliações
- Nota 19 May. 2017Documento9 páginasNota 19 May. 2017leonel cañari gonzalesAinda não há avaliações
- Chapter Three: Section 3.1E 1. 2Documento18 páginasChapter Three: Section 3.1E 1. 2Jessica ByrneAinda não há avaliações
- Automated Ultrasonic Inspection For Pipeline Girth WeldsDocumento30 páginasAutomated Ultrasonic Inspection For Pipeline Girth WeldsMohammad Faqih MaulanaAinda não há avaliações
- Formal Method Ass2Documento5 páginasFormal Method Ass2Zubair AfridiAinda não há avaliações
- Exp 1Documento3 páginasExp 1Jun TobiasAinda não há avaliações
- Standard Conveyor ChainDocumento1 páginaStandard Conveyor ChainMochamad CholiqAinda não há avaliações
- Staff of Shan 2Documento1 páginaStaff of Shan 2Nathan VanDuserAinda não há avaliações
- TouchGtr Ipad PDFDocumento1 páginaTouchGtr Ipad PDFantoine colletiAinda não há avaliações
- Truth TableDocumento1 páginaTruth TableIPixelVirusIAinda não há avaliações
- A A A D N L A: Company DateDocumento6 páginasA A A D N L A: Company Datechemical509Ainda não há avaliações
- Validity of LogicDocumento2 páginasValidity of LogicChengAinda não há avaliações
- Week 2 Workshop NotesDocumento7 páginasWeek 2 Workshop NotesPingan LiAinda não há avaliações
- Inf Green Ampt IvarDocumento3 páginasInf Green Ampt IvarRamón OvalleAinda não há avaliações
- Test 2 117Documento2 páginasTest 2 117mbunabiaAinda não há avaliações
- Name: Marjiesel Pearlbhel N. Cayanan, Zekhyna Nhatallie Reyes, Clarence Fitz Javate Section: 11 STEM 28 WW4.1 - TruthtableDocumento3 páginasName: Marjiesel Pearlbhel N. Cayanan, Zekhyna Nhatallie Reyes, Clarence Fitz Javate Section: 11 STEM 28 WW4.1 - TruthtableClarence JavateAinda não há avaliações
- JF 05-3b Lever ApplicationsDocumento5 páginasJF 05-3b Lever Applicationsmahmoudelsayad01013Ainda não há avaliações
- São Francisco de Assis - Marcha de Procissão - A. Durán MuñozDocumento50 páginasSão Francisco de Assis - Marcha de Procissão - A. Durán Muñozaffr123Ainda não há avaliações
- Creative Thinking Thinking MmunicationDocumento334 páginasCreative Thinking Thinking Mmunicationimminseo6Ainda não há avaliações
- 16.412J/6.834J Intelligent Embedded Systems: Problem Set #3 SolutionsDocumento16 páginas16.412J/6.834J Intelligent Embedded Systems: Problem Set #3 SolutionsjoudetAinda não há avaliações
- Red Pepper: A Spicy RagDocumento4 páginasRed Pepper: A Spicy Ragdamrud63Ainda não há avaliações
- FANTASIA - ANDINA - PDF Filename - UTF-8''FANTASIA ANDINADocumento52 páginasFANTASIA - ANDINA - PDF Filename - UTF-8''FANTASIA ANDINAEmerson ChavezAinda não há avaliações
- Lec5 Machining 2018Documento70 páginasLec5 Machining 2018pointetAinda não há avaliações
- Assignment 02 Intelligent Systems E1641038 W.K.B.A.C.FernandoDocumento3 páginasAssignment 02 Intelligent Systems E1641038 W.K.B.A.C.FernandoWKBAC FernandoAinda não há avaliações
- EKPSIP - E - A4 - 0360 - S - SIPROTEC5 - AC Filter Labelling - StripsDocumento2 páginasEKPSIP - E - A4 - 0360 - S - SIPROTEC5 - AC Filter Labelling - StripsStephenAinda não há avaliações
- Q9 1B 2CDocumento1 páginaQ9 1B 2CMAURO ROSSIAinda não há avaliações
- New 40° Angular Contact Ball BearingsDocumento3 páginasNew 40° Angular Contact Ball BearingsMai Thế ToanAinda não há avaliações
- Physiometric ChartDocumento1 páginaPhysiometric ChartmrinalbhowmikAinda não há avaliações
- Commedy in BengaliDocumento1 páginaCommedy in BengalimrinalbhowmikAinda não há avaliações
- Derivartive Interms of LimitsDocumento1 páginaDerivartive Interms of LimitsmrinalbhowmikAinda não há avaliações
- HotmDocumento1 páginaHotmmrinalbhowmikAinda não há avaliações
- To The Hod Finance Section IIT Guwahati Sub: Release of Temporary Advance ADocumento1 páginaTo The Hod Finance Section IIT Guwahati Sub: Release of Temporary Advance AmrinalbhowmikAinda não há avaliações
- Copper TubeDocumento1 páginaCopper TubemrinalbhowmikAinda não há avaliações
- ME 680 Experim e Ntal Methods (2-0-2 - 6) : TextbooksDocumento1 páginaME 680 Experim e Ntal Methods (2-0-2 - 6) : TextbooksmrinalbhowmikAinda não há avaliações
- ME 680 Experim e Ntal Methods (2-0-2 - 6) : TextbooksDocumento1 páginaME 680 Experim e Ntal Methods (2-0-2 - 6) : TextbooksmrinalbhowmikAinda não há avaliações
- BtechDocumento1 páginaBtechmrinalbhowmikAinda não há avaliações
