Você também pode gostar
- Diseño de Torres EmpacadasDocumento10 páginasDiseño de Torres EmpacadasEsme VidalAinda não há avaliações
- Unidad 1 - Transferencia de Masa - Parte 2 PDFDocumento18 páginasUnidad 1 - Transferencia de Masa - Parte 2 PDFVale T'ina HernandezAinda não há avaliações
- Tubos y Coraza PDFDocumento4 páginasTubos y Coraza PDFMarco Aurelio Alcazar FloresAinda não há avaliações
- CloroDocumento15 páginasCloroKATTIUSKA MAYTA RIVERAAinda não há avaliações
- Ejercicios TamizadoDocumento8 páginasEjercicios TamizadostalinAinda não há avaliações
- Métodos RigurososDocumento4 páginasMétodos Rigurosossilver---ioriAinda não há avaliações
- Protocolo de Proyecto LEM 4Documento2 páginasProtocolo de Proyecto LEM 4ILSEAinda não há avaliações
- Diseño de Tanque Con Impulsor (Agitador)Documento8 páginasDiseño de Tanque Con Impulsor (Agitador)Miguel Angel Cuesta100% (1)
- Lab Intercambiador de Calor de Doble Tubo.Documento6 páginasLab Intercambiador de Calor de Doble Tubo.CarlosAltamarAinda não há avaliações
- Analisis de Un Sistema de Intercambio de CalorDocumento19 páginasAnalisis de Un Sistema de Intercambio de CalorNora PeláezAinda não há avaliações
- Test Del or de Calor Miniatura HT 33 de Tubos y Coraza1Documento5 páginasTest Del or de Calor Miniatura HT 33 de Tubos y Coraza1Sebas Castilla MatallanaAinda não há avaliações
- Práctica 10 Absorción de CO2 en H2ODocumento34 páginasPráctica 10 Absorción de CO2 en H2OSergio Andrés Garavito NavarroAinda não há avaliações
- Calculo de Torres de DestilacionDocumento3 páginasCalculo de Torres de DestilacionckleinnikeAinda não há avaliações
- Diagrama de SolubilidadDocumento18 páginasDiagrama de SolubilidadTote KingAinda não há avaliações
- Metodo Maccabe Thiele: Ejercicios de destilaciónDocumento11 páginasMetodo Maccabe Thiele: Ejercicios de destilaciónspiokAinda não há avaliações
- Informe Destilacion ContinuaDocumento12 páginasInforme Destilacion ContinuaRoxana Andreina RoblesAinda não há avaliações
- Avance Tarea 2 Unidad 2Documento4 páginasAvance Tarea 2 Unidad 2Rodrigo SifuentesAinda não há avaliações
- Primer Parcial Plantas IIDocumento2 páginasPrimer Parcial Plantas IIJunior Tu PapaAinda não há avaliações
- 112 Cap 12-Conv3Documento14 páginas112 Cap 12-Conv3José Carlos Chan AriasAinda não há avaliações
- Informe Descomposición Del Peróxido de HidrógenoDocumento4 páginasInforme Descomposición Del Peróxido de HidrógenoISABELA SOLARTE CASTILLOAinda não há avaliações
- Manual de operación intercambiador de calor tubos concéntricosDocumento12 páginasManual de operación intercambiador de calor tubos concéntricosAlejandro CamachoAinda não há avaliações
- Síntesis de Redes de Intercambiadores de CalorDocumento11 páginasSíntesis de Redes de Intercambiadores de CalorJose Luis ValdesAinda não há avaliações
- Otro Ejercicios DestilaciónDocumento1 páginaOtro Ejercicios DestilaciónKAROLL MISHELL FRAGOZO RAMIREZAinda não há avaliações
- Ej 13-3Documento5 páginasEj 13-3Fernanda SalazarAinda não há avaliações
- Diseño Conceptual y Simulación de Columnas de Destilación PDFDocumento177 páginasDiseño Conceptual y Simulación de Columnas de Destilación PDFPamela ZanabriaAinda não há avaliações
- Tesis Etanol AguaDocumento126 páginasTesis Etanol AguaJair Ricse PizarroAinda não há avaliações
- Ecuacion de Clausius - ClayperonDocumento27 páginasEcuacion de Clausius - Clayperongustavo_castro_17Ainda não há avaliações
- Informe Superficies ExtendidasDocumento11 páginasInforme Superficies ExtendidasDavox HerreraAinda não há avaliações
