Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Short AnswerDocumento10 páginasShort AnswerNarendra Singh Shekhawat100% (1)
- Walvoil Fliud PowerDocumento112 páginasWalvoil Fliud PowerVipulAinda não há avaliações
- Design and Fabrication of Coanda Effect UavDocumento12 páginasDesign and Fabrication of Coanda Effect UavSêlvâkûmâr JayabalaAinda não há avaliações
- Drilling Operations Hole Cleaning DynamicsDocumento38 páginasDrilling Operations Hole Cleaning DynamicsSAKAinda não há avaliações
- Gen 253 Dep 31.38.01.11-Gen., Section 3.5Documento5 páginasGen 253 Dep 31.38.01.11-Gen., Section 3.5vermaakash220% (1)
- Commonly Ordered ItemsDocumento1 páginaCommonly Ordered ItemsPrincess Aibby CatalanAinda não há avaliações
- Organic Chem QuestionsDocumento1 páginaOrganic Chem QuestionsPrincess Aibby CatalanAinda não há avaliações
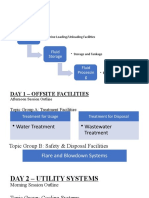
- Fluid Transport: - Marine Loading/Unloading FacilitiesDocumento4 páginasFluid Transport: - Marine Loading/Unloading FacilitiesPrincess Aibby CatalanAinda não há avaliações
- General Engineering 1Documento1 páginaGeneral Engineering 1Princess Aibby CatalanAinda não há avaliações
- Ternary Plot Axis DiagramDocumento1 páginaTernary Plot Axis DiagramPrincess Aibby CatalanAinda não há avaliações
- Beer StillDocumento15 páginasBeer StillPrincess Aibby CatalanAinda não há avaliações
- Graphing Coordinate PlaneDocumento1 páginaGraphing Coordinate PlanePrincess Aibby CatalanAinda não há avaliações
- Trigo SolutionsDocumento23 páginasTrigo SolutionsPrincess Aibby CatalanAinda não há avaliações
- Plastics Recycling Codes and Why They Are ImportantDocumento5 páginasPlastics Recycling Codes and Why They Are ImportantPrincess Aibby CatalanAinda não há avaliações
- Organic ChemistryDocumento1 páginaOrganic ChemistryPrincess Aibby CatalanAinda não há avaliações
- Solutions To Diff CalDocumento1 páginaSolutions To Diff CalPrincess Aibby CatalanAinda não há avaliações
- ChE Board Exam Program November 2017 PDFDocumento2 páginasChE Board Exam Program November 2017 PDFPrincess Aibby CatalanAinda não há avaliações
- CAE Activity1Documento6 páginasCAE Activity1Princess Aibby CatalanAinda não há avaliações
- Statistics SolutionsDocumento5 páginasStatistics SolutionsPrincess Aibby CatalanAinda não há avaliações
- Presentation 2Documento4 páginasPresentation 2Princess Aibby CatalanAinda não há avaliações
- Insert Title Here: Extra Line (Optional) (UseDocumento1 páginaInsert Title Here: Extra Line (Optional) (UsePrincess Aibby CatalanAinda não há avaliações
- Recycling PlasticDocumento3 páginasRecycling PlasticPrincess Aibby CatalanAinda não há avaliações
- Recycling PlasticDocumento3 páginasRecycling PlasticPrincess Aibby CatalanAinda não há avaliações
- Understanding Plastic Recycling SymbolsDocumento5 páginasUnderstanding Plastic Recycling SymbolsPrincess Aibby CatalanAinda não há avaliações
- Board of Chemical Engineering-SB PDFDocumento5 páginasBoard of Chemical Engineering-SB PDFErick AbarientosAinda não há avaliações
- CHEM Engr1117bp eDocumento2 páginasCHEM Engr1117bp ePRC Board100% (1)
- Particle CharacterizationDocumento14 páginasParticle CharacterizationPrincess Aibby CatalanAinda não há avaliações
- Anatomical Terms of LocationDocumento18 páginasAnatomical Terms of LocationPrincess Aibby CatalanAinda não há avaliações
- Fired Heater Spec SheetDocumento1 páginaFired Heater Spec SheetPrincess Aibby CatalanAinda não há avaliações
- Condenser 1 Spec SheetDocumento2 páginasCondenser 1 Spec SheetPrincess Aibby CatalanAinda não há avaliações
