Você também pode gostar
- Tiempo de Reverberacion Cuadros ExcelDocumento9 páginasTiempo de Reverberacion Cuadros ExcelJulioAvalosAgurto0% (1)
- (ACV-S02) Tarea Calificada 1 (EP1)Documento21 páginas(ACV-S02) Tarea Calificada 1 (EP1)Yuly Nery Cuty Quispe50% (2)
- Curso Tecnico de TrefiladoDocumento53 páginasCurso Tecnico de TrefiladoEmmanuel RmAinda não há avaliações
- Practica - 1 - Oscilador ArmónicoDocumento9 páginasPractica - 1 - Oscilador ArmónicoRodolfo TrejoAinda não há avaliações
- Tiempos de CorteDocumento3 páginasTiempos de CorteIván HurtadoAinda não há avaliações
- Banco de Pruebas para Motores de Combustión InternaDocumento6 páginasBanco de Pruebas para Motores de Combustión InternaIvan Marcelo TapiaAinda não há avaliações
- Seleccion de Materiales para DestornilladorDocumento3 páginasSeleccion de Materiales para DestornilladorIvan Marcelo TapiaAinda não há avaliações
- Chuquilla-Maykol-Ensayo Consolidación1Documento9 páginasChuquilla-Maykol-Ensayo Consolidación1Erick YTAinda não há avaliações
- Solucion Del Ejercicio 3 - 4Documento23 páginasSolucion Del Ejercicio 3 - 4Gil Aguila RosasAinda não há avaliações
- Cálculos de Medidas de Tendencia CentralDocumento10 páginasCálculos de Medidas de Tendencia CentralKevin GuamanAinda não há avaliações
- Proyecto Chapa Metalica ProcesosDocumento9 páginasProyecto Chapa Metalica ProcesosAlvaro Ramirez RamirezAinda não há avaliações
- Tarea de Lab Conformados Ing Christian 3 - Lab4Documento4 páginasTarea de Lab Conformados Ing Christian 3 - Lab4Anthony Rafael QuirozAinda não há avaliações
- Ortega 2013 C3 S1Documento8 páginasOrtega 2013 C3 S1JUAN SEBASTIÁN MIÑOAinda não há avaliações
- Ejercicios BásicosDocumento24 páginasEjercicios BásicosJohan RodriguezAinda não há avaliações
- Tabla y CálculosDocumento5 páginasTabla y CálculosEmmanuel Diaz MartinezAinda não há avaliações
- Laboratorio TrefiladoDocumento17 páginasLaboratorio TrefiladoExequiel SeguelAinda não há avaliações
- Tarea1 InformeDocumento11 páginasTarea1 InformeDANNY MOISES GARCIA COREAAinda não há avaliações
- Tiempo de Reverberacion Cuadros ExcelDocumento9 páginasTiempo de Reverberacion Cuadros ExcelCynthia CastilloAinda não há avaliações
- Informe ConsolidacionDocumento8 páginasInforme ConsolidacionBacanos 2011Ainda não há avaliações
- Laboratorio de Mecánica de Materiales Actividad #3 Ensayo Estático de Tensión 1Documento11 páginasLaboratorio de Mecánica de Materiales Actividad #3 Ensayo Estático de Tensión 1StratowarionAinda não há avaliações
- Montemayor Martínez Katherinee Alexandra. Laboratorio de Manejo y Separación Mecánica de Materiales. Practica N. 4. Tamizado y GranulometríaDocumento8 páginasMontemayor Martínez Katherinee Alexandra. Laboratorio de Manejo y Separación Mecánica de Materiales. Practica N. 4. Tamizado y GranulometríaKatherine AlexandraAinda não há avaliações
- Aislación Térmica de CañeríasDocumento7 páginasAislación Térmica de CañeríasBelenAinda não há avaliações
