Você também pode gostar
- PQR HojaDocumento2 páginasPQR Hojacarlos caiza100% (1)
- WPS-PQR Rds 1362014-0Documento8 páginasWPS-PQR Rds 1362014-0brunoAinda não há avaliações
- Proceso FCAWDocumento57 páginasProceso FCAWRichard Carrillo GonzalesAinda não há avaliações
- WPS 001 ImecoDocumento3 páginasWPS 001 ImecoNicholas SmithAinda não há avaliações
- Sesion 03 - Aws D1.1 - Capitulo 6 - CalificacionDocumento31 páginasSesion 03 - Aws D1.1 - Capitulo 6 - CalificacionAlex Anaya MendozaAinda não há avaliações
- PQR Asme Ix NDTWSDocumento2 páginasPQR Asme Ix NDTWSGherlin KuongAinda não há avaliações
- Procedimientos de Soldadura A Filete 1Documento1 páginaProcedimientos de Soldadura A Filete 1Mirian JustoAinda não há avaliações
- API 1104 - PTMS-WPS-01 Rev 00Documento6 páginasAPI 1104 - PTMS-WPS-01 Rev 00Angel AlphandAinda não há avaliações
- WPS Gmaw Aws Tam 2019 A572 12Documento1 páginaWPS Gmaw Aws Tam 2019 A572 12GerardoYanezAinda não há avaliações
- Como Soldar Bridads SliponDocumento5 páginasComo Soldar Bridads SliponAlexandro Jaimes MoralesAinda não há avaliações
- Reporte de Doblez INF - Wip-030-18Documento1 páginaReporte de Doblez INF - Wip-030-18Danfer De la CruzAinda não há avaliações
- WPQ Ac (Gmaw)Documento1 páginaWPQ Ac (Gmaw)Mauricio ObrequeAinda não há avaliações
- Formato de Calificación de Soldadura Qw-42Documento2 páginasFormato de Calificación de Soldadura Qw-42ivanbfAinda não há avaliações
- 2.2. Fcaw-09Documento34 páginas2.2. Fcaw-09samyfr454Ainda não há avaliações
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAinda não há avaliações
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 páginasCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleAinda não há avaliações
- Factibilidad API 1104 Apendice BDocumento128 páginasFactibilidad API 1104 Apendice BHinojosa100% (1)
- Formato Wps-001 Smaw Rev 1Documento2 páginasFormato Wps-001 Smaw Rev 1Richard VillónAinda não há avaliações
- Reporte - Macroataque Vasconia-CIB PDFDocumento1 páginaReporte - Macroataque Vasconia-CIB PDFOscar Iván Duque DíazAinda não há avaliações
- Pqr-Asme BPVC IxDocumento2 páginasPqr-Asme BPVC IxMATEOAinda não há avaliações
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocumento2 páginasTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoAinda não há avaliações
- WPS TuberiaDocumento2 páginasWPS TuberiaOmar BecerrilAinda não há avaliações
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAinda não há avaliações
- Formato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...Documento3 páginasFormato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...carlos canoAinda não há avaliações
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocumento43 páginasPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Ainda não há avaliações
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Soldadura-Calificación de Los Procesos PDFDocumento135 páginasSoldadura-Calificación de Los Procesos PDFMauricio Carestia100% (1)
- Wps Ndtws Asme Ix Rev 01Documento2 páginasWps Ndtws Asme Ix Rev 01Gherlin Kuong100% (1)
- 02 Terminos y Definiciones SoldaduraDocumento18 páginas02 Terminos y Definiciones SoldaduraBetsiAinda não há avaliações
- Wps Smaw 005 1g PrecalificadoDocumento1 páginaWps Smaw 005 1g PrecalificadojoseAinda não há avaliações
- WPS D1.1 A36 - E71t11Documento2 páginasWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Procedimiento Api 1104 TipobDocumento25 páginasProcedimiento Api 1104 TipobBZ Percy86% (7)