- Producción de un eje de acero con excelente tenacidad y resistencia al desgaste mediante carburizado y tratamiento térmicoDocumento3 páginasProducción de un eje de acero con excelente tenacidad y resistencia al desgaste mediante carburizado y tratamiento térmicoMaria AquiseAinda não há avaliações
- Informe ESLDocumento11 páginasInforme ESLDORIS HELENA GUTIÉRREZ LONDOÑOAinda não há avaliações
- Torre de Enfriamiento PDFDocumento8 páginasTorre de Enfriamiento PDFKevin M. MoyaAinda não há avaliações
- Equilibrio Liquido-SolidoDocumento3 páginasEquilibrio Liquido-SolidoManuel MontañezAinda não há avaliações
- Introducción A La Destilación Con ReflujoDocumento3 páginasIntroducción A La Destilación Con ReflujoFuerez A-yAinda não há avaliações
- l8 BorraDocumento16 páginasl8 BorraErika GarciaAinda não há avaliações
- Proyecto de ReactoresDocumento6 páginasProyecto de Reactoresrocio9010Ainda não há avaliações
- Remocion de BoroDocumento27 páginasRemocion de BoroRoy Royer Solorzano DuranAinda não há avaliações
- Destilación BatchDocumento7 páginasDestilación BatchniezchenAinda não há avaliações
- Problema 2 Equipo 2Documento12 páginasProblema 2 Equipo 2Iltse Raquel Gonzalez Alarcon100% (1)
- Pi415 1ra Practica Calificada 2021-2Documento2 páginasPi415 1ra Practica Calificada 2021-2Ricardo HernandezAinda não há avaliações
- Produccion de Carbonato de CalcioDocumento5 páginasProduccion de Carbonato de CalcioCamilo TorresAinda não há avaliações
- Reactores Unidad 3Documento8 páginasReactores Unidad 3DavidRomanAinda não há avaliações
- Tarea. Tablas Asog Unifac UniquacDocumento3 páginasTarea. Tablas Asog Unifac UniquacMaria Laura Ortiz PadillaAinda não há avaliações
- Transferencia de MasaDocumento3 páginasTransferencia de MasaseralvagaAinda não há avaliações
- Procesos de Separacion IndustrialDocumento15 páginasProcesos de Separacion IndustrialDaniela Torres LimoAinda não há avaliações
- Fenomenos de Transporte BirdDocumento2 páginasFenomenos de Transporte BirdMaryCarmenAinda não há avaliações
- Edoc - Pub - Combustion Ucsm 2010 CFB PDFDocumento110 páginasEdoc - Pub - Combustion Ucsm 2010 CFB PDFANTHONY PERCY INGA HUANCAAinda não há avaliações
- Reactor So3Documento50 páginasReactor So3williamyc7Ainda não há avaliações
- Trabajo CumenoDocumento11 páginasTrabajo CumenoAnonymous zhDyxFqeZAinda não há avaliações
- PERVAPORACIONDocumento27 páginasPERVAPORACIONLuis100% (1)
- Diseño de Reactor Flujo Piston (PFR)Documento26 páginasDiseño de Reactor Flujo Piston (PFR)ruben omar hernandezAinda não há avaliações
- Grupo 3 - Cristalizacion FinalDocumento92 páginasGrupo 3 - Cristalizacion FinalMiguel Angel MontoyaAinda não há avaliações
- Deduccion de La Ecuacion de Bernoulli para Balance de Energia MecanicaDocumento3 páginasDeduccion de La Ecuacion de Bernoulli para Balance de Energia MecanicaNancy PateteAinda não há avaliações
- Torres destilación tipos platosDocumento6 páginasTorres destilación tipos platosdianaitahAinda não há avaliações
- Temas 2-3 Absorcion DesorcionDocumento18 páginasTemas 2-3 Absorcion DesorcionChristianSiverioAinda não há avaliações
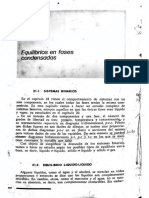
- Equilibrio de Fases Condesadas - Diaz RoigDocumento22 páginasEquilibrio de Fases Condesadas - Diaz RoigGauss RiverosAinda não há avaliações
- Reactores catalíticosDocumento5 páginasReactores catalíticosYuri CharaAinda não há avaliações
- Introducción Al Diseño de Procesos QuímicosDocumento3 páginasIntroducción Al Diseño de Procesos QuímicosRUGE VILLAMIL LAURA DANIELAAinda não há avaliações
- Pelicula DescendeteDocumento9 páginasPelicula DescendeteLourdes OrellanaAinda não há avaliações
- Determinación Del Diámetro de La Torre de DestilaciónDocumento8 páginasDeterminación Del Diámetro de La Torre de Destilaciónkuana solAinda não há avaliações
