Você também pode gostar
- Introduction To Flanges, Pipe & FittingDocumento41 páginasIntroduction To Flanges, Pipe & FittingguravdrAinda não há avaliações
- Heat Exchanger As Per TEMA Design PPT by Rakesh Mishra 31.03.2020Documento34 páginasHeat Exchanger As Per TEMA Design PPT by Rakesh Mishra 31.03.2020Rakesh Mishra100% (1)
- Engineering Materials PresentationDocumento26 páginasEngineering Materials Presentationguravdr100% (1)
- Lect 3Documento43 páginasLect 3Mahesh KumarAinda não há avaliações
- Sthe SSDocumento43 páginasSthe SSNathanianAinda não há avaliações
- 1 418 Heat ExchangersDocumento58 páginas1 418 Heat ExchangersoperationmanagerAinda não há avaliações
- Presentation On Shell & Tube ExchangerDocumento32 páginasPresentation On Shell & Tube Exchangersaurabhmeshram88Ainda não há avaliações
- Heat Operation ExchangersDocumento67 páginasHeat Operation ExchangersAkankshya MishraAinda não há avaliações
- Shell and Tube Heat Exchanger DesignDocumento25 páginasShell and Tube Heat Exchanger DesignSajid Ali100% (1)
- Why A Shell and Tube Heat Exchanger?Documento17 páginasWhy A Shell and Tube Heat Exchanger?Avishek KumarAinda não há avaliações
- Heat ExchangersDocumento7 páginasHeat ExchangersAgustin Gago LopezAinda não há avaliações
- Heat Exchanger ManualDocumento84 páginasHeat Exchanger ManualChaitanya Sai T100% (3)
- Chapter 4 Shell and Tube Heat ExchangersDocumento45 páginasChapter 4 Shell and Tube Heat Exchangerslockas222Ainda não há avaliações
- Heat Exchanger (New)Documento38 páginasHeat Exchanger (New)Rochie DiezAinda não há avaliações
- Metodos de Analisis de OleumDocumento3 páginasMetodos de Analisis de OleumArmando PerezAinda não há avaliações
- Heat Transfer Analysis of Corrugated Plate Heat ExchangerDocumento6 páginasHeat Transfer Analysis of Corrugated Plate Heat Exchangerpak1t0Ainda não há avaliações
- Tstexhs: Exhaust Gas Heat ExchangersDocumento4 páginasTstexhs: Exhaust Gas Heat ExchangersTempcoAinda não há avaliações
- Introduction To BoilersDocumento36 páginasIntroduction To BoilersAdel SukerAinda não há avaliações
- Types and Design of The Towers TraysDocumento12 páginasTypes and Design of The Towers TraysoluninjaaAinda não há avaliações
- Design and Analysis of Heat ExchangerDocumento34 páginasDesign and Analysis of Heat ExchangerAkshat Rathi100% (2)
- Interview Questions 1 TCSDocumento3 páginasInterview Questions 1 TCSSrinivas TumpalaAinda não há avaliações
- Design of Pressure VesselDocumento18 páginasDesign of Pressure VesselHenok TesfayeAinda não há avaliações
- Flat Face Vs Raised FaceDocumento6 páginasFlat Face Vs Raised Facedidlakiran100% (4)
- Reactor Control System & Reactor SafetyDocumento23 páginasReactor Control System & Reactor SafetyAmol MagarAinda não há avaliações
- Safety Valve LaserDocumento15 páginasSafety Valve Lasersajjad_naghdi241Ainda não há avaliações
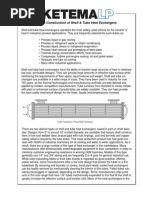
- Basic Construction of Shell & Tube Heat ExchangersDocumento12 páginasBasic Construction of Shell & Tube Heat ExchangerslatshareAinda não há avaliações
- Cre Lab ManualsDocumento18 páginasCre Lab ManualsRishavKrishna100% (1)
- Floating Head Heat ExchangerDocumento5 páginasFloating Head Heat ExchangerniralAinda não há avaliações
- Heat ExchangerDocumento27 páginasHeat ExchangerPRATIK P. BHOIR100% (1)
- Distillation ColumnDocumento58 páginasDistillation Columnphoenix0467% (3)
- Heat ExchangersDocumento48 páginasHeat ExchangersRiccat Shio'TangAinda não há avaliações
- Heat Exchanger DesignDocumento41 páginasHeat Exchanger Designishita.brahmbhatt100% (1)
- Heat Exchanger 2Documento64 páginasHeat Exchanger 2John Louie GresulaAinda não há avaliações
- 4 OTG Chemical Cleaning of Plate Heat Exchangers Rev1Documento2 páginas4 OTG Chemical Cleaning of Plate Heat Exchangers Rev1aliAinda não há avaliações
- Distillation Column InternalsDocumento4 páginasDistillation Column InternalsChemsys SunnyAinda não há avaliações
- Types of Column and Internal PartsDocumento12 páginasTypes of Column and Internal PartsRey100% (3)
- Shell and Tube Heat ExchangerDocumento7 páginasShell and Tube Heat ExchangerGaurav SharmaAinda não há avaliações