- API 1104 Complementario 5Documento10 páginasAPI 1104 Complementario 5petreAinda não há avaliações
- Wps BlancoDocumento2 páginasWps BlancoChristian GramAinda não há avaliações
- Calificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Documento5 páginasCalificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Luiz Agreda100% (1)
- WPQ GMAW 2018 002 Gerardo JaraDocumento1 páginaWPQ GMAW 2018 002 Gerardo JaraGerardoYanezAinda não há avaliações
- Asme Seccion Ix-2010Documento6 páginasAsme Seccion Ix-2010Andres Felipe Hernandez Gomez100% (2)
- PREGUNTAS API en Blanco (Ok)Documento9 páginasPREGUNTAS API en Blanco (Ok)MarceloToccoAinda não há avaliações
- Certificado Calificacion Soldador ASME IXDocumento1 páginaCertificado Calificacion Soldador ASME IXRjvPoquiAinda não há avaliações
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 páginasPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Procedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Documento6 páginasProcedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Jonathan Espinoza MejiaAinda não há avaliações
- Certif. Soldadura MigDocumento1 páginaCertif. Soldadura MigFabian LopezAinda não há avaliações
- Calculo de ConsumiblesDocumento13 páginasCalculo de ConsumiblesLU1228Ainda não há avaliações
- Asme - Macroataque - TraduccionDocumento2 páginasAsme - Macroataque - TraduccionErikaAinda não há avaliações
- Formato WpsDocumento2 páginasFormato WpsDaniel Campos100% (1)
- Formato WPQRDocumento1 páginaFormato WPQRNicolas RamírezAinda não há avaliações
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- tr1 Esmerilado de TuberiasDocumento4 páginastr1 Esmerilado de Tuberiasjhon aguilar hidalgoAinda não há avaliações
- Resumen Listado WPSDocumento15 páginasResumen Listado WPScaterpillardosAinda não há avaliações
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAinda não há avaliações
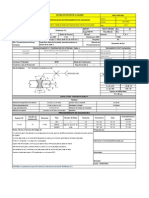
- QW-482 Welding Procedure Specification (WPS)Documento2 páginasQW-482 Welding Procedure Specification (WPS)JORDY ROBINSON CAICHIHUA VERGARAAinda não há avaliações
- Formato WPSDocumento1 páginaFormato WPSEduard John Vega LisencioAinda não há avaliações
- Cisold - Api - 1104 - WPS-PQR-WPQDocumento44 páginasCisold - Api - 1104 - WPS-PQR-WPQDan Carrasco100% (2)
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocumento20 páginasCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoAinda não há avaliações
- Asme Ix-Wps-1Documento3 páginasAsme Ix-Wps-1Jhordann EspinozaAinda não há avaliações
- Supercito A1 E7018-A1Documento1 páginaSupercito A1 E7018-A1ricardodelatorreAinda não há avaliações
- Listado de Normas de SoldaduraDocumento2 páginasListado de Normas de SoldaduraIvan Pino FigueroaAinda não há avaliações
- Proceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.ADocumento93 páginasProceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.Avricardol100% (1)
- FCAWDocumento64 páginasFCAWWilians Rosales ChavezAinda não há avaliações
- FCAW - La Soldadura Por Arco Con Núcleo de FlujoDocumento27 páginasFCAW - La Soldadura Por Arco Con Núcleo de FlujoISAI KEOMA CHIRINOS DIAZAinda não há avaliações
- Autonomo Parcial Escenario 4Documento15 páginasAutonomo Parcial Escenario 4ALBERTAinda não há avaliações
- Quiz - Escenario 2 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - ACTUALIZACIÓN JURÍDICA EN RIESGOS Y SEGUROSDocumento7 páginasQuiz - Escenario 2 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - ACTUALIZACIÓN JURÍDICA EN RIESGOS Y SEGUROSlepadel85Ainda não há avaliações