- BERNOULTDocumento24 páginasBERNOULTJamin MarquezAinda não há avaliações
- Graficas ReactoresDocumento1 páginaGraficas ReactoresManuel Augusto Alvarado HuancaAinda não há avaliações
- TUTORIALDocumento4 páginasTUTORIALManuel Augusto Alvarado HuancaAinda não há avaliações
- Practica CalificadaDocumento13 páginasPractica CalificadaManuel Augusto Alvarado HuancaAinda não há avaliações
- Ejercicio PropuestoDocumento13 páginasEjercicio PropuestoManuel Augusto Alvarado HuancaAinda não há avaliações
- SecadofinalDocumento9 páginasSecadofinalManuel Augusto Alvarado HuancaAinda não há avaliações
- Parte 13Documento2 páginasParte 13Manuel Augusto Alvarado HuancaAinda não há avaliações
- Oficial Taller 2Documento2 páginasOficial Taller 2Manuel Augusto Alvarado HuancaAinda não há avaliações
- Capitulo I ComputacionDocumento27 páginasCapitulo I ComputacionManuel Augusto Alvarado HuancaAinda não há avaliações
- Practica CalificadaDocumento13 páginasPractica CalificadaManuel Augusto Alvarado HuancaAinda não há avaliações
- DS - 015 2011 TRDocumento3 páginasDS - 015 2011 TRManuel Augusto Alvarado HuancaAinda não há avaliações
- SecadofinalDocumento9 páginasSecadofinalManuel Augusto Alvarado HuancaAinda não há avaliações
- Estudio Cacao Peru Julio 2016 PDFDocumento90 páginasEstudio Cacao Peru Julio 2016 PDFalisAinda não há avaliações
- La ResDocumento16 páginasLa ResÁlvaro Enrique Ávila MedranoAinda não há avaliações
- Turorial 1Documento2 páginasTurorial 1Manuel Augusto Alvarado HuancaAinda não há avaliações
- Tutorial 2Documento1 páginaTutorial 2Manuel Augusto Alvarado HuancaAinda não há avaliações
- Posicion Presunciones Marcas SugeridasDocumento5 páginasPosicion Presunciones Marcas SugeridasManuel Augusto Alvarado HuancaAinda não há avaliações
- AmoniacoDocumento29 páginasAmoniacoAngel Praxedis Cuervo100% (1)
- Notas de Clases ExcelDocumento4 páginasNotas de Clases ExcelManuel Augusto Alvarado HuancaAinda não há avaliações
- Desti Laci OnDocumento138 páginasDesti Laci OnManuel Augusto Alvarado HuancaAinda não há avaliações
- AbsorciondegasesDocumento84 páginasAbsorciondegasesManuel Augusto Alvarado HuancaAinda não há avaliações
- AbsorciondegasesDocumento84 páginasAbsorciondegasesManuel Augusto Alvarado HuancaAinda não há avaliações
- Sistemas de TuberíasDocumento12 páginasSistemas de TuberíasManuel Augusto Alvarado HuancaAinda não há avaliações
- ABSORCIÓN EN TORRES EMPACADASDocumento248 páginasABSORCIÓN EN TORRES EMPACADASwei_duranAinda não há avaliações
- AbsorcionrellenoDocumento116 páginasAbsorcionrellenoClaudiaPalominoZelayaAinda não há avaliações
- Tema VII Movimiento de Fluidos A Traves de LechosDocumento22 páginasTema VII Movimiento de Fluidos A Traves de LechosCarolinaYepesBarcinillaAinda não há avaliações
- Innovación en ingeniería química y procesosDocumento2 páginasInnovación en ingeniería química y procesosManuel Augusto Alvarado HuancaAinda não há avaliações
- Trituradora Giratoria ConoDocumento60 páginasTrituradora Giratoria ConoManuel Augusto Alvarado Huanca100% (2)
- TrituracionDocumento65 páginasTrituracionManuel Augusto Alvarado HuancaAinda não há avaliações
- Ingenieria de ProyectosDocumento36 páginasIngenieria de ProyectosManuel Augusto Alvarado HuancaAinda não há avaliações
- VISCOSIDADDocumento18 páginasVISCOSIDADFiee Unmsm Base Doce100% (1)
- Las Derivadas y Sus AplicacionesDocumento66 páginasLas Derivadas y Sus AplicacionesPatricio Alejandro Benavides GuerraAinda não há avaliações
