1
Economic Plantwide Control:
Automated Controlled Variable Selection for a
Reactor-Separator-Recycle Process
Vladimiros Minasidis, Johannes Jschke and
Sigurd Skogestad
Department of Chemical Engineering,
Trondheim, Norway
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
2
Outline
Introduction
Economic Plantwide Control
Case study - RSR process
Conclusions and future work
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
3
Introduction
Most industrial process control strategies are not
designed to optimally handle frequent market
conditions changes.
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
4
Introduction
Most industrial process control strategies are not
designed to optimally handle frequent market
conditions changes.
Integration between process optimization and control
is needed to reduce the production cost
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
5
Introduction
Industry adapts simple control strategies that are
easily understood by the operators and engineers.
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
6
Introduction
Industry adapts simple control strategies that are
easily understood by the operators and engineers.
Essential characteristics:
1. It has to be fairly simple
2. It has to be able to keep the process operation close-to-optimal
while satisfying the operational constraints
3. It has to be easily designed
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
7
Introduction
Industry adapts simple control strategies that are
easily understood by the operators and engineers.
Essential characteristics:
1. It has to be fairly simple
2. It has to be able to keep the process operation close-to-optimal
while satisfying the operational constraints
3. It has to be easily designed.
Economic plantwide control can be used to design
control structures that satisfy the first two
characteristics
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
8
Economic Plantwide Control
Formulate the economic operation as a mathematical
optimization problem and then design a control structure
that results in a close-to-optimal operation while satisfying
the stability and robustness requirements.
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
9
Economic Plantwide Control
Formulate the economic operation as a mathematical
optimization problem and then design a control structure that
results in a close-to-optimal operation while satisfying the
stability and robustness requirements.
Top-down part:
Aims to find an optimal control structure
based on plant steady state economics
Bottom-up part:
Aims to find a simple and robust
regulatory control
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
10
Economic Plantwide Control
Steps from top-down part of plantwide control design
procedure:
1. Define the operational objectives (economics) and
constraints.
Details in [Skogestad, 2012]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
11
Economic Plantwide Control
Steps from top-down part of plantwide control design
procedure:
1. Define the operational objectives (economics) and
constraints.
2. Determine the steady state optimal operation:
a) Identify the steady-state DOFs
b) Identify the important disturbances and their expected
range
c) Identify the expected active constrains regions
Details in [Skogestad, 2012]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
12
Economic Plantwide Control
Steps from top-down part of plantwide control design
procedure:
1. Define the operational objectives (economics) and
constraints.
2. Determine the steady state optimal operation:
a) Identify the steady-state DOFs
b) Identify the important disturbances and their expected
range
c) Identify the expected active constrains regions
3. Select primary (economic) controlled variables:
a) Control the active constraints
b) Select self-optimizing CVs
Details in [Skogestad, 2012]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
13
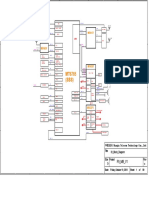
PC
Process description
PI
LC
CSTR MD
P
XD
1st order kinetics L
R D
A B
A 2C (undesired)
F0
XF
S
MR
F
FC V
TI FI
TR
MB
LC XB
B
Details can be found in Jacobsen et. al, [2011]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
14
PC
Process description
PI
LC
CSTR MD
P
XD
1st order kinetics L
R D
A B
A 2C (undesired)
F0
XF
Column
S
30 stages MR
F
LV - configuration FC V
TI FI
TR
Assumptions: MB
Constant relative volatilities
Constant molar overflows
Constant pressure LC
B
XB
Details can be found in Jacobsen et. al, [2011]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
15
Economic Plantwide Control
Step 1:
Define the operational objectives (economics) and
constraints.
