Você também pode gostar
- Columbia Driver's Manual 2017 JL7817Documento210 páginasColumbia Driver's Manual 2017 JL7817James Scott Valderrama RiscoAinda não há avaliações
- IluminaciónDocumento6 páginasIluminaciónMaria Camila Corredor RAinda não há avaliações
- Pe-Pry-045 Rev.0 - Procedimiento Uso de Plegadora y GuillotinaDocumento9 páginasPe-Pry-045 Rev.0 - Procedimiento Uso de Plegadora y GuillotinaANDERSON SANCHEZAinda não há avaliações
- Balance de Materia SECADORDocumento24 páginasBalance de Materia SECADORFabbian ZAinda não há avaliações
- Preparación de Catalizadores Sólidos - 4IM65 - CPJG - GOJPDocumento27 páginasPreparación de Catalizadores Sólidos - 4IM65 - CPJG - GOJPJessica G. Castro PreciadoAinda não há avaliações
- Tarea II ReactoresDocumento4 páginasTarea II ReactoresRonaldo Amaya rochaAinda não há avaliações
- Procesos de Transferencia de Calor - Kern 31 Ed - 897-952Documento56 páginasProcesos de Transferencia de Calor - Kern 31 Ed - 897-952Alejandro Ramirez AlpizarAinda não há avaliações
- Portafolio Parcial 4Documento115 páginasPortafolio Parcial 4MARIA GUADALUPE RAMIREZ VALLEAinda não há avaliações
- Malla Ingeniería Industrial PDFDocumento2 páginasMalla Ingeniería Industrial PDFJhonatan IzquierdoAinda não há avaliações
- Cronograma de MttoDocumento1 páginaCronograma de MttoJob Rodriguez TorresAinda não há avaliações
- Cálculos de rectificación binariaDocumento9 páginasCálculos de rectificación binariaMauricio OcaranzaAinda não há avaliações
- Virtual PlanDocumento24 páginasVirtual PlanYAQUELYN ISIQUE LUISAinda não há avaliações
- Ejemplo 16. de FoustDocumento3 páginasEjemplo 16. de FoustGustavo MayenAinda não há avaliações
- HIDROISOMERIZACION DE n-PARAFINAS CONDocumento12 páginasHIDROISOMERIZACION DE n-PARAFINAS CONErik Said Laiho0% (1)
- Informe de Destilacion Metodo Aurea y FibonacciDocumento6 páginasInforme de Destilacion Metodo Aurea y FibonacciSteve Anthony Cortez PrincipeAinda não há avaliações
- Problemas Resueltos de MetalurgiaDocumento5 páginasProblemas Resueltos de MetalurgiaJoseAinda não há avaliações
- Taller Unidad 2. Matemáticas para El Análisis de Sistemas de ControlDocumento3 páginasTaller Unidad 2. Matemáticas para El Análisis de Sistemas de ControlIngrid Gómez GarzónAinda não há avaliações
- Reporte de prácticas de evaporador de simple efectoDocumento57 páginasReporte de prácticas de evaporador de simple efectoeclipseazulAinda não há avaliações
- E MonografiaDocumento18 páginasE MonografiaGrover Raul Bazan AriasAinda não há avaliações
- Tipos de agitadores químicos caracteresDocumento7 páginasTipos de agitadores químicos caracteresSophie PeñaherreraAinda não há avaliações
- Ray LeighDocumento5 páginasRay LeighMisael EspinozaAinda não há avaliações
- GUIA DE ACTIVIDAD DE APRENDIZAJE PARA CLASE PRÁCTICA DE TRANSFERENCIA DE MASADocumento6 páginasGUIA DE ACTIVIDAD DE APRENDIZAJE PARA CLASE PRÁCTICA DE TRANSFERENCIA DE MASAjavier gagoAinda não há avaliações
- Calculos Evaporacion Flash PDFDocumento7 páginasCalculos Evaporacion Flash PDFCristofer Sebastian Bustos ColladoAinda não há avaliações
