Você também pode gostar
- IntroductionDocumento34 páginasIntroductionFahad KhokharAinda não há avaliações
- Scoring of Existing ProcessDocumento8 páginasScoring of Existing ProcessMustika SaraswatiAinda não há avaliações
- Pharmaceutical Waste-Water: Parth Naik ICT, MumbaiDocumento48 páginasPharmaceutical Waste-Water: Parth Naik ICT, MumbaiShraddha MalveAinda não há avaliações
- Generation of Biodiesel From Used Cooking Oil Through Reactive Distillation Using A Nano CatalystsDocumento16 páginasGeneration of Biodiesel From Used Cooking Oil Through Reactive Distillation Using A Nano CatalystsTARANPREET SINGHAinda não há avaliações
- The Cooking Condition of Cassava by Using Jet Cooker: Asst. Prof. Dr. Veara LohaDocumento47 páginasThe Cooking Condition of Cassava by Using Jet Cooker: Asst. Prof. Dr. Veara LohaAthip Golfz100% (1)
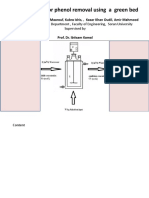
- Batch Process For Phenol Removal Using A Green BedDocumento15 páginasBatch Process For Phenol Removal Using A Green Bedکبری ادریس رسولAinda não há avaliações
- Ultrasil™ 110: Product DescriptionDocumento2 páginasUltrasil™ 110: Product DescriptionChalut YvesAinda não há avaliações
- Geothermal Sludge-Derived Calcined Sodium Silicate As Heterogeneous Catalyst For Biodiesel Production From Waste Cooking OilDocumento3 páginasGeothermal Sludge-Derived Calcined Sodium Silicate As Heterogeneous Catalyst For Biodiesel Production From Waste Cooking OilReza Hendy DjoerkaeffAinda não há avaliações
- Journal Pre-Proof: Chemical Engineering and Processing - Process IntensificationDocumento37 páginasJournal Pre-Proof: Chemical Engineering and Processing - Process IntensificationNatán Pérez SánchezAinda não há avaliações
- Easy White Tan. StahlDocumento21 páginasEasy White Tan. StahlMaryori Saavedra PeredaAinda não há avaliações
- Final Report HaDocumento25 páginasFinal Report HaNabiha KsAinda não há avaliações
- Effluent Treatment Plant (ETP) : Department of Civil Engineering IIT DelhiDocumento44 páginasEffluent Treatment Plant (ETP) : Department of Civil Engineering IIT DelhiAshraf ShaikhAinda não há avaliações
- Lecture 1 ETP Textile - verIIDocumento44 páginasLecture 1 ETP Textile - verIIAshok ThakkarAinda não há avaliações
- Fadly 2022 IOP Conf. Ser.: Earth Environ. Sci. 1034 012026Documento13 páginasFadly 2022 IOP Conf. Ser.: Earth Environ. Sci. 1034 012026Fiki HidayatAinda não há avaliações
- 247-Article Text-758-1-10-20220226Documento6 páginas247-Article Text-758-1-10-20220226A - CAYAGA, Kirby, C 12 - HermonAinda não há avaliações
- Performance of Anaerobic-Aerobic and Ozonation Process For Wastewater Treatment Plant (WWTP) of Food Processing IndustryDocumento15 páginasPerformance of Anaerobic-Aerobic and Ozonation Process For Wastewater Treatment Plant (WWTP) of Food Processing IndustryIra Ryski WahyuniAinda não há avaliações
- Caustic Soda Delignification of Khar Grass For Separation of Cellulosic FibersDocumento8 páginasCaustic Soda Delignification of Khar Grass For Separation of Cellulosic FibersKamal P. GairheAinda não há avaliações
- Influence of Adsorbent-Arak Ratio and Distillation Period in Bioethanol Purification Process Using Balinese Liquor As A Raw MaterialDocumento4 páginasInfluence of Adsorbent-Arak Ratio and Distillation Period in Bioethanol Purification Process Using Balinese Liquor As A Raw MaterialShailendra RajanAinda não há avaliações