- Corriente Eléctrica-Resistencia Eléctrica - Circuitos de Corriente Contínua Guia de Problemas Nº3Documento5 páginasCorriente Eléctrica-Resistencia Eléctrica - Circuitos de Corriente Contínua Guia de Problemas Nº3Nahuel RodriguezAinda não há avaliações
- Unidad Iv ManufacturaDocumento74 páginasUnidad Iv ManufacturaJessica SalgueroAinda não há avaliações
- Philips 20PT224BDocumento2 páginasPhilips 20PT224BEli Seito SolorzanoAinda não há avaliações
- 2023 Electrodinamica Resistencias Serie y ParaleoDocumento8 páginas2023 Electrodinamica Resistencias Serie y ParaleoFavian Juan MallquiAinda não há avaliações
- Guia Propiedades de Sólidos y FluidosDocumento8 páginasGuia Propiedades de Sólidos y FluidosAlejandra Lázaro100% (1)
- EjerciciosDocumento6 páginasEjerciciosNana KimAinda não há avaliações
- TRIBOLOGIADocumento9 páginasTRIBOLOGIACarlos GuillermoAinda não há avaliações
- MICROSCOPIA ÓPTICA DE ALEACIONESDocumento13 páginasMICROSCOPIA ÓPTICA DE ALEACIONESAngela Tisnado LeónAinda não há avaliações
- Papeo Supremo-Libro Ayudantias-Tomo 1 PDFDocumento266 páginasPapeo Supremo-Libro Ayudantias-Tomo 1 PDFExequiel SeguelAinda não há avaliações
- PichardoContreras Angel M15S2AI3Documento5 páginasPichardoContreras Angel M15S2AI3Itzel OchoaAinda não há avaliações
- Guia de Diseno de Aparejos de ProducciónDocumento23 páginasGuia de Diseno de Aparejos de ProducciónpiochaasAinda não há avaliações
- Eqp.3°. Relacion Esfuerzo-Deformación Del Acero EstructuralDocumento12 páginasEqp.3°. Relacion Esfuerzo-Deformación Del Acero EstructuralLiliana MedinaAinda não há avaliações
- Balance energético sistema flujo bomba intercambiador calorDocumento6 páginasBalance energético sistema flujo bomba intercambiador calorAndro TPOP50% (2)
- Axiles Ensayo y Problemas Guía15Documento4 páginasAxiles Ensayo y Problemas Guía15dimulerAinda não há avaliações
- Sistema cerrado vapor 150°C 0,2 MPaDocumento2 páginasSistema cerrado vapor 150°C 0,2 MPaVXXIVAinda não há avaliações
- Clase 12 (06 Noviembre)Documento43 páginasClase 12 (06 Noviembre)Tony Daniel Carrasco RomaniAinda não há avaliações
- Problemas de Examen Tema 6 Potencial - Combinar1Documento11 páginasProblemas de Examen Tema 6 Potencial - Combinar1Diego Alfonso Jimenez AlverniaAinda não há avaliações
- Tema 4 Modelados de Motores SincronoDocumento9 páginasTema 4 Modelados de Motores SincronoLA BANDA MALANDRA ARHAinda não há avaliações
- Vector Densidad de CorrienteDocumento5 páginasVector Densidad de CorrienteYulzel 10Ainda não há avaliações
- Tablas API.5l.2004Documento2 páginasTablas API.5l.2004mau10_owenAinda não há avaliações
- Ley de BraggDocumento6 páginasLey de BraggVíctor Chaparro ParraAinda não há avaliações
- Práctica #03Documento6 páginasPráctica #03Alejo CastroAinda não há avaliações
- Presentacion Dip. Virt. - Modulo 1Documento128 páginasPresentacion Dip. Virt. - Modulo 1Simon Garces ZapataAinda não há avaliações
- Efecto de La Dureza y Rugosidad de La Superficie Producida Al Activar Las Propiedades Mecánicas de Torsión Del Acero Recocido AISI 1020Documento9 páginasEfecto de La Dureza y Rugosidad de La Superficie Producida Al Activar Las Propiedades Mecánicas de Torsión Del Acero Recocido AISI 1020ThaliaAinda não há avaliações
- Informe de Laboratorio 4Documento5 páginasInforme de Laboratorio 4Valentina BetancourtAinda não há avaliações
- Labmeii Practicas 2035534Documento80 páginasLabmeii Practicas 2035534Diego CorpusAinda não há avaliações
- Materiales Semiconductores Tipo P-N, Diodos y Reguladores de TencionDocumento11 páginasMateriales Semiconductores Tipo P-N, Diodos y Reguladores de TencionDenisse O. ReyAinda não há avaliações
- TERMODINAMICADocumento8 páginasTERMODINAMICAJoel Rodrigo AriAinda não há avaliações