- Condensation MDocumento35 páginasCondensation MSumedh MahekarAinda não há avaliações
- Heat Exchangers (Shell & Tube)Documento29 páginasHeat Exchangers (Shell & Tube)babak mirAinda não há avaliações
- Differentiation Between Packed and Plate Distillation ColumnDocumento10 páginasDifferentiation Between Packed and Plate Distillation ColumnAhmed Garoot100% (2)
- Images of Distillation ColumnsDocumento6 páginasImages of Distillation ColumnsFarrukh IqbalAinda não há avaliações
- Column Internals For Distillation and AbsorptionDocumento30 páginasColumn Internals For Distillation and AbsorptionNidhi SahuAinda não há avaliações
- Pressure VesselsDocumento45 páginasPressure Vesselsshiel175Ainda não há avaliações
- Heat ExchangerDocumento21 páginasHeat ExchangerArun Prakash NatesanAinda não há avaliações
- Individual Minor Equipment Design: Heat Exchanger (HX-101) : CHEN 4015: Chemical Engineering Design ProjectDocumento29 páginasIndividual Minor Equipment Design: Heat Exchanger (HX-101) : CHEN 4015: Chemical Engineering Design ProjectrosieAinda não há avaliações
- HSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanDocumento8 páginasHSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanLandryAinda não há avaliações
- Hydrogen Liquefaction Chain: Co-Product Hydrogen and Upstream StudyDocumento47 páginasHydrogen Liquefaction Chain: Co-Product Hydrogen and Upstream StudyIncognito MailAinda não há avaliações
- Heat ExchangersDocumento36 páginasHeat ExchangersSyukri ShahAinda não há avaliações
- How To Select Shell and Tube HEDocumento10 páginasHow To Select Shell and Tube HEgigihpradana100% (1)
- F-Shell Heat ExchangersDocumento6 páginasF-Shell Heat Exchangersishu vohraAinda não há avaliações
- Plate & Frame Heat ExchangerDocumento20 páginasPlate & Frame Heat ExchangerTahir Haroon100% (2)
- Unit-5 - ST HEsDocumento25 páginasUnit-5 - ST HEsDr. M. Mohan Jagadeesh kumarAinda não há avaliações
- Shell and Tube Heat ExchangersDocumento69 páginasShell and Tube Heat ExchangersVenkitaraj K PAinda não há avaliações
- PHT Unit-5 (THEORY)Documento81 páginasPHT Unit-5 (THEORY)521 Balaji OAinda não há avaliações
- Ped CB208 P8 1Documento57 páginasPed CB208 P8 1Siddhant SoymonAinda não há avaliações
- SHT ExchangerDocumento55 páginasSHT ExchangerCc12 22tAinda não há avaliações
- Heat Exchanger ClasificationDocumento55 páginasHeat Exchanger ClasificationNikhil Sawant100% (1)
- Heat Exchanger For PMS S-3 and CoCDocumento36 páginasHeat Exchanger For PMS S-3 and CoCAhmed BilalAinda não há avaliações
- IIT Delhi Heat ExchangerDocumento19 páginasIIT Delhi Heat ExchangersunilAinda não há avaliações
- Presentation On Heat ExchangersDocumento54 páginasPresentation On Heat ExchangersNagendrababu Mahapatruni100% (1)
- Basics of Double Pipe Heat Exchanger (Heat Transfer Slides)Documento38 páginasBasics of Double Pipe Heat Exchanger (Heat Transfer Slides)Asad Imran Munawwar100% (2)
- TEMA Type Heat Exchangers PDFDocumento4 páginasTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
- Code Case 2901 Nozzle S1 SL No Description Unit Value: Provided Nozzle Flange Is Safe For External LoadingsDocumento1 páginaCode Case 2901 Nozzle S1 SL No Description Unit Value: Provided Nozzle Flange Is Safe For External LoadingsguravdrAinda não há avaliações
- Introduction To BoilersDocumento12 páginasIntroduction To BoilersguravdrAinda não há avaliações
- Engineering BasicsDocumento30 páginasEngineering BasicsguravdrAinda não há avaliações
- Inspection & Testing of Pressure VesselsDocumento42 páginasInspection & Testing of Pressure VesselsguravdrAinda não há avaliações
- VAM PresentationDocumento20 páginasVAM PresentationguravdrAinda não há avaliações
- Bolts Torque CalculatorDocumento2 páginasBolts Torque CalculatorguravdrAinda não há avaliações
- Syllabus Waste Heat Recovery: Classification, Advantages and Applications, CommerciallyDocumento18 páginasSyllabus Waste Heat Recovery: Classification, Advantages and Applications, Commerciallyalzewam152100% (2)
- Lift & Tail CalcsDocumento3 páginasLift & Tail CalcsguravdrAinda não há avaliações
- Lifting Lug DesignDocumento17 páginasLifting Lug Designguravdr100% (2)
