Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- An Analysis of Stravinsky's Symphony of Psalms Focusing On Tonality and HarmonyDocumento68 páginasAn Analysis of Stravinsky's Symphony of Psalms Focusing On Tonality and Harmonyr-c-a-d100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Excel Sales Report TemplateDocumento3 páginasExcel Sales Report TemplateMark11311100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Moses Mabhida Stadium PDFDocumento4 páginasMoses Mabhida Stadium PDFHCStepAinda não há avaliações
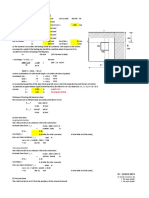
- Iso With Eccentric LoadingDocumento12 páginasIso With Eccentric Loadingsaubhagya majhiAinda não há avaliações
- Synthetic Fiber Reinforced ConcreteDocumento13 páginasSynthetic Fiber Reinforced ConcreteSahir Abas0% (1)
- Schwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDocumento15 páginasSchwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDimitra BilliaAinda não há avaliações
- 21 1/4 - 2,000 Ram Blowout Preventer Operation Manual Hydraulic Wedge Lock 2FZ54-14 FZ54-14Documento28 páginas21 1/4 - 2,000 Ram Blowout Preventer Operation Manual Hydraulic Wedge Lock 2FZ54-14 FZ54-14Mehdi SoltaniAinda não há avaliações
- LING 111 - Assignment #2Documento3 páginasLING 111 - Assignment #2L IrumiAinda não há avaliações
- MRM Assignment Written Analysis FormatDocumento2 páginasMRM Assignment Written Analysis FormatMd AliAinda não há avaliações
- ADO and SQL SERVERDocumento493 páginasADO and SQL SERVERKristian CevallosAinda não há avaliações
- REvision Test - 1Documento2 páginasREvision Test - 1JagendraAinda não há avaliações
- Lattice Structure Design For AmDocumento9 páginasLattice Structure Design For AmNishar Alam Khan 19MCD0042Ainda não há avaliações
- Midterm Exam Schedule-Summer 2022 Weekdays and WeekendDocumento14 páginasMidterm Exam Schedule-Summer 2022 Weekdays and Weekendmansoor malikAinda não há avaliações
- Introduction To The Visual Basic Programming LanguageDocumento24 páginasIntroduction To The Visual Basic Programming Languageapi-3749038100% (1)
- Discovery of A New Energy VortexDocumento4 páginasDiscovery of A New Energy Vortexnblack3335140Ainda não há avaliações
- Thesis PDFDocumento115 páginasThesis PDFRavi KumarAinda não há avaliações
- Qbake - Production Planning Guide - Bread Line.Documento27 páginasQbake - Production Planning Guide - Bread Line.ahetAinda não há avaliações
- ABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edDocumento60 páginasABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edAndré LuizAinda não há avaliações
- STS Cat-1Documento490 páginasSTS Cat-1Sri AdityaAinda não há avaliações
- Management - Ch06 - Forecasting and PremisingDocumento9 páginasManagement - Ch06 - Forecasting and PremisingRameshKumarMurali0% (1)
- Miscellaneous Measurements: and ControlsDocumento50 páginasMiscellaneous Measurements: and ControlsJeje JungAinda não há avaliações
- Cambridge International AS and A Level Biology WorkbookDocumento254 páginasCambridge International AS and A Level Biology WorkbookMash GrigAinda não há avaliações
- Person Name: NDT Management CoordinatorDocumento4 páginasPerson Name: NDT Management CoordinatorDendy PratamaAinda não há avaliações
- On The Molecular Theories of Liquid Crystals by C. ZannoniDocumento221 páginasOn The Molecular Theories of Liquid Crystals by C. ZannoniclaudiozannoniAinda não há avaliações
- ESM Upgrade To 72 PDFDocumento46 páginasESM Upgrade To 72 PDFsantoshs2002848Ainda não há avaliações
- Kathrein 80010430 PDFDocumento1 páginaKathrein 80010430 PDFRaúl Fernández SánchezAinda não há avaliações
- B.A GeographyDocumento8 páginasB.A GeographyShravani SalunkheAinda não há avaliações
- Service Manual: Bassbreaker™ 15Documento22 páginasService Manual: Bassbreaker™ 15John govanAinda não há avaliações
- Power System Analysis and Design 6Th Edition Glover Solutions Manual Full Chapter PDFDocumento58 páginasPower System Analysis and Design 6Th Edition Glover Solutions Manual Full Chapter PDFDanielleNelsonxfiq100% (10)
- Predicting Residual Stresses Due To Solidification in Cast Plastic Plates VladoTropsaPhDDocumento225 páginasPredicting Residual Stresses Due To Solidification in Cast Plastic Plates VladoTropsaPhDAghajaniAinda não há avaliações