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
16
PC
Step 1:
PI
LC
Cost function: steam cost
P
MD
XD
J pF F0 pV V pP P pB B R D L
cost feed value products
F0
XF
S
MR
F
FC V
TI FI
TR
MB
LC XB
B
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
17
PC
Step 1:
PI
LC
Cost function: steam cost
P
MD
XD
J pF F0 pV V pP P pB B R D L
cost feed value products
F0
[ pF , pV , pP , pB ] [1, 0.01, 0.5, 2] XF
prices in $/kmol
S
MR
F
FC V
TI FI
TR
MB
LC XB
B
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
18
PC
Step 1:
PI
LC
Cost function: steam cost
P
MD
XD
J pF F0 pV V pP P pB B R D L
cost feed value products
F0
[ pF , pV , pP , pB ] [1, 0.01, 0.5, 2] XF
prices in $/kmol
S
MR
F
FC V
TI FI
TR
Operational constraints*: MB
xB , B 0.9 TR 390 K
M R 11000 mol V 30 mol/s LC XB
B
R 0 mol/s
*values are based on the work of Jacobsen et. al, [2011]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
19
Economic Plantwide Control
Step 2:
Determine the steady state optimal operation:
a) Identify the steady-state DOFs
b) Identify the important disturbances and their expected
range
c) Identify the expected active constrains regions
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
20
PC
Step 2a:
PI
LC
Degrees of freedom: P
MD
XD
Steady state degrees of freedom: D L
R
uSS [ L,V , F , R, S ]
F0
XF
S
MR
F
FC V
TI FI
TR
MB
LC XB
B
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
21
PC
Step 2b:
PI
LC
Degrees of freedom: P
MD
XD
Steady state degrees of freedom: D L
R
uSS [ L,V , F , R, S ]
F0
XF
Disturbances
S
MR
Main disturbances: F
FC V
Feed flow TR
TI FI
Energy price
MB
d [ F0 , pV ]
Expected disturbance range 30% LC XB
B
V. Minasidis et al, Systematic controlled variable selection for a RSR process
22
Step 2c:
Always active:
xB , B , TR , M R
Remaining
active constraints regions:
(I ) R
(II )
(III ) V
(IV ) V , R
(V ) Infeasible Operational constraints:
Maximum number of xB , B 0.9 TR 390 K
active constraint regions M R 11000 mol V 30 mol/s
ncon R 0 mol/s
2
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
23
Step 2c:
Always active:
xB , B , TR , M R
Remaining
active constraints regions:
(I ) R
(II )
(III ) V
(IV ) V , R
(V ) Infeasible Operational constraints:
xB , B 0.9 TR 390 K
Operating point M R 11000 mol V 30 mol/s
R 0 mol/s
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
24
Economic Plantwide Control
Step 3:
Select primary (economic) controlled variables:
a) Control the active constraints
b) Select the self-optimizing variables
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
25
PC
Step 3a:
PI
LC
An optimal operational point: P
MD
XD
F0,nom 0.8 [kmol/s] R D L
pV ,nom 0.06 [$/kmol]
F0 LC
XF
Active constraints:
xB , B , TR , M R , R S
MR
F
FC V
TI
Steady-state DOFs: TC
FI CC
TR
uSS [ L, V , F , R, S ] MB
Active constraints pairings (input, output): LC
B
XB
(V , xB , B ) ( S , TR ) ( F , M R ) ( R, Closedvalve)
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
26
Economic Plantwide Control
Step 3:
Select primary (economic) controlled variables:
a) Control the active constraints
b) Select the self-optimizing variables
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
27
Self-optimizing CVs
Linearized model
y G y u Gdy d
c HG y u HGdy d
Setpoint control
c cS H y 0
Feedback implementation of optimal
operation with separate layers for
optimization (RTO) and control
