Você também pode gostar
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónNo EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónNota: 4 de 5 estrelas4/5 (1)
- Fundamentos de Metrologia IndustrialDocumento19 páginasFundamentos de Metrologia IndustrialClau Avendaño75% (4)
- Operaciones de verificación y control de productos mecánicos. FMEE0108No EverandOperaciones de verificación y control de productos mecánicos. FMEE0108Ainda não há avaliações
- METROLOGIA CursoDocumento106 páginasMETROLOGIA CursoByron Toledo CarrionAinda não há avaliações
- GUÍA DE PRÁCTICA #5 de MetrologiaDocumento11 páginasGUÍA DE PRÁCTICA #5 de MetrologiaAlejandro Moreno100% (1)
- Sesion 10 METROLOGIADocumento45 páginasSesion 10 METROLOGIAJose Luis Luna100% (1)
- Dina, Duro y TorquímetroDocumento18 páginasDina, Duro y TorquímetroCésar Troya SherdekAinda não há avaliações
- Tolerancias DimensionalesDocumento17 páginasTolerancias DimensionalesMiguel Angel Lopez VazquezAinda não há avaliações
- Meca-09-042 Fundamentos de MetrologiaDocumento60 páginasMeca-09-042 Fundamentos de MetrologiaClau AvendañoAinda não há avaliações
- Fundamentos de La MetrologiaDocumento252 páginasFundamentos de La Metrologiafatamas19910% (1)
- Teoria de ErroresDocumento8 páginasTeoria de ErroresDavid C. AlvesteguiAinda não há avaliações
- Practica MetrologiaDocumento18 páginasPractica Metrologiaroberto castilloAinda não há avaliações
- Manual Del Multimetro UnitDocumento14 páginasManual Del Multimetro UnitJesus Ignacio Calle PerezAinda não há avaliações
- 2 Introduccion Metrologia R1Documento31 páginas2 Introduccion Metrologia R1Aldo Molina100% (1)
- Calibrador VernierDocumento3 páginasCalibrador VernierEdw EspinoAinda não há avaliações
- Aplicaciones de Metrologia Dimensional en La Gran Mineria PDFDocumento8 páginasAplicaciones de Metrologia Dimensional en La Gran Mineria PDFDiacono10100% (1)
- Autoevaluacion MetrologiaDocumento7 páginasAutoevaluacion Metrologiaromina_villaroAinda não há avaliações
- Practica Goniometro 2Documento5 páginasPractica Goniometro 2Natanael CortesAinda não há avaliações
- Instrumentos para Mediciones Interiores, de Profundidad yDocumento4 páginasInstrumentos para Mediciones Interiores, de Profundidad yRicardo PrzAinda não há avaliações
- Tolerancias Dimensionales y AjustesDocumento35 páginasTolerancias Dimensionales y AjustessouvenirAinda não há avaliações
- IM - 0303 - 2017 MetrologiaDocumento9 páginasIM - 0303 - 2017 Metrologiaveicastaneda14Ainda não há avaliações
- Unidad 1 REPASO MetrologíaDocumento25 páginasUnidad 1 REPASO MetrologíaJairoHJAinda não há avaliações
- Tolerancia y AjustesDocumento40 páginasTolerancia y AjustesIsmaelAinda não há avaliações
- Medición AngularDocumento6 páginasMedición Angularluis tiuquingaAinda não há avaliações
- Exposicion Presentacion de Calibracion Pie de ReyDocumento14 páginasExposicion Presentacion de Calibracion Pie de Reydayana torresAinda não há avaliações
- Examen Fisi I Intec Agosto-Octubre 2009Documento12 páginasExamen Fisi I Intec Agosto-Octubre 2009Ramon Almonte PerezAinda não há avaliações
- Metrología y Tolerancias de FabricaciónDocumento50 páginasMetrología y Tolerancias de FabricaciónadsadaAinda não há avaliações
- Introduccion A CMMs - SPANISH PDFDocumento28 páginasIntroduccion A CMMs - SPANISH PDFCesar ArellanoAinda não há avaliações
- Lectura Ingles MitutoyoDocumento4 páginasLectura Ingles MitutoyoDante Rubio100% (2)
- Lab3 GoniometroDocumento18 páginasLab3 GoniometroMiluskaDavilaFloresAinda não há avaliações
- Comparador de AlturasDocumento11 páginasComparador de AlturasCarlos Arturo Guerrero MeunierAinda não há avaliações