- 1982 - Heat Conduction Through Layered Refractory Linings - Buyukozturk & TsengDocumento16 páginas1982 - Heat Conduction Through Layered Refractory Linings - Buyukozturk & TsengguravdrAinda não há avaliações
- CV - Oscar ChampionDocumento3 páginasCV - Oscar ChampionKarina Gamarra NinaAinda não há avaliações
- Pk-Kredit Finanzierung-Db International Opening A Bank Account For Foreign StudentsDocumento19 páginasPk-Kredit Finanzierung-Db International Opening A Bank Account For Foreign StudentsBoűmřãh FōüĀdAinda não há avaliações
- Fault Tree AnalysisDocumento23 páginasFault Tree Analysiskenoly123Ainda não há avaliações
- 04 Handout 1 (Midterms)Documento14 páginas04 Handout 1 (Midterms)Emmanuel DelarosaAinda não há avaliações
- Hr-Analytics (Case Study)Documento3 páginasHr-Analytics (Case Study)Jeeshan IdrisiAinda não há avaliações
- Research Paper About Charter ChangeDocumento5 páginasResearch Paper About Charter Changegz46ktxrAinda não há avaliações
- DLL Health 10 Q1-W7Documento8 páginasDLL Health 10 Q1-W7Robert ManiboAinda não há avaliações
- Strategic Role of Operations ManagementDocumento2 páginasStrategic Role of Operations ManagementEashan JindalAinda não há avaliações
- Railway CircularsDocumento263 páginasRailway CircularsDrPvss Gangadhar80% (5)
- Optical Current TransformerDocumento22 páginasOptical Current TransformerchallaramcharanreddyAinda não há avaliações
- Domestic Accidents Among Under-5 Year Children: A Study On The Modern Day EpidemicDocumento7 páginasDomestic Accidents Among Under-5 Year Children: A Study On The Modern Day EpidemicPriyanjali SainiAinda não há avaliações
- Cyber Attack NotesDocumento4 páginasCyber Attack NotesCindy The GoddessAinda não há avaliações
- Bot LuckygamesDocumento16 páginasBot LuckygamesMokkaAinda não há avaliações
- Activity 2.1 Test Your Food Safety IQDocumento3 páginasActivity 2.1 Test Your Food Safety IQAustin PriceAinda não há avaliações
- Aquamimicry: A Revolutionary Concept For Shrimp FarmingDocumento5 páginasAquamimicry: A Revolutionary Concept For Shrimp FarmingMarhaendra UtamaAinda não há avaliações
- HD785-7 Fault Codes SEN05900-01-3Documento16 páginasHD785-7 Fault Codes SEN05900-01-3ISRAEL GONZALESAinda não há avaliações
- 2019 Specimen Paper 3 Mark SchemeDocumento6 páginas2019 Specimen Paper 3 Mark SchemeProjeck HendraAinda não há avaliações
- Vande Bharat Exp Chair Car (CC) : Electronic Reserva On Slip (ERS)Documento2 páginasVande Bharat Exp Chair Car (CC) : Electronic Reserva On Slip (ERS)Subhash KumarAinda não há avaliações
- 100 Free Fonts PDFDocumento61 páginas100 Free Fonts PDFzackiAinda não há avaliações
- F110 Payment Run - CheckDocumento29 páginasF110 Payment Run - Checktawfikmohamed213Ainda não há avaliações
- Specification For Wrought Austenitic Stainless Steel Piping FittingsDocumento10 páginasSpecification For Wrought Austenitic Stainless Steel Piping FittingsAnilAinda não há avaliações
- Lateral Pile Paper - Rev01Documento6 páginasLateral Pile Paper - Rev01YibinGongAinda não há avaliações
- Lesson 2. WHAT IS AGROTECHNOPRENEURSHIPDocumento23 páginasLesson 2. WHAT IS AGROTECHNOPRENEURSHIPRhea Jane DugadugaAinda não há avaliações
- Tender - RCB NIT 08 20 21 IBDC - 1597146134Documento124 páginasTender - RCB NIT 08 20 21 IBDC - 1597146134Guy HydAinda não há avaliações
- BedZED - Beddington Zero Energy Development SuttonDocumento36 páginasBedZED - Beddington Zero Energy Development SuttonMaria Laura AlonsoAinda não há avaliações
- Trapatt ModeDocumento30 páginasTrapatt Modebchaitanya_555100% (1)
- Department of Agrarian Reform Adjudication Board (Darab) : PetitionDocumento3 páginasDepartment of Agrarian Reform Adjudication Board (Darab) : PetitionDe Dios JVAinda não há avaliações
- Complaint - Burhans & Rivera v. State of New York PDFDocumento34 páginasComplaint - Burhans & Rivera v. State of New York PDFpospislawAinda não há avaliações
- Community Support For IYCF As of 22 SeptDocumento57 páginasCommunity Support For IYCF As of 22 SeptMJ ArcillaAinda não há avaliações
- How To Use The R Software: July 2019Documento28 páginasHow To Use The R Software: July 2019Paul GokoolAinda não há avaliações