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
28
PC
Available measurements
PI
LC
MD
P
Candidate measurements (y): XD
D L
R
Compositions (noise 0.01):
xB , D , xB , B , xB , F
F0 LC
XF
Input flows (noise 10%):
S
L,V , D, B, F , F0 , R, P MR
F
Reactor level (noise 100 mol): TI
FC
FI
V
CC
MR TC
TR
MB
Column and reactor temperatures (noise 1 K):
T1 , T5 , T9 , T13 , T17 , T21 , T25 , T30 , TR LC XB
B
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
29
Self-optimizing CVs selection
Combination of measurements based on Nullspace
method [Alstad et. Al, 2009]
Analytical solution using all the measurements based
on the Exact Local method [Halvorsen, 2003]
Individual or combination of measurements based on
Branch&Bound method [Kariwala et. al, 2008]
Individual or combination of measurements with
structural constraints based on MIQP formulation
[Yelchuru et. al, 2011]
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
30
Self optimizing CVs selection
Remaining DOFs for Self-optimizing control:
uSS [ L]
31
Self optimizing CVs selection
Remaining DOFs for Self-optimizing control:
uSS [ L]
Nullspace method [Alstad et. al, 2009]
H N (F T )
where N - nullspace
F - optimal sensitivity to disturbances
y opt
Need to estimate : F
d
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
32
Self optimizing CVs selection
Remaining DOFs for Self-optimizing control:
uSS [ L]
Select the self-optimizing CV for L based on the
analytical solution [Yelchuru et al, 2011]:
H T (YY T )1 G y Q Scaled disturbances
where Y [ FWd Wn ] and noise
Q - any non singular matrix of n n d Wd d '
c c
n y Wn y n y
y opt y
Need to estimate : F and G y
d u
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
33
Performance comparisson
Relative loss
J (u, d ) J opt (d )
LRel
J opt (d )
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
34
Conclusions
Automated economic CVs selection could be
considered a successful first step for automating the
entire procedure
Integration of Economic Plantwide Control design
procedure in to popular process simulators could
potentially improve the production costs on a global
scale
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
35
Future Work
Handling active constraint changes
Finding a single control structure over multiple active
constraints regions with an acceptable loss
Using the information from the active constraint maps
to estimate G y , Gdy , J uu
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
36
Future Work
Handling active constraint changes
Finding a single control structure over multiple active
constraints regions with an acceptable loss
Using the information from the active constraint maps
to estimate G y , Gdy , J uu
Thank you !
V. Minasidis et al, Automated Controlled Variable Selection for a Reactor-Separator-Recycle Process
Você também pode gostar
- MT6768 (SBS) : MT6177M (LWG+LTG)Documento31 páginasMT6768 (SBS) : MT6177M (LWG+LTG)pc partnerAinda não há avaliações
- Oppo Realme 3 SchematicDocumento37 páginasOppo Realme 3 SchematichulkAinda não há avaliações
- MT6765 (SBS) : Project: MT6765 LPDDR3 Ref - SCH Top LevelDocumento35 páginasMT6765 (SBS) : Project: MT6765 LPDDR3 Ref - SCH Top LevelHarry ahmad Iqbal100% (4)
- MT6765 (SBS) : Project: MT6765 LPDDR3 Ref - SCH Top LevelDocumento32 páginasMT6765 (SBS) : Project: MT6765 LPDDR3 Ref - SCH Top LevelMarcio PimentelAinda não há avaliações