- Definiciones de Las Unidades Base Del Sistema InternacionalDocumento6 páginasDefiniciones de Las Unidades Base Del Sistema InternacionalJosé Peña100% (1)
- Calibrador NonioDocumento1 páginaCalibrador NonioAndres Carvajal CruzAinda não há avaliações
- Tipo de Ajuste y Tolerancia GeometricaDocumento4 páginasTipo de Ajuste y Tolerancia Geometricacarolina guamanquispeAinda não há avaliações
- Cuestionario Gral Ins Medicion U-1Documento31 páginasCuestionario Gral Ins Medicion U-1Guillermo EstradaAinda não há avaliações
- 1 Fundamentos de Metrologia Industrial1 PDFDocumento17 páginas1 Fundamentos de Metrologia Industrial1 PDFSusana Blazquez SanchezAinda não há avaliações
- Fundamentos Meteorologia DimensionalDocumento45 páginasFundamentos Meteorologia DimensionalAndresitoititoAinda não há avaliações
- Cuestionario MetrologíaDocumento2 páginasCuestionario MetrologíaCesar Chavez100% (1)
- Presentación Magnitud MasaDocumento43 páginasPresentación Magnitud MasaPaola León Fernández0% (1)
- Taller IncertidumbresDocumento3 páginasTaller IncertidumbreslauraosoriocAinda não há avaliações
- Semestre 6 Tolerancias de Medida 2016Documento42 páginasSemestre 6 Tolerancias de Medida 2016remybonjaskyAinda não há avaliações
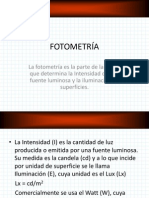
- FOTOMETRÍA (Aumentado)Documento17 páginasFOTOMETRÍA (Aumentado)Yahve Eusebio IbarraAinda não há avaliações
- LMFG ExamenDocumento2 páginasLMFG ExamenJoel RamírezAinda não há avaliações
- Metrología y NormalizaciónDocumento9 páginasMetrología y NormalizaciónantonioAinda não há avaliações
- Metrología Básica 01 PDFDocumento0 páginaMetrología Básica 01 PDFjuanmusical7Ainda não há avaliações
- Conocimientos de Metrología BásicaDocumento5 páginasConocimientos de Metrología BásicaTiberio Valdivieso BaronaAinda não há avaliações
- Actividad #1 - Ajustes y ToleranciasDocumento2 páginasActividad #1 - Ajustes y ToleranciasAndrés Zùñiga RetanaAinda não há avaliações
- Medicion Sensores de ImagenDocumento32 páginasMedicion Sensores de ImagenamiguitoAinda não há avaliações
- Practica MicrometroDocumento4 páginasPractica MicrometroSune MelgarAinda não há avaliações
- Ensayo - Calibración de Un Manómetro AnálogoDocumento2 páginasEnsayo - Calibración de Un Manómetro AnálogoDrakeAinda não há avaliações
- Introduccion MetrologiaDocumento4 páginasIntroduccion MetrologiaexergeticoAinda não há avaliações
- Metrologia 2.1 Instrumentos BasicosDocumento14 páginasMetrologia 2.1 Instrumentos BasicosJoel Lopez67% (3)
- Guia de Laboratorio 7 PDFDocumento16 páginasGuia de Laboratorio 7 PDFHevert Vargas VargasAinda não há avaliações
- Ejercicios MetrologiaDocumento10 páginasEjercicios MetrologiaRobert Benavent AbadAinda não há avaliações
- Determinar El Tipo de Ajuste Del EnsambleDocumento3 páginasDeterminar El Tipo de Ajuste Del EnsambleferAinda não há avaliações
- Metrologia N-STEP 1 PDFDocumento94 páginasMetrologia N-STEP 1 PDFjuliobAinda não há avaliações
- Incertidumbre en Medidas de TemperaturaDocumento7 páginasIncertidumbre en Medidas de TemperaturaAlejandroCastaño50% (2)
- I NTERRUPCIONESDocumento2 páginasI NTERRUPCIONESAndres Aman CuadradoAinda não há avaliações
- Capitulo Ii Metrologia en Procesos de Manufactura IDocumento88 páginasCapitulo Ii Metrologia en Procesos de Manufactura IHenryMonteagudoParedes100% (1)
- Guia de Practica de Metrologia JGDocumento16 páginasGuia de Practica de Metrologia JGJhon GrandaAinda não há avaliações
- Medicion y Valoracion de ObrasDocumento14 páginasMedicion y Valoracion de ObrasJ Alberto FernándezAinda não há avaliações
- Estructura de Alto Nivel Del Standard ISO 45001Documento4 páginasEstructura de Alto Nivel Del Standard ISO 45001ISOConsultoresAinda não há avaliações