- HerreraJaya Gustavo EnsayoCorteDirectoDocumento9 páginasHerreraJaya Gustavo EnsayoCorteDirectoGUSTAVO SEBASTIAN HERRERA JAYAAinda não há avaliações
- Catalogo ArnorDocumento77 páginasCatalogo ArnorKarentt CasasAinda não há avaliações
- Informe 2 - Lab Mec de Materiales 1IM121 A - Mayorga Mercado 1Documento12 páginasInforme 2 - Lab Mec de Materiales 1IM121 A - Mayorga Mercado 1jakc 1234Ainda não há avaliações
- Metodo Congruencial Mixto para Generar Números PseudoaleatoriosDocumento5 páginasMetodo Congruencial Mixto para Generar Números PseudoaleatoriosTaniaTimbilaAinda não há avaliações
- Molienda y TamizadoDocumento8 páginasMolienda y TamizadoVero PorrasAinda não há avaliações
- Clase 7 HidrologiaDocumento12 páginasClase 7 HidrologiaActualidad Viral TVAinda não há avaliações
- Prueba de Kolmogorov Smirnov: Hogares Número de ComputadorasDocumento20 páginasPrueba de Kolmogorov Smirnov: Hogares Número de ComputadorasAndres VelataAinda não há avaliações
- Segundo Trabajo Domiciliario-Isaac FarfanDocumento10 páginasSegundo Trabajo Domiciliario-Isaac FarfanIsaac Farfan CondorAinda não há avaliações
- Clase Práctica #3 - 2019Documento7 páginasClase Práctica #3 - 2019Karen CuencaAinda não há avaliações
- 4tablas Auxiliares de DiseñoDocumento4 páginas4tablas Auxiliares de DiseñoVICTOR ROLANDO CASTRO DEL CARPIOAinda não há avaliações
- IIS-223-Ejercicio No. 1Documento11 páginasIIS-223-Ejercicio No. 1Rafael HernandezAinda não há avaliações
- Reporte de Práctica ResistenciaDocumento12 páginasReporte de Práctica ResistenciaAna AlonsoAinda não há avaliações
- Reporte PracticaDocumento16 páginasReporte PracticaKalid Lemuel Alcazar CaballeroAinda não há avaliações
- 3.datos EstándarDocumento12 páginas3.datos EstándarJOSE DANIEL RAMOS PEREZAinda não há avaliações
- El Transformador MonofásicoDocumento36 páginasEl Transformador MonofásicoAlvaroGabrielRivasDíazAinda não há avaliações
- Práctica 3 - Conformado Coeficiente de Fricción en AnillosDocumento6 páginasPráctica 3 - Conformado Coeficiente de Fricción en AnillosEmmanuel BonillaAinda não há avaliações
- Área TotalDocumento3 páginasÁrea TotalJULIETTE NICOLL VASQUEZ TRUJILLOAinda não há avaliações
- Actividad No.4 TermoDocumento8 páginasActividad No.4 TermoArturo LimónAinda não há avaliações
- Practico 3.2 Ope4 Miguel Guzman RuizDocumento12 páginasPractico 3.2 Ope4 Miguel Guzman Ruizmiguel guzman ruizAinda não há avaliações
- Guía de Laboratorio de Física 1Documento4 páginasGuía de Laboratorio de Física 1Felix ChoqueAinda não há avaliações
- Diagrama de Interaccion Columna CompuestaDocumento13 páginasDiagrama de Interaccion Columna CompuestamrnicusAinda não há avaliações
- PRACTICA 3 EQ3fDocumento13 páginasPRACTICA 3 EQ3fmagueyal.vega.eber.josue12Ainda não há avaliações
- Clase Troquelado o EstampadoDocumento30 páginasClase Troquelado o Estampadomiguel angelAinda não há avaliações
- C916 Bomba Centrífuga InformeDocumento12 páginasC916 Bomba Centrífuga InformeJorge A. TolozaAinda não há avaliações
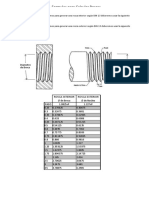