- Ninol CM-11Documento2 páginasNinol CM-11Fadhli KusumaAinda não há avaliações
- Effectiveness of Heterogenous Catalyst in Biodiesel Production Process: The Use of Zeolite, Zno and Al ODocumento6 páginasEffectiveness of Heterogenous Catalyst in Biodiesel Production Process: The Use of Zeolite, Zno and Al OUthia HafizaAinda não há avaliações
- Coupling Microwave-Assisted Drying and SupercriticDocumento6 páginasCoupling Microwave-Assisted Drying and Supercriticsyahirah abubakarAinda não há avaliações
- The Production of BiodieselDocumento6 páginasThe Production of BiodieselNour Aldeen YassenAinda não há avaliações
- Jordan UniversityDocumento34 páginasJordan UniversityHadjer FerguousAinda não há avaliações
- Nitrate Removal IX SBADocumento3 páginasNitrate Removal IX SBAAnandAinda não há avaliações
- Additives PE Swapan DharaDocumento79 páginasAdditives PE Swapan DharatrydeepAinda não há avaliações
- Eco-Friendly Plastic FuelDocumento23 páginasEco-Friendly Plastic FuelDinesh InavoluAinda não há avaliações
- Kf/Cao Nanocatalyst For The Production of Biodiesel From Animal Fat Through Single-Step ProcessDocumento3 páginasKf/Cao Nanocatalyst For The Production of Biodiesel From Animal Fat Through Single-Step ProcessSivakumarAinda não há avaliações
- NINOL11CMDocumento2 páginasNINOL11CMOnesany TecnologiasAinda não há avaliações
- FuelGradeBioethanolProductionfromIles IlesDocumento8 páginasFuelGradeBioethanolProductionfromIles IlesArdi FachriAinda não há avaliações
- Biomethane Production From Cofermentation of Agricultural Wastes2019International Journal of Hydrogen EnergyDocumento10 páginasBiomethane Production From Cofermentation of Agricultural Wastes2019International Journal of Hydrogen EnergyIsmail RahimAinda não há avaliações
- PPB - Siti Nur Farani Hassan As 09 - 5Documento5 páginasPPB - Siti Nur Farani Hassan As 09 - 5Hafiz MauludAinda não há avaliações
- Optimization and Improvement of Bio-Ethanol Production ProcessesDocumento27 páginasOptimization and Improvement of Bio-Ethanol Production ProcessesDuy NguyễnAinda não há avaliações
- Solid-Liquid Extraction Velandia, Panto y VillalobosDocumento12 páginasSolid-Liquid Extraction Velandia, Panto y Villalobosjuan jose villalobos moraAinda não há avaliações
- Fuel Processing Technology: Research ArticleDocumento8 páginasFuel Processing Technology: Research ArticleChantika PatrichiaAinda não há avaliações
- Annals of Agricultural Sciences: A B A B A A CDocumento6 páginasAnnals of Agricultural Sciences: A B A B A A CJhonatan CáceresAinda não há avaliações
- Waste Water Treatment (TERM PAPER)Documento23 páginasWaste Water Treatment (TERM PAPER)Rahul DandautiyaAinda não há avaliações
- A Field Pilot-Scale Study of Biological Treatment of Heavy Oil-Produced Water by Biological Filter With Airlift Aerationand Hydrolytic Acidification SystemDocumento12 páginasA Field Pilot-Scale Study of Biological Treatment of Heavy Oil-Produced Water by Biological Filter With Airlift Aerationand Hydrolytic Acidification SystemmonkeyjackcnAinda não há avaliações
- Print - JSIR 71 (12) 822-828Documento7 páginasPrint - JSIR 71 (12) 822-828Shurooq TaibAinda não há avaliações
- Biorefinery Sequential Extraction of Alginate by Conventional and Hydrothermal Fucoidan From The Brown Alga, Sargassum CristaefoliumDocumento10 páginasBiorefinery Sequential Extraction of Alginate by Conventional and Hydrothermal Fucoidan From The Brown Alga, Sargassum Cristaefoliumsugiono sugionoAinda não há avaliações