- December 8 Status ReportDocumento3 páginasDecember 8 Status ReportPrincess Aibby CatalanAinda não há avaliações
- Timeline of The ProjectDocumento4 páginasTimeline of The ProjectPrincess Aibby CatalanAinda não há avaliações
- ScreeningDocumento33 páginasScreeningPrincess Aibby CatalanAinda não há avaliações
- Open Channel Labsheet PDFDocumento6 páginasOpen Channel Labsheet PDFSulaksha WimalasenaAinda não há avaliações
- PPTDocumento13 páginasPPTAJINKYAAinda não há avaliações
- HYDRAULICSDocumento14 páginasHYDRAULICSCharo GironellaAinda não há avaliações
- Accurately measure oil, water and gas flow without separationDocumento4 páginasAccurately measure oil, water and gas flow without separationCristhian Torres0% (1)
- New Raw Water Rising MainDocumento5 páginasNew Raw Water Rising MainLusubilo MalakalingaAinda não há avaliações
- Beamex PGXH Pressure PumpDocumento15 páginasBeamex PGXH Pressure Pumpcristal cobosAinda não há avaliações
- Cálculo Sin ModificacionesDocumento26 páginasCálculo Sin ModificacionesAngel MingaAinda não há avaliações
- ACCELERATION ALGORITHMS FOR PROCESS DESIGN SIMULATIONSDocumento78 páginasACCELERATION ALGORITHMS FOR PROCESS DESIGN SIMULATIONSManish FirakeAinda não há avaliações
- Advances in Heat Transfer 2 (1965)Documento469 páginasAdvances in Heat Transfer 2 (1965)alejandro_baro419Ainda não há avaliações
- Rheological Behaviour MR GreaseDocumento9 páginasRheological Behaviour MR GreaseChiranjit SarkarAinda não há avaliações
- NVD2 Directional Control Valves CatalogueDocumento53 páginasNVD2 Directional Control Valves CataloguepurnomoAinda não há avaliações
- AE8503 Aerodynamics IIDocumento70 páginasAE8503 Aerodynamics IIthandialAinda não há avaliações
- PROSIS Part InformationDocumento3 páginasPROSIS Part InformationElie AbisaadAinda não há avaliações
- Effect and Use of Baffles For MixingDocumento3 páginasEffect and Use of Baffles For MixingAisha EllafAinda não há avaliações
- Numerical Analysis and Its Application Ass GillDocumento6 páginasNumerical Analysis and Its Application Ass GillShahrukh GillAinda não há avaliações
- FTocci MScThesis 2016Documento101 páginasFTocci MScThesis 2016John DoeAinda não há avaliações
- 07 Cijr Liquid Reaction PDFDocumento28 páginas07 Cijr Liquid Reaction PDFMahdi NaderiAinda não há avaliações
- Solution To Two-Dimensional Incompressible Navier-Stokes Equations With SIMPLE, SIMPLER and Vorticity-Stream Function Approaches. Driven-Lid Cavity Problem: Solution and VisualizationDocumento13 páginasSolution To Two-Dimensional Incompressible Navier-Stokes Equations With SIMPLE, SIMPLER and Vorticity-Stream Function Approaches. Driven-Lid Cavity Problem: Solution and VisualizationahmadskhanAinda não há avaliações
- Lift Curve SlopeDocumento52 páginasLift Curve SlopeAISHWARYA GOLEYAinda não há avaliações
- Zakharov 2006Documento13 páginasZakharov 2006Badri VrsnprasadAinda não há avaliações
- Gear Pumps Group 10Documento68 páginasGear Pumps Group 10HIDRAULICA MANSE SERVICIO TECNICOAinda não há avaliações
- Separated water pump data sheetDocumento1 páginaSeparated water pump data sheetSara KhanAinda não há avaliações
- Detail Produksi (Factry)Documento2 páginasDetail Produksi (Factry)hernantoAinda não há avaliações
- Oblique Shock Wave LectureDocumento27 páginasOblique Shock Wave Lecturehmxa91Ainda não há avaliações
- Chapter 9 Design of Flowing Well System - 1987 - Developments in Petroleum ScienDocumento48 páginasChapter 9 Design of Flowing Well System - 1987 - Developments in Petroleum ScienFalokid RaboAinda não há avaliações