Você também pode gostar
- MSDS Coconut Shell Charcoal (Indonesia Kunlun) PDFDocumento11 páginasMSDS Coconut Shell Charcoal (Indonesia Kunlun) PDFGuddu YadavAinda não há avaliações
- Uop938 PDFDocumento22 páginasUop938 PDFNur Indah KartikasariAinda não há avaliações
- INLAY1 (Autosaved)Documento79 páginasINLAY1 (Autosaved)nandani kumariAinda não há avaliações
- Dental Materials Lecture 9 DADocumento18 páginasDental Materials Lecture 9 DAMuthiaraPrazianditeAinda não há avaliações
- Introduction To PathologyDocumento12 páginasIntroduction To PathologyAmniAzmi100% (1)
- Ejector Modeling in HYSYSDocumento10 páginasEjector Modeling in HYSYSBruce Eng100% (3)
- Dental Investments and Refractory MaterialsDocumento40 páginasDental Investments and Refractory MaterialsSusovan GiriAinda não há avaliações
- Dental Investment Materials and Investing TechniquesDocumento67 páginasDental Investment Materials and Investing TechniquesBharanija100% (2)
- Impression MaterialsDocumento62 páginasImpression MaterialsalamjitcAinda não há avaliações
- 0k2018SynthesisandCharacterizationsofHydroxyapatite PDFDocumento5 páginas0k2018SynthesisandCharacterizationsofHydroxyapatite PDFAnshar An NajaziAinda não há avaliações
- Dentifrice: A Semi-Aqueous Material For Removing Naturally-Occuring Deposits From The TeethDocumento11 páginasDentifrice: A Semi-Aqueous Material For Removing Naturally-Occuring Deposits From The TeethAmniAzmiAinda não há avaliações
- Gypsum ProductsDocumento117 páginasGypsum ProductsyabhatiaAinda não há avaliações
- Key Words: Hydroxyapatite, Chicken Eggshells, Vickers MicrohardnessDocumento12 páginasKey Words: Hydroxyapatite, Chicken Eggshells, Vickers MicrohardnessMarcelo MachadoAinda não há avaliações
- Record Bases & Occlusion RimsDocumento34 páginasRecord Bases & Occlusion RimsmariahashrafAinda não há avaliações
- Impression Materials: DR - Madhu Billa 2 Year PG SIBAR Institute of Dental SciencesDocumento85 páginasImpression Materials: DR - Madhu Billa 2 Year PG SIBAR Institute of Dental SciencesMujthaba Admani100% (1)
- Fixed Partial Denture Cementation and Maintainence: Presented by DR Shubhangi Agrawal Iind Year PGDocumento269 páginasFixed Partial Denture Cementation and Maintainence: Presented by DR Shubhangi Agrawal Iind Year PGShubhangi AgrawalAinda não há avaliações
- Flasking and Dewaxing of Complete DentureDocumento10 páginasFlasking and Dewaxing of Complete Dentureyusra tahirAinda não há avaliações
- Enamel and Dentin Adhesion: Ria Tandon Mds IiDocumento73 páginasEnamel and Dentin Adhesion: Ria Tandon Mds IiRia TandonAinda não há avaliações
- Elastomeric Impression MaterialsDocumento86 páginasElastomeric Impression MaterialsMereesha K MoideenAinda não há avaliações
- Glass Ionomer Cement: Dept o EndodonticsDocumento67 páginasGlass Ionomer Cement: Dept o EndodonticsJayalakshmi Preetha100% (1)
- Restorative ResinsDocumento23 páginasRestorative ResinsNaveen Kumar0% (1)
- Contcts and ContoursDocumento70 páginasContcts and ContoursAnil KumarAinda não há avaliações
- 04 - 003 Dental Luting CementsDocumento2 páginas04 - 003 Dental Luting CementskaniaAinda não há avaliações
- Occlusion in Implant Prosthodontics: Radhika B Parekh, Omkar Shetty, Rubina TabassumDocumento4 páginasOcclusion in Implant Prosthodontics: Radhika B Parekh, Omkar Shetty, Rubina TabassumTung Thanh NguyenAinda não há avaliações
- Removable Partial DentureDocumento38 páginasRemovable Partial DentureNissaAinda não há avaliações
- Lec 10 Elastic Impression Materials, PolysulfidesDocumento19 páginasLec 10 Elastic Impression Materials, PolysulfidesAsfand YarAinda não há avaliações
- #Elastomeric Impression MaterialsDocumento72 páginas#Elastomeric Impression Materialswww.gurleenkaur24477Ainda não há avaliações