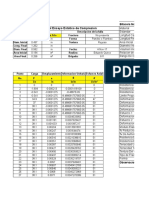
- Calculo RoscasDocumento1 páginaCalculo RoscasJavier Gl60% (5)
- A Informe de TorsionDocumento30 páginasA Informe de TorsionCamilo Araya0% (1)
- El Circulo de Mohr en GeotecniaDocumento28 páginasEl Circulo de Mohr en GeotecniaIsrael RodriguezAinda não há avaliações
- Tarea 1 ParticulasDocumento11 páginasTarea 1 ParticulasMariana MontoyaAinda não há avaliações
- Prueba Triaxial. MS - AaDocumento14 páginasPrueba Triaxial. MS - AaBOUCHOT NAVARRO ANDRICKAinda não há avaliações
- P7Documento14 páginasP7Eduardo QuirozAinda não há avaliações
- Practica #3. Reactores CSTRDocumento29 páginasPractica #3. Reactores CSTRHugo MinetAinda não há avaliações
- Acero en Frio y ClorDocumento13 páginasAcero en Frio y ClorKevinDanielPinedaAinda não há avaliações
- Wa0068.Documento4 páginasWa0068.Janiu LamboAinda não há avaliações
- Ensayo JominyDocumento8 páginasEnsayo JominyBryan Ariel VelascoAinda não há avaliações
- Principio de Un Troquel - Basico2023 PDFDocumento86 páginasPrincipio de Un Troquel - Basico2023 PDFMauricio Miguel SanchezAinda não há avaliações
- Practica 17Documento15 páginasPractica 17Raul PadillaAinda não há avaliações
- TP Doblado 1c-2020 - TfiiDocumento5 páginasTP Doblado 1c-2020 - TfiiMayra AlejandraAinda não há avaliações
- Actividad 3 T2Documento17 páginasActividad 3 T2Juan Martin OropezaAinda não há avaliações
- Motores Serie Quantum Sistema K19Documento4 páginasMotores Serie Quantum Sistema K19Ivan Marcelo TapiaAinda não há avaliações
- CubiertosDocumento11 páginasCubiertosIvan Marcelo TapiaAinda não há avaliações
- Proyecto Flecha Pacheco GuerreroDocumento25 páginasProyecto Flecha Pacheco GuerreroIvan Marcelo TapiaAinda não há avaliações
- Falla Por Fatiga en Materiales PlásticosDocumento5 páginasFalla Por Fatiga en Materiales PlásticosIvan Marcelo TapiaAinda não há avaliações
- Transferencia de Calor en Barra CircularDocumento10 páginasTransferencia de Calor en Barra CircularIvan Marcelo TapiaAinda não há avaliações
- Informe de Laboratorio, Fuerza CentrífugaDocumento11 páginasInforme de Laboratorio, Fuerza CentrífugaIvan Marcelo TapiaAinda não há avaliações
- Sistema de Captacion de Agua de Lluvia para HogaresDocumento14 páginasSistema de Captacion de Agua de Lluvia para HogaresIvan Marcelo TapiaAinda não há avaliações
- Medicion de EsfuerzosDocumento14 páginasMedicion de EsfuerzosIvan Marcelo TapiaAinda não há avaliações
- Biomasa y Tusa de MaizDocumento12 páginasBiomasa y Tusa de MaizIvan Marcelo TapiaAinda não há avaliações
- Metalurgia Extractiva Del CobreDocumento7 páginasMetalurgia Extractiva Del CobreIvan Marcelo TapiaAinda não há avaliações
- ¿Qué Es La Histéresis - Polimeros Termoplasticos, Elastomeros y AditivosDocumento1 página¿Qué Es La Histéresis - Polimeros Termoplasticos, Elastomeros y AditivosSebastian SaavedraAinda não há avaliações
- Análisis de Precios UnitariosDocumento25 páginasAnálisis de Precios UnitariosYURY OZZAinda não há avaliações
- CUESTIONARIO 3 y 4 FUNDICIÓNDocumento4 páginasCUESTIONARIO 3 y 4 FUNDICIÓNManuel MerazAinda não há avaliações