- HOT Induction Bend MPS - CommentedDocumento11 páginasHOT Induction Bend MPS - CommentedHASAN SHAHRIAR100% (1)
- Otis Sigma SI210 PDFDocumento345 páginasOtis Sigma SI210 PDFAnthony Rafaga Ortiz91% (11)
- Bit Hydraulics Optimization AADE 07 NTCE 35Documento10 páginasBit Hydraulics Optimization AADE 07 NTCE 35ezrawongAinda não há avaliações
- Design of Experiments, Principles and ApplicationsDocumento350 páginasDesign of Experiments, Principles and ApplicationsJamille Vargas100% (1)
- Different Approaches For Solving Location ProblemsDocumento30 páginasDifferent Approaches For Solving Location ProblemsAbhishek PadhyeAinda não há avaliações
- Understanding Particle SegDocumento10 páginasUnderstanding Particle SegHarshaAinda não há avaliações
- Chapter 18 Simplex-Based Sensitivity Analysis and DualityDocumento20 páginasChapter 18 Simplex-Based Sensitivity Analysis and DualityTito TitoAinda não há avaliações
- Methods of Determining Safety Integrity Level (SIL) Requirements - Pros and ConsDocumento16 páginasMethods of Determining Safety Integrity Level (SIL) Requirements - Pros and Consibaig80100% (1)
- 157 - 25225 - EA435 - 2013 - 1 - 2 - 1 - CHAPTER - 3 Aggregate PlanningDocumento57 páginas157 - 25225 - EA435 - 2013 - 1 - 2 - 1 - CHAPTER - 3 Aggregate PlanningReham EltuhamyAinda não há avaliações
- Comparative Evaluation of SiC and Si PV Inverter Systems Based On Power Density and Efficiency As Indicators of Initial Cost and Operating RevenueDocumento6 páginasComparative Evaluation of SiC and Si PV Inverter Systems Based On Power Density and Efficiency As Indicators of Initial Cost and Operating Revenueelectronic systemsAinda não há avaliações
- 04a - SCN 2G Call - Control - Message - in - Call - SetupDocumento60 páginas04a - SCN 2G Call - Control - Message - in - Call - SetupYounes RaacheAinda não há avaliações
- Schematic Block Diagram Redmi 6ADocumento1 páginaSchematic Block Diagram Redmi 6AUmar RasheedAinda não há avaliações
- Design Steel I-Beam Bridge With Composite Slab: 8.1 Section PropertiesDocumento38 páginasDesign Steel I-Beam Bridge With Composite Slab: 8.1 Section PropertiesDisepro Eirl CSi CaribeAinda não há avaliações
- Turbine Stress Evaluator: May 9, 2022 PMI Revision 00 1Documento23 páginasTurbine Stress Evaluator: May 9, 2022 PMI Revision 00 1Kuldeep SinghAinda não há avaliações
- TNG & JBT 'S Fan Coil Unit (FCU) Submittal 15.9.23Documento46 páginasTNG & JBT 'S Fan Coil Unit (FCU) Submittal 15.9.23Bittu kumarAinda não há avaliações
- InTech-Capacitor Bank and Harmonic Filters Operation in Power Supply System Cases StudiesDocumento30 páginasInTech-Capacitor Bank and Harmonic Filters Operation in Power Supply System Cases StudiesAlfredo Lopez Cordova100% (1)
- Ch-1Technology Trend: University Questions Subject: - VLSI Design (T.E. ETRX) Sem:-VIDocumento10 páginasCh-1Technology Trend: University Questions Subject: - VLSI Design (T.E. ETRX) Sem:-VIHimanshu ShrivastavaAinda não há avaliações
- Online High-Speed PMSM Parameters Estimation and Stability AnalysisDocumento20 páginasOnline High-Speed PMSM Parameters Estimation and Stability Analysisanon_688042049Ainda não há avaliações
- 04MSC501Documento1 página04MSC501MokbelAinda não há avaliações
- Onur 447 Spring13 Lecture8 Pipelining AfterlectureDocumento76 páginasOnur 447 Spring13 Lecture8 Pipelining AfterlectureWing-Kwong WongAinda não há avaliações