- Effect of Glaze Coatings On Surface Roughness of Acrylic Resin, Resilient Liner and Tissue Conditioner: A Comparative in Vitro StudyDocumento12 páginasEffect of Glaze Coatings On Surface Roughness of Acrylic Resin, Resilient Liner and Tissue Conditioner: A Comparative in Vitro StudyEarthjournal Publisher50% (2)
- Impression Material 2Documento104 páginasImpression Material 2Manjulika TysgiAinda não há avaliações
- All Ceramic Classification.Documento3 páginasAll Ceramic Classification.Yasmeena SbeihAinda não há avaliações
- Provisional Restoration (Temporary Crown) : Requirements Biologic Requirements A. Pulp ProtectionDocumento7 páginasProvisional Restoration (Temporary Crown) : Requirements Biologic Requirements A. Pulp Protectionkizha kareemAinda não há avaliações
- Soft LinersDocumento30 páginasSoft Linersreshma shaik100% (1)
- Fpdintroduction 100203103114 Phpapp02Documento42 páginasFpdintroduction 100203103114 Phpapp02Sangeetha BommineniAinda não há avaliações
- Elastic Impression Materials (Agar and Alginate)Documento52 páginasElastic Impression Materials (Agar and Alginate)Saud Iqbal100% (1)
- Oral Leukoplakia Management Using Diode Laser A Case Report (Chaudri DKK, 2019)Documento3 páginasOral Leukoplakia Management Using Diode Laser A Case Report (Chaudri DKK, 2019)Rani PutriAinda não há avaliações
- DentalwaxesDocumento56 páginasDentalwaxesnandhini2k23Ainda não há avaliações
- FINAL EXAM 2. Restorative Essay Questions and AnswersDocumento15 páginasFINAL EXAM 2. Restorative Essay Questions and AnswerspaigenottAinda não há avaliações
- 3 Finishing and PolishingDocumento152 páginas3 Finishing and Polishingrasagna reddyAinda não há avaliações
- Dental CementDocumento12 páginasDental Cementshaniaz19785112Ainda não há avaliações
- Amalgam Structure and Properties PPT With AudioDocumento25 páginasAmalgam Structure and Properties PPT With Audiorasagna reddy100% (1)
- Recent Advances in DentistryDocumento2 páginasRecent Advances in DentistrySudarsan SangeethaAinda não há avaliações
- Die Materials and Technique of Fabrication / Orthodontic Courses by Indian Dental AcademyDocumento26 páginasDie Materials and Technique of Fabrication / Orthodontic Courses by Indian Dental Academyindian dental academyAinda não há avaliações
- Try in PDFDocumento7 páginasTry in PDFكاظم عبد الحسينAinda não há avaliações
- Elastomeric Impression MaterialsDocumento96 páginasElastomeric Impression MaterialsmonamohiteAinda não há avaliações
- CERAMICSDocumento41 páginasCERAMICSramandeep singhAinda não há avaliações
- Finishing and Polishing Materials.9Documento8 páginasFinishing and Polishing Materials.9Eman Azmi OmarAinda não há avaliações
- Effect of Ultrasonic Activation of Endodontic Sealers On Intratubular Penetration and Bond Strength To Root DentinDocumento22 páginasEffect of Ultrasonic Activation of Endodontic Sealers On Intratubular Penetration and Bond Strength To Root DentinNajla MohammedAinda não há avaliações
- Review of Microleakage Evaluation ToolsDocumento5 páginasReview of Microleakage Evaluation ToolsnisaAinda não há avaliações
- Composite: Prepared by Bipin Chataut Bds 4 YRDocumento24 páginasComposite: Prepared by Bipin Chataut Bds 4 YRichchha100% (1)
- Lecture 18 & 19 - Abrasives and Temporary Crowns Material (Slides)Documento57 páginasLecture 18 & 19 - Abrasives and Temporary Crowns Material (Slides)JustDen09Ainda não há avaliações
- Try in FPDDocumento40 páginasTry in FPDharshini100% (1)
- 2012 Gingival RetractionDocumento16 páginas2012 Gingival RetractionMaria Mercedes LeivaAinda não há avaliações
- Luting Agents For Fixed Prosthodontics / Orthodontic Courses by Indian Dental AcademyDocumento37 páginasLuting Agents For Fixed Prosthodontics / Orthodontic Courses by Indian Dental Academyindian dental academyAinda não há avaliações
