Você também pode gostar
- Lavadora KoblenzDocumento10 páginasLavadora KoblenzJuan JoseAinda não há avaliações
- LP LR 200505Documento10 páginasLP LR 200505Emmanuel GalindoAinda não há avaliações
- LP LR201509Documento8 páginasLP LR201509jose DsAinda não há avaliações
- Manual Hidrualica BasicaDocumento62 páginasManual Hidrualica BasicaJose Manuel Moa Perez100% (1)
- PPTDocumento3 páginasPPTCharlin Cerna RuizAinda não há avaliações
- Ventilador y Tostador y Bomba de Agua PDFDocumento37 páginasVentilador y Tostador y Bomba de Agua PDFCarlos Alberto Vázquez MedinaAinda não há avaliações
- Bomba de Espalda Maruyama MS073D 1Documento4 páginasBomba de Espalda Maruyama MS073D 1Edison CusinAinda não há avaliações
- Plan de Mantenimiento Bomba de Agua CaseraDocumento5 páginasPlan de Mantenimiento Bomba de Agua CaseraAnthony MartinezAinda não há avaliações
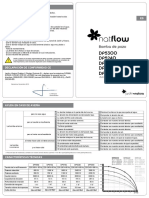
- Bomba Sondeo dp5130 1300w JNDocumento2 páginasBomba Sondeo dp5130 1300w JNJavier Burcio RosasAinda não há avaliações
- Proceso Mig-MagDocumento6 páginasProceso Mig-MagMynor Mèndez CruzAinda não há avaliações
- Impresión 24 MayoDocumento2 páginasImpresión 24 MayoAnita GAinda não há avaliações
- LJIl 03 C Wta 3 DZ FH Yhd JAFe XDqsogrhsh LKya Q4 VW52 T UKzwvn UDocumento12 páginasLJIl 03 C Wta 3 DZ FH Yhd JAFe XDqsogrhsh LKya Q4 VW52 T UKzwvn UJonathan FajardoAinda não há avaliações
- Diagnostic oDocumento6 páginasDiagnostic oStiven RodriguezAinda não há avaliações
- Resolucion Problemas Motor EspañolDocumento2 páginasResolucion Problemas Motor EspañolJose Miguel MartinezAinda não há avaliações
- Manual Collareta Gk257-257BDocumento17 páginasManual Collareta Gk257-257BOmar Alejandro Silva González86% (7)
- Corte Hidraulico ManualDocumento6 páginasCorte Hidraulico ManualPracticante SSOMAAinda não há avaliações
- Guia de Mantenimiento de CoolerDocumento6 páginasGuia de Mantenimiento de CoolerRobert RodriguezAinda não há avaliações
- IKC-BT-17001 Precauciones Uso Enrolla CableDocumento3 páginasIKC-BT-17001 Precauciones Uso Enrolla CableRorroAinda não há avaliações
- Plan de Mantto Chipper 1500Documento7 páginasPlan de Mantto Chipper 1500Flavio MurciaAinda não há avaliações
- Diagnostico de Inyector BombaDocumento28 páginasDiagnostico de Inyector BombaPiter Sonido-El QuebrachalAinda não há avaliações
- Diagnostico de Fallas en El Sistema deDocumento23 páginasDiagnostico de Fallas en El Sistema deLENNIN ROLANDO HERNANDEZ OBREGONAinda não há avaliações
- Actividad 1.1.3 CompletoDocumento20 páginasActividad 1.1.3 CompletoRaul Leon GarciaAinda não há avaliações
- Manual Bomba de Agua DICADocumento4 páginasManual Bomba de Agua DICAmkfranco777107Ainda não há avaliações
- Curso Molinete SHDocumento24 páginasCurso Molinete SHAdriana Cruz TrilloAinda não há avaliações
- 2do BGU MOTOR DE ARRANQUEDocumento8 páginas2do BGU MOTOR DE ARRANQUEwillan suarez benavidesAinda não há avaliações
- Manual de Montaje ROSTI Komatsu PC 50-RDocumento9 páginasManual de Montaje ROSTI Komatsu PC 50-RvictorhernandezregaAinda não há avaliações
- Anexos Abcdpdf PDF A WordDocumento5 páginasAnexos Abcdpdf PDF A WordLuis Perez cortesAinda não há avaliações
- Generador VWDocumento15 páginasGenerador VWGuillermo Uc50% (2)
- Diagnóstico Y Solución de Problemas Del Motor de Arranque 1.1Documento28 páginasDiagnóstico Y Solución de Problemas Del Motor de Arranque 1.1DIEGO MOLINAAinda não há avaliações
- Averias y Mantenimiento de Maquinas ElectricasDocumento21 páginasAverias y Mantenimiento de Maquinas ElectricasS .D.TAinda não há avaliações
- Is Gra906 - Correctivo.Documento4 páginasIs Gra906 - Correctivo.Manuel Moreno GalarzaAinda não há avaliações
- Procedimiento de Trabajo Seguro para Operación Maquina de SoldarDocumento5 páginasProcedimiento de Trabajo Seguro para Operación Maquina de SoldarNestor Noriega SAinda não há avaliações
- LP LRK2011Documento8 páginasLP LRK2011Walter Rueda100% (1)
- FALLADocumento1 páginaFALLAFranciscaAinda não há avaliações