- Propiedades Molares ParcialesDocumento18 páginasPropiedades Molares ParcialesFrancisco LaraAinda não há avaliações
- MasaDocumento2 páginasMasaCatalina3009Ainda não há avaliações
- Aletas de enfriamiento: cómo aumentar el área superficial para mejorar la transferencia de calorDocumento23 páginasAletas de enfriamiento: cómo aumentar el área superficial para mejorar la transferencia de calorPedro AlcantaraAinda não há avaliações
- Manual DestiladorDocumento23 páginasManual DestiladorronneypaulAinda não há avaliações
- Eteres y EpóxidosDocumento27 páginasEteres y EpóxidosKelvin JimenezAinda não há avaliações
- Bloques FormaldehidoDocumento4 páginasBloques FormaldehidoAnonymous OsyZ4eLAinda não há avaliações
- Simplificar programa PLC usando marcasDocumento6 páginasSimplificar programa PLC usando marcaslorenzo2501Ainda não há avaliações
- Ingeniería de Las Reacciones QuimicasDocumento7 páginasIngeniería de Las Reacciones QuimicasRaul Antonio Hernandez DelgadoAinda não há avaliações
- Problema 3.27Documento6 páginasProblema 3.27Diego.CCAinda não há avaliações
- Class 28 Reverse Osmosis and UFDocumento7 páginasClass 28 Reverse Osmosis and UFFabian RamirezAinda não há avaliações
- HARINAS DE MINATITlANDocumento14 páginasHARINAS DE MINATITlANWILBER DE JESUS TORRES TORRESAinda não há avaliações
- Modelado dinámico de nivel de líquido en tanque de casquete esféricoDocumento5 páginasModelado dinámico de nivel de líquido en tanque de casquete esféricoAngel De Jesus :'3 Santillan RoblesAinda não há avaliações
- Rectificación continua columna destilaciónDocumento16 páginasRectificación continua columna destilaciónMartin Nicolas Trinidad GonzalezAinda não há avaliações
- Determinación de la AEPT, número de etapas teóricas y número de unidades de transferencia en una columna de destilación con rellenoDocumento13 páginasDeterminación de la AEPT, número de etapas teóricas y número de unidades de transferencia en una columna de destilación con rellenoJavier JulianAinda não há avaliações
- A4-Brayan AguilarDocumento15 páginasA4-Brayan AguilarBrayan AguilarAinda não há avaliações
- Clase Absorcion PDFDocumento65 páginasClase Absorcion PDFEyvind Andres Rondon RinconAinda não há avaliações
- Practica 13 UnitariasDocumento8 páginasPractica 13 UnitariasJose MiguelAinda não há avaliações
- Problemas Modulo 3Documento1 páginaProblemas Modulo 3Julieta CoronaAinda não há avaliações
- Correccion. - Laboratorio Integral 2. - Práctica 14. - Reacción IónicaDocumento17 páginasCorreccion. - Laboratorio Integral 2. - Práctica 14. - Reacción IónicaDavidHerreraAinda não há avaliações
- DISEÑO DE REACTORES QUÍMICOS OPTIMIZADOSDocumento18 páginasDISEÑO DE REACTORES QUÍMICOS OPTIMIZADOSWilliam Anderson Muñoz OcampoAinda não há avaliações
- Seminario U1 Grupo 4t2 QDocumento22 páginasSeminario U1 Grupo 4t2 QcolomerGarciaAinda não há avaliações
- Previo 3 CSTRDocumento7 páginasPrevio 3 CSTRNataliSotoRojasAinda não há avaliações
- Practica 3)Documento17 páginasPractica 3)Edgar MoralesAinda não há avaliações
- Expo de Coca 6Documento6 páginasExpo de Coca 6KevinEricksonSilvaIsidroAinda não há avaliações