- Cds With and Without FacebowDocumento6 páginasCds With and Without FacebowAdarsh varmaAinda não há avaliações
- Cavity Liners, Bases, Pulp Capping MaterialsDocumento34 páginasCavity Liners, Bases, Pulp Capping MaterialsKelly Yeow100% (1)
- Cavity Preparation Ques & AnsDocumento3 páginasCavity Preparation Ques & Anschristina percyAinda não há avaliações
- Nanocrystallinae Hap From Egg ShellDocumento4 páginasNanocrystallinae Hap From Egg Shellcollin samuelAinda não há avaliações
- Impression Registration Rpd-TechniqueDocumento19 páginasImpression Registration Rpd-TechniqueTaha AlaamryAinda não há avaliações
- Classification and Composition of Resilient Lining Materials (RLMS)Documento5 páginasClassification and Composition of Resilient Lining Materials (RLMS)Sonia LeeAinda não há avaliações
- Biocompatible Dental MaterialsDocumento12 páginasBiocompatible Dental MaterialsAryant Dentia RAinda não há avaliações
- 1-Impression MaterialsDocumento24 páginas1-Impression Materialskhaled alahmadAinda não há avaliações
- Impression Compounds and AlginatesDocumento13 páginasImpression Compounds and Alginatessourav dasAinda não há avaliações
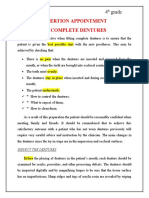
- Insertion Appointment of Complete Dentures: Lec 17 4 GradeDocumento15 páginasInsertion Appointment of Complete Dentures: Lec 17 4 GradeSaif Hashim100% (1)
- Defect in CastingDocumento13 páginasDefect in CastingAmniAzmiAinda não há avaliações
- Abnormal Intracellular DepositionsDocumento20 páginasAbnormal Intracellular DepositionsAmniAzmiAinda não há avaliações
- Summer Course Gerodontology UgmDocumento10 páginasSummer Course Gerodontology UgmAmniAzmiAinda não há avaliações
- Dental AmalgamDocumento30 páginasDental AmalgamAmniAzmiAinda não há avaliações
- Amyloidosis: Dr. Ung Pathology Year 2Documento18 páginasAmyloidosis: Dr. Ung Pathology Year 2AmniAzmiAinda não há avaliações
- Casting: DR Thulfiqar Dental Material Block 3Documento24 páginasCasting: DR Thulfiqar Dental Material Block 3AmniAzmiAinda não há avaliações
- Soldering, Brazing and Welding in DentistryDocumento36 páginasSoldering, Brazing and Welding in DentistryAmniAzmiAinda não há avaliações
- Glass Ionomer CementDocumento57 páginasGlass Ionomer CementAmniAzmi100% (1)
- Cast Dental Alloys - Wrought AlloysDocumento50 páginasCast Dental Alloys - Wrought AlloysAmniAzmiAinda não há avaliações
- Tarnish - CorrosionDocumento18 páginasTarnish - CorrosionAmniAzmiAinda não há avaliações
- Dental Implant MaterialsDocumento21 páginasDental Implant MaterialsAmniAzmiAinda não há avaliações
- Dental PolymerDocumento36 páginasDental PolymerAmniAzmi100% (2)
- Impression MaterialsDocumento35 páginasImpression MaterialsAmniAzmi100% (2)
- Metals and Alloys in DentistryDocumento36 páginasMetals and Alloys in DentistryAmniAzmiAinda não há avaliações
- Denture Lining MaterialsDocumento28 páginasDenture Lining MaterialsAmniAzmi100% (2)
- Denture AdhesiveDocumento11 páginasDenture AdhesiveAmniAzmiAinda não há avaliações
- Denture Cleansers: A Material For Removing Deposits From A DentureDocumento14 páginasDenture Cleansers: A Material For Removing Deposits From A DentureAmniAzmiAinda não há avaliações
- Aida Najiha IdpDocumento2 páginasAida Najiha IdpAmniAzmiAinda não há avaliações
- Checklist Subject Year 2 2014.2015Documento11 páginasChecklist Subject Year 2 2014.2015AmniAzmiAinda não há avaliações
- Non-Elastic Impression MaterialDocumento24 páginasNon-Elastic Impression MaterialAmniAzmi100% (1)
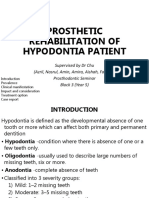
- Prosthetic Rehabilitation of Severe Hypodontia: A Clinical ReportDocumento12 páginasProsthetic Rehabilitation of Severe Hypodontia: A Clinical ReportAmniAzmiAinda não há avaliações
- Prostho Rehabilitation - HypodontiaDocumento24 páginasProstho Rehabilitation - HypodontiaAmniAzmiAinda não há avaliações