- Clasificacion de Las Escaleras CurvasDocumento6 páginasClasificacion de Las Escaleras CurvasGary Chavez VasquezAinda não há avaliações
- Libro - Taller de Negocios - Finanl1Documento655 páginasLibro - Taller de Negocios - Finanl1Elkin Roy Arotinco Cuadros100% (1)
- Caso 3Documento5 páginasCaso 3Sebastián Canro0% (1)
- Catalogo Partner PatagonicaDocumento20 páginasCatalogo Partner Patagonicafrancis80100% (1)
- Nueva Norma ISO - IEC 17025 - 2017 para Laboratorios de Ensayo y CalibraciónDocumento1 páginaNueva Norma ISO - IEC 17025 - 2017 para Laboratorios de Ensayo y CalibraciónRuben Perez Ayo100% (1)
- Transporte VerticalDocumento12 páginasTransporte VerticalJulioCesarAinda não há avaliações
- Tarea 2 Parte TeoricaDocumento5 páginasTarea 2 Parte TeoricaAlex Velasquez ContrerasAinda não há avaliações
- Diseño de Amplificadores de InstrumentaciónDocumento3 páginasDiseño de Amplificadores de InstrumentaciónKevin DanielAinda não há avaliações
- Diseño Acuario Agua DulceDocumento519 páginasDiseño Acuario Agua Dulcejosemari A Martínez50% (2)
- Manejo Sanitario y Fitosanitario de Especies Animales y VegetalesDocumento3 páginasManejo Sanitario y Fitosanitario de Especies Animales y VegetalesVinicio Viviano Varela Muñoz50% (4)
- Robotica BriDocumento10 páginasRobotica BriBRITANIAinda não há avaliações
- Unidad.5 Analisis de Cto. Mag. Acoplados.Documento13 páginasUnidad.5 Analisis de Cto. Mag. Acoplados.Uriel Hernandez Romero100% (1)
- Prueba Final Primero MedioDocumento8 páginasPrueba Final Primero MedioGinnetta Grissele Inés Villanueva VillanuevaAinda não há avaliações
- Solidworks Electrical 2017Documento42 páginasSolidworks Electrical 2017Elvis MármolAinda não há avaliações
- Elementos de Trabajo Rotativos y LinealesDocumento27 páginasElementos de Trabajo Rotativos y LinealesIrvin R Lopex100% (3)
- Semana 8 - Primera Práctica Calificada de Canales 2018-2Documento3 páginasSemana 8 - Primera Práctica Calificada de Canales 2018-2Katty Cornejo ChaconAinda não há avaliações
- Modelos de Linea de EsperaDocumento16 páginasModelos de Linea de EsperaLara Andrade IgnacioAinda não há avaliações
- Bioensayo Evaluación Del Crecimiento de Plántulas de Frijol (Phaseolus Vulgaris) en Suelos Contaminados Con PetróleoDocumento15 páginasBioensayo Evaluación Del Crecimiento de Plántulas de Frijol (Phaseolus Vulgaris) en Suelos Contaminados Con PetróleoLuis Angel Díaz MuñozAinda não há avaliações
- Ensayes e Interpretaciones de Los AsfaltosDocumento11 páginasEnsayes e Interpretaciones de Los AsfaltosIsmael MoralesAinda não há avaliações
- Examen Final IA 2017Documento2 páginasExamen Final IA 2017Esther Estephanie Peña HidalgoAinda não há avaliações
- Actividades de Comprobación T3 y T4Documento4 páginasActividades de Comprobación T3 y T4Pablo Molero MartínAinda não há avaliações
- Examen PRL AndamiosDocumento2 páginasExamen PRL AndamiosFORGADESAinda não há avaliações
- Termodinamica Semana 8Documento9 páginasTermodinamica Semana 8Fernando Berrios VargasAinda não há avaliações
- Exposicion de Presupuesto Empresarial....Documento2 páginasExposicion de Presupuesto Empresarial....yasminAinda não há avaliações
- Conoce Los Pasos A Seguir A La Hora de Instalar El Aire AcondicionadoDocumento7 páginasConoce Los Pasos A Seguir A La Hora de Instalar El Aire AcondicionadoJavier Santana.MAinda não há avaliações
- Autocad Basico IntermedioDocumento5 páginasAutocad Basico Intermediodra_111100% (1)
- Investigación de Mercado Caso RosyDocumento8 páginasInvestigación de Mercado Caso RosyRosalía SacónAinda não há avaliações
- Ejercicio Balance de Masa ExcelDocumento7 páginasEjercicio Balance de Masa Excelgonzalo martinezAinda não há avaliações