- Surfactants from Renewable ResourcesNo EverandSurfactants from Renewable ResourcesMikael KjellinAinda não há avaliações
- Biocatalysis-An Effective Tool For A Cost Efficient, Sustainable & Green ManufacturingDocumento14 páginasBiocatalysis-An Effective Tool For A Cost Efficient, Sustainable & Green Manufacturingnurul9535Ainda não há avaliações
- Synthesis of Biodiesel From Palm Oil Through Electrolysis Process by Means of Silver Ag ElectrodeDocumento4 páginasSynthesis of Biodiesel From Palm Oil Through Electrolysis Process by Means of Silver Ag ElectrodekartikkeyyanAinda não há avaliações
- Production of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDocumento7 páginasProduction of Biodiesel From Waste Cooking Oil by Transesterification Reaction Using Cao/Natural Zeolite CatalystsDennis ChanAinda não há avaliações
- Group 4 - EH2206M - A2Documento50 páginasGroup 4 - EH2206M - A2NNAinda não há avaliações
- Pharma Test USP1092Documento91 páginasPharma Test USP1092Dilawar BakhtAinda não há avaliações
- B2 Group 1..acetone Production PDFDocumento21 páginasB2 Group 1..acetone Production PDFElif TaşdövenAinda não há avaliações
- Protein EstimationDocumento39 páginasProtein EstimationNihalAinda não há avaliações
- Yasvanthrajan 2020Documento26 páginasYasvanthrajan 2020IftiAinda não há avaliações
- 0103-5053-jbchs-29-08-1701 Método Iodo SpectrofotometroDocumento6 páginas0103-5053-jbchs-29-08-1701 Método Iodo SpectrofotometroBruno DamiãoAinda não há avaliações
- Biodiesel Production With Continuous Processing and Direct Ultrasonic AssistedDocumento5 páginasBiodiesel Production With Continuous Processing and Direct Ultrasonic AssistedOnkar BhosleAinda não há avaliações
- Design Proposal PresentationDocumento15 páginasDesign Proposal PresentationTaliaAinda não há avaliações
- Initial Screening of Aos Surfactant, Its Performance in Eor To Improve Oil RecoveryDocumento7 páginasInitial Screening of Aos Surfactant, Its Performance in Eor To Improve Oil RecoveryReno PratiwiAinda não há avaliações
- Project Report On HexamineDocumento48 páginasProject Report On HexamineHimatushAinda não há avaliações
- Journal of Cleaner Production: Ying Tang, Jingfang Xu, Jie Zhang, Yong LuDocumento6 páginasJournal of Cleaner Production: Ying Tang, Jingfang Xu, Jie Zhang, Yong Ludhairya.santreAinda não há avaliações
- OJC Vol35 No2 P 744-750Documento7 páginasOJC Vol35 No2 P 744-750Awaluddin Perdana50% (2)
- Physico-Chemical Characterization of A Biosurfactant Produced byDocumento23 páginasPhysico-Chemical Characterization of A Biosurfactant Produced byKV DeepikaAinda não há avaliações
- 5E-HGT2321 Direct Total Mercury AnalyzerDocumento10 páginas5E-HGT2321 Direct Total Mercury AnalyzerwillwAinda não há avaliações
- Mid Term ProjectDocumento8 páginasMid Term ProjectYash ChamatAinda não há avaliações
- Pilot Plant Study of Red Palm Oil Deodorization Using Moderate TemperatureDocumento8 páginasPilot Plant Study of Red Palm Oil Deodorization Using Moderate TemperaturekrishnaAinda não há avaliações
- Microwave Pyrolysis of Plastic Waste by E Khaghani U of AuklandDocumento46 páginasMicrowave Pyrolysis of Plastic Waste by E Khaghani U of AuklandHanizam SulaimanAinda não há avaliações
- ArcGIS Shapefile Files Types & ExtensionsDocumento4 páginasArcGIS Shapefile Files Types & ExtensionsdanangAinda não há avaliações