- Biela 3.3Documento6 páginasBiela 3.3Plstina RamsAinda não há avaliações
- Ecm EhmDocumento8 páginasEcm EhmEdwin Jonathan Urrea GomezAinda não há avaliações
- Manual MotosierraDocumento44 páginasManual MotosierraLuis GarcíaAinda não há avaliações
- Mantenimiento de Un CoolerDocumento6 páginasMantenimiento de Un CoolerAntonio Rafael RugerinniAinda não há avaliações
- Quemadoe Grupo 2Documento8 páginasQuemadoe Grupo 2dair rodriguezAinda não há avaliações
- Diagrama Ishikawa - Fallas Del Compresor RotativoDocumento12 páginasDiagrama Ishikawa - Fallas Del Compresor RotativoKaren Margarita Marrugo HurtadoAinda não há avaliações
- Averías en ContactoresDocumento4 páginasAverías en Contactoresmacleod230286Ainda não há avaliações
- Plan de Mantenimiento - Compresor RotativoDocumento7 páginasPlan de Mantenimiento - Compresor RotativoKaren Margarita Marrugo HurtadoAinda não há avaliações
- Arjes Impaktor 250 - 14 - Averias y Su ReparacionDocumento6 páginasArjes Impaktor 250 - 14 - Averias y Su ReparacionSergio UrquizoAinda não há avaliações
- Manual de Motos Italika CS125 (ES) 15 SISTEMA DE IGNICIÓNDocumento10 páginasManual de Motos Italika CS125 (ES) 15 SISTEMA DE IGNICIÓNJulio Cesar0% (1)
- Diagnostico de Inyector BombaDocumento28 páginasDiagnostico de Inyector Bombadecofcb1067% (3)
- 01 - MP - OperaciónDocumento31 páginas01 - MP - OperaciónWilson Muñoz Araya100% (1)
- BOMBA DE AGUA (Manual de Usuario (Traducido)Documento5 páginasBOMBA DE AGUA (Manual de Usuario (Traducido)Ignacio CorralesAinda não há avaliações
- 6R80 VBR WT - SpaDocumento7 páginas6R80 VBR WT - Spaoscar83% (6)
- Guía para Solución de Problemas en Una Bomba CentrífugaDocumento7 páginasGuía para Solución de Problemas en Una Bomba CentrífugaUlises ValdezAinda não há avaliações
- Manual Estribadora HidraulicaDocumento8 páginasManual Estribadora HidraulicaAngie RomeroAinda não há avaliações
- Actividad 8Documento5 páginasActividad 8Sanchez Camacho AmairanyAinda não há avaliações
- Bomba JockeyDocumento5 páginasBomba Jockeyfernando_florez5860100% (1)
- Bomba Rotativa DieselDocumento44 páginasBomba Rotativa DieselJonathan GuañunaAinda não há avaliações
- Practica ManteDocumento9 páginasPractica ManteGF KeiAinda não há avaliações
- Averias en El Sistema de RefrigeracionDocumento36 páginasAverias en El Sistema de RefrigeracionAndres HerediaAinda não há avaliações
- Averias de Motores y Sus SolucionesDocumento10 páginasAverias de Motores y Sus Solucionesstevensialer100% (1)
- Manual de La Bomba de AguaDocumento17 páginasManual de La Bomba de AguaVictorr Asbel Aguilar CondoriAinda não há avaliações
- Curso moderno de máquinas eléctricas rotativas. Tomo II: Máquinas de corriente continuaNo EverandCurso moderno de máquinas eléctricas rotativas. Tomo II: Máquinas de corriente continuaAinda não há avaliações
- Válvulas HidraulicasDocumento7 páginasVálvulas Hidraulicasgtrin15Ainda não há avaliações
- Tratamiento TermicoDocumento25 páginasTratamiento Termicogtrin15Ainda não há avaliações
- Proyecto de Desarrollo SocialDocumento30 páginasProyecto de Desarrollo Socialgtrin15Ainda não há avaliações
- CebadoDocumento12 páginasCebadogtrin15Ainda não há avaliações
- Diseño en La Ingeniería MecánicaDocumento27 páginasDiseño en La Ingeniería Mecánicagtrin15Ainda não há avaliações
- Mantenimiento de Equipo ElectricoDocumento54 páginasMantenimiento de Equipo Electricogtrin15Ainda não há avaliações
- Mantenimiento ProgramadoDocumento48 páginasMantenimiento Programadogtrin15100% (1)
- Conformado de MetalesDocumento40 páginasConformado de Metalesgtrin15Ainda não há avaliações
- MetrologiaDocumento138 páginasMetrologiagtrin15Ainda não há avaliações
- Sistema TribologicoDocumento2 páginasSistema Tribologicogtrin15Ainda não há avaliações
- Procesos de Recalcado y ForjaDocumento23 páginasProcesos de Recalcado y Forjagtrin15Ainda não há avaliações