- Prueba Resuelta - 20-21 - EqDocumento3 páginasPrueba Resuelta - 20-21 - EqLisbeth RomeroAinda não há avaliações
- Problemas Diseño Intercambiadores Doble TuboDocumento37 páginasProblemas Diseño Intercambiadores Doble TuboCami RodriguezAinda não há avaliações
- Capítulo 10 Texto FTDocumento53 páginasCapítulo 10 Texto FTMarco Antonio Cervantes SacachipanaAinda não há avaliações
- Ejemplo - Volumen VariableDocumento8 páginasEjemplo - Volumen VariableEnya Vives BntzAinda não há avaliações
- Absorcion No IsotermicaDocumento6 páginasAbsorcion No IsotermicaNatalia Moreno MorenoAinda não há avaliações
- Problemario 1Documento6 páginasProblemario 1lightninfire0% (1)
- Practica DestilacionDocumento2 páginasPractica DestilacionRosio CallizayaAinda não há avaliações
- Problema 1. Teorema Pi de BuckinghamDocumento6 páginasProblema 1. Teorema Pi de BuckinghamAna Sordo CastilloAinda não há avaliações
- Produccion Del Metanol Con Reformado AutotermicoDocumento3 páginasProduccion Del Metanol Con Reformado AutotermicoKarina Giselle Castellon Fernandez LA MonitaAinda não há avaliações
- Transferencia de Claor en Un Sólido de Sección Transversal ConstanteDocumento3 páginasTransferencia de Claor en Un Sólido de Sección Transversal ConstanteBlue star67% (3)
- DME Diagrama de Flujo de Proceso Sara PDFDocumento1 páginaDME Diagrama de Flujo de Proceso Sara PDFsaraAinda não há avaliações
- Medición Del Coeficiente de Difusión Gaseosa Mediante El Tubo de StefanDocumento9 páginasMedición Del Coeficiente de Difusión Gaseosa Mediante El Tubo de StefanhitomitsukiAinda não há avaliações
- Medición de La Difusividad de Gases en Aceites PesadosDocumento6 páginasMedición de La Difusividad de Gases en Aceites PesadosDaniel MediAinda não há avaliações
- Estrategios de Control SeminarioDocumento13 páginasEstrategios de Control SeminarioJuniorZeladaAinda não há avaliações
- Reacciones químicas irreversibles y reversiblesDocumento2 páginasReacciones químicas irreversibles y reversiblesAaron Solis MonteroAinda não há avaliações
- Intercambiador de calor de doble tubo resuelto con Newton-RaphsonDocumento14 páginasIntercambiador de calor de doble tubo resuelto con Newton-RaphsonYunnuen WalkerAinda não há avaliações
- Ejercicios de Fraccionamiento Del Gas NaDocumento14 páginasEjercicios de Fraccionamiento Del Gas Najose miguel aguilar saucedoAinda não há avaliações
- Ejercicios de Fraccionamiento Del Gas NaDocumento14 páginasEjercicios de Fraccionamiento Del Gas NaHaidee PerezAinda não há avaliações
- Ejercicio de FraccionamientoDocumento5 páginasEjercicio de FraccionamientoJonathan Gonzalez100% (1)
- Clasificación de Pozos en PerfDocumento1 páginaClasificación de Pozos en PerfMarc Antony ChAinda não há avaliações
- Dibujo1 JTPDocumento1 páginaDibujo1 JTPMarc Antony ChAinda não há avaliações
- Capitulo I PerfDocumento13 páginasCapitulo I PerfMarc Antony ChAinda não há avaliações
- Practica Nro 2 - Clasificación de Resevorios Y FluidosDocumento2 páginasPractica Nro 2 - Clasificación de Resevorios Y FluidosMarc Antony ChAinda não há avaliações
- Poes y GoesDocumento20 páginasPoes y GoesJuan ZamoraAinda não há avaliações