- Bone GraftingDocumento45 páginasBone GraftingAmniAzmiAinda não há avaliações
- CV AmniDocumento2 páginasCV AmniAmniAzmiAinda não há avaliações
- Esmo Course Medical Student Motivation Course-NUR ATIQAH HASSANDocumento2 páginasEsmo Course Medical Student Motivation Course-NUR ATIQAH HASSANAmniAzmiAinda não há avaliações
- 3M-MAP Finals 2017-2018 Registration Form - 12 May 2018Documento4 páginas3M-MAP Finals 2017-2018 Registration Form - 12 May 2018AmniAzmiAinda não há avaliações
- Review Nur Atiqah HassanDocumento2 páginasReview Nur Atiqah HassanAmniAzmiAinda não há avaliações
- 9-10 Origin and Occurrence of Earthquake and Importance of Ground WaterDocumento5 páginas9-10 Origin and Occurrence of Earthquake and Importance of Ground WaterEzekiel BautistaAinda não há avaliações
- Standard Enthalpy of HCLDocumento3 páginasStandard Enthalpy of HCLGarvit ChopraAinda não há avaliações
- Cooling System Basics For Spark Ignition EnginesDocumento5 páginasCooling System Basics For Spark Ignition EnginesCasey DavisAinda não há avaliações
- Work Power Energy PDFDocumento38 páginasWork Power Energy PDFKrizzi Dizon GarciaAinda não há avaliações
- Viscous Fluid Flow 3rdDocumento652 páginasViscous Fluid Flow 3rdKhaled Julfiker92% (13)
- Co (NH3) 6Documento1 páginaCo (NH3) 6Ayotunde OnasanyaAinda não há avaliações
- Jurnal Rekayasa Proses: Recovery Ion HGDocumento9 páginasJurnal Rekayasa Proses: Recovery Ion HGNuriel HudzaiyaAinda não há avaliações
- Group 17 ElementsDocumento28 páginasGroup 17 Elementstapas kunduAinda não há avaliações
- DC MotorsDocumento8 páginasDC MotorsgireeshAinda não há avaliações
- NJP800 Operational ManualDocumento45 páginasNJP800 Operational ManualJet PilotAinda não há avaliações
- High Strength Low Alloy SteelsDocumento42 páginasHigh Strength Low Alloy SteelsDeepak PatelAinda não há avaliações
- Weekly Learning PlanDocumento5 páginasWeekly Learning PlanRjane CañeteAinda não há avaliações
- Organic ReagentsDocumento3 páginasOrganic ReagentsKushagra Rai100% (1)
- Battery SizingDocumento5 páginasBattery SizingMuneer MPAinda não há avaliações
- Hemn Hatam (Petroleum Properties)Documento6 páginasHemn Hatam (Petroleum Properties)Hemn DolamariAinda não há avaliações
- Water Content of Acacia Honey Determined by Two EsDocumento5 páginasWater Content of Acacia Honey Determined by Two EsDestia AyuAinda não há avaliações
- A Process Design EngineerDocumento10 páginasA Process Design EngineerjokishAinda não há avaliações
- A Level Mathematics WorkDocumento25 páginasA Level Mathematics WorkSseguya Lubega YaqubAinda não há avaliações
- BoilersDocumento60 páginasBoilersعلي حسين علاوي ثوينيAinda não há avaliações
- Engineering Mechanics (DJJ3053) : ObjectiveDocumento7 páginasEngineering Mechanics (DJJ3053) : ObjectiveMani ShankerAinda não há avaliações
- Modeling Liquid-Liquid Interface Level in A Horizontal Three-Phase Separator With A Bucket and WeirDocumento7 páginasModeling Liquid-Liquid Interface Level in A Horizontal Three-Phase Separator With A Bucket and WeirsamandondonAinda não há avaliações
- Hollow Prism Project PDFDocumento12 páginasHollow Prism Project PDFAmlan PadhiAinda não há avaliações
- Worksheets12 KDAV Worksheet Electrochemistry - Session 2019-2020-DPDocumento1 páginaWorksheets12 KDAV Worksheet Electrochemistry - Session 2019-2020-DPKashyap PatelAinda não há avaliações
- Water Treatment Plant1Documento15 páginasWater Treatment Plant1Mhssp Co 5 IAinda não há avaliações
- Nazis Tried To Turn Sand in To GoldDocumento9 páginasNazis Tried To Turn Sand in To GoldJorge Daniel Ferreira GranadosAinda não há avaliações
- 5991-5412ES Agilent LC Hardware SpanishDocumento45 páginas5991-5412ES Agilent LC Hardware SpanishDANIEL-LABJMEAinda não há avaliações
- Smart Materials ReviewDocumento3 páginasSmart Materials ReviewVali PopescuAinda não há avaliações