- Filosofia de Educacion para La SaludDocumento4 páginasFilosofia de Educacion para La SaludBlack CronusAinda não há avaliações
- 1 Sistema Internacional de Unidades - 1.1Documento9 páginas1 Sistema Internacional de Unidades - 1.1saulcarvajal23Ainda não há avaliações
- Hoja de Seguridad MSDS Cloruro de Zinc ModeloDocumento3 páginasHoja de Seguridad MSDS Cloruro de Zinc ModeloGester Tafur RojasAinda não há avaliações
- Registros de Apriete de PernosDocumento2 páginasRegistros de Apriete de PernosLuis Alexander Cristobal UbaldoAinda não há avaliações
- Iagramas Del UmlDocumento15 páginasIagramas Del UmlLuck Kal DavidAinda não há avaliações
- Trabajo Lady2.0Documento12 páginasTrabajo Lady2.0PepeLuisRodriguezAinda não há avaliações
- Baines, Los Estados Unidos de AméricaDocumento60 páginasBaines, Los Estados Unidos de AméricaRomina OmariniAinda não há avaliações
- Actividad 4 Sistema de Vigil EpiDocumento12 páginasActividad 4 Sistema de Vigil EpiKatherine GAinda não há avaliações
- Estudio de CasosDocumento14 páginasEstudio de CasosFavio VasquezAinda não há avaliações
- 2015-03-06 Tdrs Terminal MacasDocumento48 páginas2015-03-06 Tdrs Terminal MacasmarcoAinda não há avaliações
- Plan de Trabajo Del EstudianteDocumento14 páginasPlan de Trabajo Del Estudianteomar daniel gonzales ramos100% (3)
- Comercio Informal Final FinalDocumento15 páginasComercio Informal Final FinalNicolas MartinAinda não há avaliações
- Taller Conversion y Resistencias 3Documento4 páginasTaller Conversion y Resistencias 3Gustavo ValenciaAinda não há avaliações
- Tornillo Sin Fin Problema ResueltoDocumento6 páginasTornillo Sin Fin Problema Resueltoeeeepla0% (1)
- Educación en Emergencias Familiares y Comunitarias. UniminutoDocumento12 páginasEducación en Emergencias Familiares y Comunitarias. UniminutoEduardo RamirezAinda não há avaliações
- La Trampa de La InclusiónDocumento8 páginasLa Trampa de La InclusiónSantiago AlbayteroAinda não há avaliações
- EmotionShare Manifesto EsDocumento57 páginasEmotionShare Manifesto EsVictor Euclides Briones MoralesAinda não há avaliações
- ECOGEOS Ficha Tecnica 220213 AgrícolaDocumento1 páginaECOGEOS Ficha Tecnica 220213 AgrícolaEcogestoresAinda não há avaliações
- Determinación de Sólidos Totales en Biomasa y Sólidos Disueltos Totales en Procesos Líquidos MuestrasDocumento9 páginasDeterminación de Sólidos Totales en Biomasa y Sólidos Disueltos Totales en Procesos Líquidos MuestrasAngie Estefania Rivera CordobaAinda não há avaliações
- Acta Cast 22Documento2 páginasActa Cast 22Tecno2 TFAinda não há avaliações
- Ley General de Sociedades MercantilesDocumento3 páginasLey General de Sociedades MercantilesYuliana Gtz. A.Ainda não há avaliações
- Sistemas Ecuaciones Estacion ProblemasDocumento7 páginasSistemas Ecuaciones Estacion ProblemasJany AlcalaAinda não há avaliações
- CTE CachimayoDocumento10 páginasCTE CachimayoAnonymous fD5rH2xAinda não há avaliações
- Aztecas y NayasDocumento2 páginasAztecas y NayasYelinna Ayling Napuri EchevarriaAinda não há avaliações
- Efecto Del Vinagre y Ácido Cítrico en La Sobrevivencia de Staphylococcus Aureus en Mayonesa CaseraDocumento10 páginasEfecto Del Vinagre y Ácido Cítrico en La Sobrevivencia de Staphylococcus Aureus en Mayonesa CaseraArleana Andreina Castillo FestaAinda não há avaliações
- Perfil Del BrigadistaDocumento6 páginasPerfil Del BrigadistaJorge Rivero BustamanteAinda não há avaliações
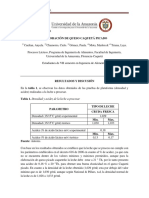
- Grupo 6-Queso Caquetá PicadoDocumento5 páginasGrupo 6-Queso Caquetá PicadoMarlon Stiven Motta ManriqueAinda não há avaliações