- Solucionarios de Reservorios Ipdf PDFDocumento50 páginasSolucionarios de Reservorios Ipdf PDFMarc Antony ChAinda não há avaliações
- Poes y GoesDocumento20 páginasPoes y GoesJuan ZamoraAinda não há avaliações
- Curvas de NivelDocumento5 páginasCurvas de NivelMarc Antony ChAinda não há avaliações
- Formulario Fraccionamiento PDFDocumento3 páginasFormulario Fraccionamiento PDFMarc Antony ChAinda não há avaliações
- Analisis de CasosDocumento26 páginasAnalisis de CasosZARDISEGNOAinda não há avaliações
- Semana 01. TevDocumento66 páginasSemana 01. TevEdwin CiriloAinda não há avaliações
- Instructivo Sistema Siga para Docentes DeltaDocumento17 páginasInstructivo Sistema Siga para Docentes Deltasterlra0% (1)
- Cotizador Instalacion A.A. DX - 2016 Ver. 2.0Documento52 páginasCotizador Instalacion A.A. DX - 2016 Ver. 2.0FREDYAinda não há avaliações
- Listado PNPCDocumento22 páginasListado PNPCElizabeth JiménezAinda não há avaliações
- Diagrama Transversal Diagrama Longitudinal: Datos Técnicos Xlpe Cu 4/0 Awg 15Kv 133% PC PVC SR EcuDocumento1 páginaDiagrama Transversal Diagrama Longitudinal: Datos Técnicos Xlpe Cu 4/0 Awg 15Kv 133% PC PVC SR EcudoryAinda não há avaliações
- Informe 6Documento8 páginasInforme 6jhonatan peña beldyAinda não há avaliações
- Trabajo Terminado MetalicasDocumento7 páginasTrabajo Terminado MetalicasMike ValderramAntaurcoAinda não há avaliações
- Termodinamica Aplicada A Los Diagramas de FasesDocumento146 páginasTermodinamica Aplicada A Los Diagramas de FasesJannicce RAinda não há avaliações
- Licuefacción carbón Cerrejón variables procesoDocumento30 páginasLicuefacción carbón Cerrejón variables procesohecalsieAinda não há avaliações
- Módulos prefabricados y casetasDocumento4 páginasMódulos prefabricados y casetasconsultor9010Ainda não há avaliações
- RTD características y materialesDocumento1 páginaRTD características y materialesTu Chamakito X LeyAinda não há avaliações
- Trazado de EngranajesDocumento22 páginasTrazado de EngranajesDavid PerdomoAinda não há avaliações
- Practica ADocumento14 páginasPractica ACarlos ZevallosAinda não há avaliações
- Graben de EspinoDocumento18 páginasGraben de EspinoNoelAinda não há avaliações
- Todas Las Herramientas para Celulares - VYGIS TOOL BOXDocumento2 páginasTodas Las Herramientas para Celulares - VYGIS TOOL BOXinkabebeAinda não há avaliações
- Práctica 11 - Resonancia Rev1Documento4 páginasPráctica 11 - Resonancia Rev1Liz CampoverdeAinda não há avaliações
- Siembra y Cosecha de Agua HugoDocumento6 páginasSiembra y Cosecha de Agua HugoFIORELAAinda não há avaliações
- EngranajeDocumento66 páginasEngranajejoseAinda não há avaliações
- 2 Requerimiento Insumos y Refacicones 2024Documento115 páginas2 Requerimiento Insumos y Refacicones 2024JMAinda não há avaliações
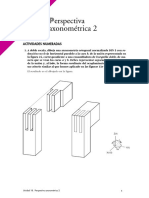
- Perspectiva axonométrica 2: 18 dibujosDocumento48 páginasPerspectiva axonométrica 2: 18 dibujosÁngel CasoAinda não há avaliações
- Ponencias JASL2Documento52 páginasPonencias JASL2manuel_palomo1018Ainda não há avaliações
- P MecFluid 2011 1 RcobosDocumento7 páginasP MecFluid 2011 1 RcobosYail LopezAinda não há avaliações