- 20ME68 - Analysis of Beams - IIDocumento35 páginas20ME68 - Analysis of Beams - IIranjithkrajAinda não há avaliações
- Bd91364bmuu eDocumento31 páginasBd91364bmuu eRaguraman Bems - R&DAinda não há avaliações
- C Biaya Penerimaan ProfiDocumento13 páginasC Biaya Penerimaan ProfiLioviani GAinda não há avaliações
- ETABS 2016 Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Documento2 páginasETABS 2016 Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Khaled Abdel SalamAinda não há avaliações
- CD4027B CMOS Dual J-K Flip Flop: 1 Features 3 DescriptionDocumento26 páginasCD4027B CMOS Dual J-K Flip Flop: 1 Features 3 DescriptionMazhar IqbalAinda não há avaliações
- Ams ElectricDocumento5 páginasAms ElectriczuhasgdAinda não há avaliações
- LIWA Grid Pre-CommissioningDocumento2 páginasLIWA Grid Pre-CommissioningFeroz HakkimAinda não há avaliações
- iC-WKN: 15 V CW Laser Diode DriverDocumento9 páginasiC-WKN: 15 V CW Laser Diode DriverYilmer Nolasco FabianAinda não há avaliações
- Control Tuning of Energy Storage Systems Based On Operating Point ConsistencyDocumento5 páginasControl Tuning of Energy Storage Systems Based On Operating Point ConsistencyMarchena Segil ErikAinda não há avaliações
- Isl 94202Documento89 páginasIsl 94202Aura SantiagoAinda não há avaliações
- Redmi 6a Schematic DiagramDocumento34 páginasRedmi 6a Schematic DiagramKaran Matale80% (5)
- ADC For Biomedical SignalDocumento23 páginasADC For Biomedical SignalPatryk PrusAinda não há avaliações
- A New Trans-Admittance Mode Biquad Filter Using MO-VDTADocumento11 páginasA New Trans-Admittance Mode Biquad Filter Using MO-VDTAtritranAinda não há avaliações
- Experiment No.4 Jaw CrusherDocumento6 páginasExperiment No.4 Jaw CrusherShubham Kumar100% (2)
- ACS Unit 001Documento9 páginasACS Unit 001sarifnAinda não há avaliações
- Optimize Output Filter On D-CAP2™ For Stability Improvement: Application ReportDocumento8 páginasOptimize Output Filter On D-CAP2™ For Stability Improvement: Application ReportLeonardo SoaresAinda não há avaliações
- 24 - 10 - 21 PS Cheklist Electrical NetworkDocumento3 páginas24 - 10 - 21 PS Cheklist Electrical NetworkChobul BudianaAinda não há avaliações
- Analysis, Modeling and Control of Half-Bridge Current-Source Converter For Supercapacitor ApplicationsDocumento8 páginasAnalysis, Modeling and Control of Half-Bridge Current-Source Converter For Supercapacitor ApplicationsgabrielAinda não há avaliações
- ITP Aluminum DCM Rev 00Documento1 páginaITP Aluminum DCM Rev 00maheshpanditAinda não há avaliações
- Esp LVDocumento104 páginasEsp LVAbdullaKakkadKarumbilAinda não há avaliações
- iC-WK, iC-WKL: Laser DiodesDocumento10 páginasiC-WK, iC-WKL: Laser DiodesYilmer Nolasco FabianAinda não há avaliações
- ETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Documento2 páginasETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)statikaAinda não há avaliações
- ISL62883 RenesasDocumento37 páginasISL62883 Renesasanh_sao_dem_92Ainda não há avaliações
- PT10'' BodegaDocumento2 páginasPT10'' BodegaIvan PorrasAinda não há avaliações
- DownloadDocumento3 páginasDownloadKrishna RaoAinda não há avaliações
- Gacuityloadlateral: Dat JDocumento6 páginasGacuityloadlateral: Dat JKaran ParmarAinda não há avaliações