- Catalogo Alquiler RemsaDocumento10 páginasCatalogo Alquiler RemsaEl_PensionistaAinda não há avaliações
- Aisi 430Documento7 páginasAisi 430Sebastian ValeraAinda não há avaliações
- Especificaciones Tecnicas NichosDocumento33 páginasEspecificaciones Tecnicas NichosDeivis Vedia RomeroAinda não há avaliações
- ESTANTILLON ModelDocumento1 páginaESTANTILLON Modelbarbara navarroAinda não há avaliações
- Corte A-A Camara de Contacto Y CloracionDocumento1 páginaCorte A-A Camara de Contacto Y CloracionMadhuri AnghelyAinda não há avaliações
- Hoja Tecnica-Tubo-Laf - FrioDocumento3 páginasHoja Tecnica-Tubo-Laf - FrioRenato Mendz UatfAinda não há avaliações
- 139193348Documento10 páginas139193348aleAinda não há avaliações
- Selección de Materiales para El Diseño de Elementos MecánicosDocumento5 páginasSelección de Materiales para El Diseño de Elementos MecánicosCesar CarrionAinda não há avaliações
- Moldeo Por CascaraDocumento10 páginasMoldeo Por CascaraRonald Alex Ortecho CastilloAinda não há avaliações
- Presupuesto Medidas de SYS - MODELODocumento9 páginasPresupuesto Medidas de SYS - MODELOJessica González GonzálezAinda não há avaliações
- Fusco - Cajera Rectangular y CircularDocumento3 páginasFusco - Cajera Rectangular y Circularfuss fussAinda não há avaliações
- Análisis de Precio Unitario PlantillaDocumento6 páginasAnálisis de Precio Unitario PlantillaTozanitzinn TozaniAinda não há avaliações
- 100000A21Q ConstruccionIiDocumento5 páginas100000A21Q ConstruccionIiRonald GonzalesAinda não há avaliações
- Costos UnitariosDocumento34 páginasCostos UnitariosPameiita ChipayoAinda não há avaliações
- Silico CalcareoDocumento7 páginasSilico CalcareoDavidGustavoEBAinda não há avaliações
- Tome Uno Contra LluviaDocumento12 páginasTome Uno Contra LluviaVirginia Anais Mendez OrtizAinda não há avaliações
- Directorio Actual Parque Industrial QueretaroDocumento6 páginasDirectorio Actual Parque Industrial QueretaroLuis Ricardo Reza Barajas0% (1)
- PVC Flexible Ficha Tec 2021Documento13 páginasPVC Flexible Ficha Tec 2021FERNANDO LARAAinda não há avaliações
- Procedimiento para Armado de LosasDocumento13 páginasProcedimiento para Armado de LosasMario VillenaAinda não há avaliações
- Rendimientos Mano de ObraDocumento34 páginasRendimientos Mano de ObraSalvador de la RubiaAinda não há avaliações
- Especificaciones Particulares Tubería PRFV PDFDocumento6 páginasEspecificaciones Particulares Tubería PRFV PDFSara MillánAinda não há avaliações
- Presupuesto ChoquejahuaDocumento3 páginasPresupuesto ChoquejahuaJcar CatacoraAinda não há avaliações
- Lista de InsumosDocumento2 páginasLista de InsumosFrank PaulAinda não há avaliações
- Cat. Firme, Muros. 230720Documento1.281 páginasCat. Firme, Muros. 230720Omar ValenciaAinda não há avaliações
- Aditivos en La ConstruccionDocumento14 páginasAditivos en La ConstruccionSALATIEL HOYOS GUEVARAAinda não há avaliações
- Kuma 2Documento2 páginasKuma 2aryienneAinda não há avaliações