- Consider Motionless Air With 0Documento1 páginaConsider Motionless Air With 0mrinalbhowmik0% (1)
- 7Documento1 página7mrinalbhowmikAinda não há avaliações
- An Important Dimensionless Parameter in Compressible Flows Is The Mach NumberDocumento1 páginaAn Important Dimensionless Parameter in Compressible Flows Is The Mach NumbermrinalbhowmikAinda não há avaliações
- One Who Asks A Question FearlesslyDocumento1 páginaOne Who Asks A Question FearlesslymrinalbhowmikAinda não há avaliações
- TitaniumDocumento6 páginasTitaniumzonearthAinda não há avaliações
- Knurling On CNC Lathes - 275: J3 SI S5Si 5Documento63 páginasKnurling On CNC Lathes - 275: J3 SI S5Si 5Cecep Devi NugrahaAinda não há avaliações
- Dow Coring Asia ManualDocumento69 páginasDow Coring Asia ManualGULJAR SINGHAinda não há avaliações
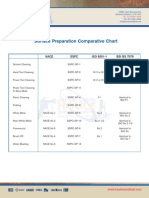
- Surface Preparation Comparative ChartDocumento1 páginaSurface Preparation Comparative Chartcmms88Ainda não há avaliações
- SurtecDocumento7 páginasSurtecbrahymAinda não há avaliações
- 1 s2.0 S0048969721053572 MainDocumento15 páginas1 s2.0 S0048969721053572 MainMakhitha MasipaAinda não há avaliações
- Uop Polybed Psa For Gas Extraction Purification DatasheetDocumento2 páginasUop Polybed Psa For Gas Extraction Purification DatasheetRaji RauofAinda não há avaliações
- Tranportation All ExperimentDocumento55 páginasTranportation All ExperimentMaiwand KhanAinda não há avaliações
- Section 13 (Masonry) - Qcs 2010Documento36 páginasSection 13 (Masonry) - Qcs 2010gendy350% (2)
- HRF 669ffa SP (04 09 27)Documento5 páginasHRF 669ffa SP (04 09 27)yayayalAinda não há avaliações
- 04.fisa Tehnica Fribra OpticaDocumento1 página04.fisa Tehnica Fribra OpticaDorcioman AndreiAinda não há avaliações
- Valves and Fittings AssDocumento45 páginasValves and Fittings AssGkou DojkuAinda não há avaliações
- n7k ReplacingDocumento102 páginasn7k ReplacingMcyanogen HeshamAinda não há avaliações
- Manual For Accessory Kit To Electromagnetic Vibrator No. 2185.55Documento2 páginasManual For Accessory Kit To Electromagnetic Vibrator No. 2185.55Harry RamzaAinda não há avaliações
- Handling of Gaseous Fuels: Caroline P. Mirandilla Catherine C. Glorioso Josua Royce S. RuzolDocumento16 páginasHandling of Gaseous Fuels: Caroline P. Mirandilla Catherine C. Glorioso Josua Royce S. RuzolRonald Andrei DaguioAinda não há avaliações
- Furanic Compounds PDFDocumento6 páginasFuranic Compounds PDFAbdullah GhannamAinda não há avaliações
- PetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Documento9 páginasPetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Gonzalo TelleríaAinda não há avaliações
- Identify The Following: Cien 3090 Construction Materials & Testing Midterm ExamDocumento1 páginaIdentify The Following: Cien 3090 Construction Materials & Testing Midterm Examacurvz2005Ainda não há avaliações
- 002 MillingDocumento29 páginas002 MillingCindelle Mariae GomiegaAinda não há avaliações
- Thermoplastic - WikipediaDocumento5 páginasThermoplastic - Wikipediakirthi83Ainda não há avaliações
- 3 Solid Waste Management 2020Documento68 páginas3 Solid Waste Management 2020Emily KarungiAinda não há avaliações
- A Detergent Made From TalahibDocumento3 páginasA Detergent Made From TalahibAllan BesaAinda não há avaliações
- CSA C22 No.131Documento1 páginaCSA C22 No.131metin yurtseverAinda não há avaliações
- MPSP Mill - Simhadri1Documento18 páginasMPSP Mill - Simhadri1santoshkumar777Ainda não há avaliações
- Shaper, Slotter and PlanerDocumento9 páginasShaper, Slotter and PlanerRenjith RajendraprasadAinda não há avaliações
- Hitachi Power Tools Catalogue AustraliaDocumento162 páginasHitachi Power Tools Catalogue AustraliaMarcio HahnAinda não há avaliações
- Water-Treatment-For-Closed-Heating-And-Cooling-Systems (Sample) PDFDocumento8 páginasWater-Treatment-For-Closed-Heating-And-Cooling-Systems (Sample) PDFstarykAinda não há avaliações
- Led LCD TV: Service ManualDocumento60 páginasLed LCD TV: Service ManualFrank VillaAinda não há avaliações
- 2.1 Testing MachineDocumento3 páginas2.1 Testing MachinekoushipriyathamAinda não há avaliações
- Sample Leak Testing Report For Ast TankDocumento1 páginaSample Leak Testing Report For Ast TankArimoro Cyril Obuse43% (7)