- En 50124 1 2001Documento62 páginasEn 50124 1 2001Vivek Kumar BhandariAinda não há avaliações
- HandsoutDocumento3 páginasHandsoutloraine mandapAinda não há avaliações
- 200150, 200155 & 200157 Accelerometers: DescriptionDocumento16 páginas200150, 200155 & 200157 Accelerometers: DescriptionJOSE MARIA DANIEL CANALESAinda não há avaliações
- Better Photography - April 2018 PDFDocumento100 páginasBetter Photography - April 2018 PDFPeter100% (1)
- Industrial Machine and ControlsDocumento31 páginasIndustrial Machine and ControlsCarol Soi100% (4)
- Jurnal Ekologi TerestrialDocumento6 páginasJurnal Ekologi TerestrialFARIS VERLIANSYAHAinda não há avaliações
- BS en Iso 06509-1995 (2000)Documento10 páginasBS en Iso 06509-1995 (2000)vewigop197Ainda não há avaliações
- Fmicb 10 02876Documento11 páginasFmicb 10 02876Angeles SuarezAinda não há avaliações
- Nutrition Great Foods For Getting Vitamins A To K in Your DietDocumento1 páginaNutrition Great Foods For Getting Vitamins A To K in Your DietDhruv DuaAinda não há avaliações
- Hindi ShivpuranDocumento40 páginasHindi ShivpuranAbrar MojeebAinda não há avaliações
- Using The Monopoly Board GameDocumento6 páginasUsing The Monopoly Board Gamefrieda20093835Ainda não há avaliações
- Kidney Stone Diet 508Documento8 páginasKidney Stone Diet 508aprilAinda não há avaliações
- Object-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Documento15 páginasObject-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Rishabh MalikAinda não há avaliações
- PreviewpdfDocumento83 páginasPreviewpdfJohana GavilanesAinda não há avaliações
- Ubi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaDocumento8 páginasUbi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaPatrick Glenn BalanzaAinda não há avaliações
- A Junk Project - An Income Generating ProjectDocumento2 páginasA Junk Project - An Income Generating ProjectHercules Verdeflor ValenzuelaAinda não há avaliações
- OVDT Vs CRT - GeneralDocumento24 páginasOVDT Vs CRT - Generaljaiqc100% (1)
- Rockwell Collins RDRDocumento24 páginasRockwell Collins RDRMatty Torchia100% (5)
- 100 20210811 ICOPH 2021 Abstract BookDocumento186 páginas100 20210811 ICOPH 2021 Abstract Bookwafiq alibabaAinda não há avaliações
- IPM GuidelinesDocumento6 páginasIPM GuidelinesHittesh SolankiAinda não há avaliações
- Pt. Trijaya Agro FoodsDocumento18 páginasPt. Trijaya Agro FoodsJie MaAinda não há avaliações
- Building For The Environment 1Documento3 páginasBuilding For The Environment 1api-133774200Ainda não há avaliações
- SEC CS Spice Money LTDDocumento2 páginasSEC CS Spice Money LTDJulian SofiaAinda não há avaliações
- Topic Group Present (Week 8) Chapter 1:sociology and Learning ManagementDocumento2 páginasTopic Group Present (Week 8) Chapter 1:sociology and Learning ManagementLEE LEE LAUAinda não há avaliações
- Internet Bill FormatDocumento1 páginaInternet Bill FormatGopal Singh100% (1)
- Timetable - Alton - London Timetable May 2019 PDFDocumento35 páginasTimetable - Alton - London Timetable May 2019 PDFNicholas TuanAinda não há avaliações
- Functions: Var S AddDocumento13 páginasFunctions: Var S AddRevati MenghaniAinda não há avaliações
- Ch06 Allocating Resources To The ProjectDocumento55 páginasCh06 Allocating Resources To The ProjectJosh ChamaAinda não há avaliações
- Powerwin EngDocumento24 páginasPowerwin Engbillwillis66Ainda não há avaliações