- ZTE 2G Handover Algorithm: Why Do We Need Handover ?Documento37 páginasZTE 2G Handover Algorithm: Why Do We Need Handover ?syrish2622Ainda não há avaliações
- Dynamic Modeling of A VSC-HVDC Converter: Markus Imhof, Student Member, IEEE, G Oran Andersson, Fellow, IEEEDocumento6 páginasDynamic Modeling of A VSC-HVDC Converter: Markus Imhof, Student Member, IEEE, G Oran Andersson, Fellow, IEEEFelix GamarraAinda não há avaliações
- AN12626Documento31 páginasAN12626James Andy CAinda não há avaliações
- Book BookDocumento146 páginasBook BookTurpial Airlines OMAC-N 683Ainda não há avaliações
- 9 - Rotor Current Fuzzy Control of A DFIG With An Indirect Matrix ConverterDocumento7 páginas9 - Rotor Current Fuzzy Control of A DFIG With An Indirect Matrix ConvertermohammedAinda não há avaliações
- Plume P8-PGN605 DiagramDocumento1 páginaPlume P8-PGN605 DiagramncirAinda não há avaliações
- GSM ChannelsDocumento44 páginasGSM ChannelsSergio BuonomoAinda não há avaliações
- Paperid396 PDFDocumento7 páginasPaperid396 PDFHitesh JoshiAinda não há avaliações
- Paperid396 PDFDocumento7 páginasPaperid396 PDFHitesh JoshiAinda não há avaliações
- Isolated DC-DC ConverterDocumento4 páginasIsolated DC-DC ConverterUge AjjaAinda não há avaliações
- Direct Fuzzy Logic Controller For Voltage Control of Standalone Three Phase InverterDocumento4 páginasDirect Fuzzy Logic Controller For Voltage Control of Standalone Three Phase Inverterdckien2002Ainda não há avaliações
- 2ch Half-Bridge Gate Driver: BD16950EFV-CDocumento55 páginas2ch Half-Bridge Gate Driver: BD16950EFV-CAravind Prasad Sounder RajAinda não há avaliações
- ETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Documento2 páginasETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Khaled Abdel SalamAinda não há avaliações
- Advanced Multilevel Converters and Applications in Grid IntegrationNo EverandAdvanced Multilevel Converters and Applications in Grid IntegrationAli Iftekhar MaswoodAinda não há avaliações
- Thomas Edgar C Se 022013Documento1 páginaThomas Edgar C Se 022013HarshaAinda não há avaliações
- Following Is The Feed Back of System Engineer MRDocumento1 páginaFollowing Is The Feed Back of System Engineer MRHarshaAinda não há avaliações
- Savings With Uber/Ola: 3 Years CalculationDocumento2 páginasSavings With Uber/Ola: 3 Years CalculationHarshaAinda não há avaliações
- Itr2 2018 PR1.1Documento98 páginasItr2 2018 PR1.1HarshaAinda não há avaliações
- Question Paper Preview: Scientific No No No No No NoDocumento32 páginasQuestion Paper Preview: Scientific No No No No No NoHarshaAinda não há avaliações
- Crackers Standard Fireworks Price List 2017Documento12 páginasCrackers Standard Fireworks Price List 2017HarshaAinda não há avaliações
- RingtonesDocumento60 páginasRingtonesHarshaAinda não há avaliações
- Unit TDocumento6 páginasUnit THarshaAinda não há avaliações
- !"#$%&%' +, - ./01 +, 23"45267 +, 898:' ' (?,+, @"45267 +, @"a ' (?,+, ?,) B'C'#$ +, ?,D5 E'f (?,+, Ghij6h (?,+, G"#$K26 (L%M+,NDocumento4 páginas!"#$%&%' +, - ./01 +, 23"45267 +, 898:' ' (?,+, @"45267 +, @"a ' (?,+, ?,) B'C'#$ +, ?,D5 E'f (?,+, Ghij6h (?,+, G"#$K26 (L%M+,NHarshaAinda não há avaliações
- #$%&'# +, - . /0123 /04) 5 6789:3 $?@ Abcde'abf (G'# Hijk$l M'anc (G$?@Documento6 páginas#$%&'# +, - . /0123 /04) 5 6789:3 $?@ Abcde'abf (G'# Hijk$l M'anc (G$?@HarshaAinda não há avaliações
- Excel Add in RefrigerantDocumento19 páginasExcel Add in RefrigerantDzana KadricAinda não há avaliações