- Examen Parcial - Semana 4 Evaluacion de ProyectosDocumento13 páginasExamen Parcial - Semana 4 Evaluacion de ProyectosPia ArangoAinda não há avaliações
- Brigada de Cocina, Lenguaje Culinario de Pastelería - Chef P&CDocumento17 páginasBrigada de Cocina, Lenguaje Culinario de Pastelería - Chef P&Ctails petitAinda não há avaliações
- Cartilla Quimica 2022Documento22 páginasCartilla Quimica 2022Mariana GrimaldiAinda não há avaliações
- 04 Cualidades de La LuzDocumento5 páginas04 Cualidades de La LuzDaniela Amaya BallesterosAinda não há avaliações
- Teoria 10-Fenómenos Térmicos y TermodinámicaDocumento23 páginasTeoria 10-Fenómenos Térmicos y Termodinámicaxa asadAinda não há avaliações
- Heinrich Fries Teologia Fundamental HerderDocumento640 páginasHeinrich Fries Teologia Fundamental HerderPau ChávezAinda não há avaliações
- Tasas de Los Créditos de Libre Inversión de BancolombiaDocumento8 páginasTasas de Los Créditos de Libre Inversión de BancolombiaAnghieAinda não há avaliações
- Fase 3 Cultura Organizacional y Funciones GerencialesDocumento15 páginasFase 3 Cultura Organizacional y Funciones GerencialesJavier Eduardo Murcia PiedrasAinda não há avaliações
- Principios de Economia Capitulo 3Documento6 páginasPrincipios de Economia Capitulo 3jhunior alexanderAinda não há avaliações
- Principales Compuestos Nitrados IndustrialesDocumento5 páginasPrincipales Compuestos Nitrados IndustrialesYanella MendozaAinda não há avaliações
- PlantillaDocumento15 páginasPlantillaBenja IgnacioAinda não há avaliações
- Evidencia Examen Amortizacion y Fondos de Amortizacion Mayo 2020Documento16 páginasEvidencia Examen Amortizacion y Fondos de Amortizacion Mayo 2020Yarettzi PG0% (1)
- La Inflación y El Costo de Vida en GuatemalaDocumento31 páginasLa Inflación y El Costo de Vida en GuatemalaSally DeportilloAinda não há avaliações
- Tarea #1 EmprendurismoDocumento7 páginasTarea #1 EmprendurismoTania Esperanza BorgesAinda não há avaliações
- Diagnóstico para Biología 3 Bgu-12Documento6 páginasDiagnóstico para Biología 3 Bgu-12Vinicio VarelaAinda não há avaliações
- Cotizacion PRIMERO NIVEL ILUMINACIONDocumento2 páginasCotizacion PRIMERO NIVEL ILUMINACIONVictor eduardo Vargas guevaraAinda não há avaliações
- 4 Teoria de Colas Ejercicios PDFDocumento3 páginas4 Teoria de Colas Ejercicios PDFasdfasd alsdfjdisodfj askdfjdkls jdjiesdfAinda não há avaliações
- Curso Coordinacion de Protecciones Electricas en Redes de Distribucion Clase 1.1Documento13 páginasCurso Coordinacion de Protecciones Electricas en Redes de Distribucion Clase 1.1Lalex MoretaAinda não há avaliações
- Cuotas MoreradoraDocumento26 páginasCuotas Moreradoracata100% (1)
- Manual de ConvivenciaDocumento48 páginasManual de Convivenciacarlpola45100% (1)
- Definicion y Formulas de Ratios FinancierosDocumento4 páginasDefinicion y Formulas de Ratios FinancierosVeronica Huaccan GutierrezAinda não há avaliações
- SFR-MN-02 Manual Manejo Gases MedicinalesDocumento13 páginasSFR-MN-02 Manual Manejo Gases MedicinalesPEDRO GRANADOSAinda não há avaliações
- Finales Febrero2024 PubDocumento7 páginasFinales Febrero2024 PubIrina ArangurenAinda não há avaliações
- P.S. 012-Pva-Ralli-2023Documento8 páginasP.S. 012-Pva-Ralli-2023Alexander SilvaAinda não há avaliações
- 5to - Planificación Matemática MarzoDocumento2 páginas5to - Planificación Matemática MarzoKaren GarciaAinda não há avaliações
- Sesión 02 - FVDocumento106 páginasSesión 02 - FVNestor Ruiz TorresAinda não há avaliações
- 3 Teoría Del Comercio InternacionalDocumento117 páginas3 Teoría Del Comercio InternacionalJose EspinozaAinda não há avaliações
- Práctica 5 y 8 SensoresDocumento7 páginasPráctica 5 y 8 SensoresJoshua MadoraAinda não há avaliações
- 1964 Vida - Con - El - LamaDocumento215 páginas1964 Vida - Con - El - LamaKathia D KostlichAinda não há avaliações
- Ejercicio 2.16 Datos Métodos de Segmenación de CostosDocumento9 páginasEjercicio 2.16 Datos Métodos de Segmenación de CostosRodrigo Iván Perezguillén SarabiaAinda não há avaliações