- Replacement AnalysisDocumento10 páginasReplacement AnalysisAnkit SinghAinda não há avaliações
- Optimization of Airport Ground OperationsDocumento23 páginasOptimization of Airport Ground OperationsSavu BogdanAinda não há avaliações
- A Two Phase Multi Objective Metaheuristic For A Green UAV Grid Routing ProblemDocumento24 páginasA Two Phase Multi Objective Metaheuristic For A Green UAV Grid Routing ProblemDeocleciano NetoAinda não há avaliações
- Robot Manipulators Trends and DevelopmentDocumento676 páginasRobot Manipulators Trends and DevelopmentJosé Ramírez100% (1)
- PDFDocumento3 páginasPDFMilan ModhawadiyaAinda não há avaliações
- A New Method For Roll Pass Design Optimi PDFDocumento12 páginasA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaAinda não há avaliações
- Back Tracking - Dormitory AssignmentDocumento3 páginasBack Tracking - Dormitory AssignmentAnamika MondalAinda não há avaliações
- 7 Numerical Methods For Unconstrained Optimization PDFDocumento25 páginas7 Numerical Methods For Unconstrained Optimization PDFAugusto De La Cruz CamayoAinda não há avaliações
- MSC Nastran 2010 Release GuideDocumento162 páginasMSC Nastran 2010 Release GuideMSC.Software100% (1)
- Module 8 - Line Balancing, Location and LayoutDocumento5 páginasModule 8 - Line Balancing, Location and LayoutNishant GauravAinda não há avaliações
- Lecture 02-2005Documento40 páginasLecture 02-2005Nidhi ZinzuvadiaAinda não há avaliações
- Optimisation of Screw CompressorsDocumento29 páginasOptimisation of Screw CompressorsSaeedAkbarzadehAinda não há avaliações
- Final Project Report GMS BtechDocumento68 páginasFinal Project Report GMS Btech02Musaib Ul FayazAinda não há avaliações
- Modeling and Control of A Simulated Flight of A Mini Helicopter Using Matlab/SimulinkDocumento9 páginasModeling and Control of A Simulated Flight of A Mini Helicopter Using Matlab/SimulinkEmmanuelAinda não há avaliações
- Math-ass3Documento7 páginasMath-ass3chanukaAinda não há avaliações
- J Forecast Moody WuDocumento36 páginasJ Forecast Moody WuErezwaAinda não há avaliações
- Eco 244 Course OutlineDocumento4 páginasEco 244 Course OutlineMadiha Kabir ChowdhuryAinda não há avaliações
- ASTROS Theoretical Manual PDFDocumento234 páginasASTROS Theoretical Manual PDFrobcfuAinda não há avaliações
- 8dc2 PDFDocumento21 páginas8dc2 PDFOpuba Christian0% (1)
- MTH 1290228Documento8 páginasMTH 1290228Pickle RickAinda não há avaliações
- Application of Excel Spreadsheet in Engineering Education: Majid Niazkar and Seied Hosein AfzaliDocumento7 páginasApplication of Excel Spreadsheet in Engineering Education: Majid Niazkar and Seied Hosein AfzaliToti ShahAinda não há avaliações
- Unrestricted and Restricted Topology Optimization of A PlateDocumento30 páginasUnrestricted and Restricted Topology Optimization of A Plate276763420Ainda não há avaliações
- Table Ii C C S: Secondary Control (Quasi-Centralized) SecondsDocumento8 páginasTable Ii C C S: Secondary Control (Quasi-Centralized) SecondsKiahanAinda não há avaliações
- Zhen-Yu Yin, Yin-Fu Jin - Practice of Optimisation Theory in Geotechnical Engineering-Springer Singapore (2019) PDFDocumento382 páginasZhen-Yu Yin, Yin-Fu Jin - Practice of Optimisation Theory in Geotechnical Engineering-Springer Singapore (2019) PDFMatija LozicAinda não há avaliações