Você também pode gostar
- Manual Practicas Laboratorio de Termofluidos 2017-1Documento80 páginasManual Practicas Laboratorio de Termofluidos 2017-1HolleeyAinda não há avaliações
- Técnicas de Sintonización de ControladoresDocumento6 páginasTécnicas de Sintonización de ControladoresJuankSalazarAinda não há avaliações
- Controladores Logicos ProgramablesDocumento25 páginasControladores Logicos ProgramablesAlex Fernandez MauricioAinda não há avaliações
- Definiciones Basicas de ControlDocumento14 páginasDefiniciones Basicas de Controlanabelenn100% (18)
- Sensores de Flujo PDFDocumento109 páginasSensores de Flujo PDFmatrix1xAinda não há avaliações
- Pasividad en Sistemas de Control Rev 2Documento32 páginasPasividad en Sistemas de Control Rev 2Raul Roque Yujra100% (2)
- Modelo de Térmico de Dos Tanques Aislados, en Serie No InteractuantesDocumento12 páginasModelo de Térmico de Dos Tanques Aislados, en Serie No InteractuantesdumbchemistAinda não há avaliações
- Importancia Delta Dirac ADCDocumento25 páginasImportancia Delta Dirac ADCMax100% (1)
- Norma ISADocumento17 páginasNorma ISAvisionmacabreAinda não há avaliações
- Transmisores, InstrumentacionDocumento23 páginasTransmisores, Instrumentacionjavy_staAinda não há avaliações
- Actividad 1. - Actuadores Hidraulicos y NeumaticosDocumento23 páginasActividad 1. - Actuadores Hidraulicos y NeumaticosAdan Espinoza100% (1)
- Efecto Seebeck y PeltierDocumento2 páginasEfecto Seebeck y PeltierluxodiazAinda não há avaliações
- Control de Nivel de AguaDocumento12 páginasControl de Nivel de AguaMiguel Angel Barrera Cardenas0% (1)
- Control IIDocumento124 páginasControl IIMILTON CABRERAAinda não há avaliações
- Procesamiento Digital de Se Nales: Universidad Tecnol Ogica de La MixtecaDocumento53 páginasProcesamiento Digital de Se Nales: Universidad Tecnol Ogica de La MixtecadanicasAinda não há avaliações
- Instrumentacion y ControlDocumento26 páginasInstrumentacion y Controldavidseins2009100% (1)
- Funciones Comandos en MatlabDocumento11 páginasFunciones Comandos en Matlabjohnelectronica50% (2)
- MetodologÃ-a para Generaciã N de Trayectorias de Manipuladores Robã TicosDocumento203 páginasMetodologÃ-a para Generaciã N de Trayectorias de Manipuladores Robã TicosJulian David Arevalo GarciaAinda não há avaliações
- Fundamentos de TermodinamicaDocumento52 páginasFundamentos de TermodinamicaHugo Miño Carrasco100% (1)
- Laboratorio 9 - TransformadoresDocumento15 páginasLaboratorio 9 - TransformadoresfelipeAinda não há avaliações
- Instrumentacion Control ProcesosDocumento112 páginasInstrumentacion Control Procesosrjavier160100% (4)
- Norma ISA 5.2Documento11 páginasNorma ISA 5.2voleta castilloAinda não há avaliações
- Sistema de Control 1Documento255 páginasSistema de Control 1celina podetti100% (10)
- Fundamentos Prácticos para El Control de ProcesosDocumento186 páginasFundamentos Prácticos para El Control de ProcesosYeisson MuñozAinda não há avaliações
- Ecuaciones de Primer Orden en Sistemas de ControlDocumento5 páginasEcuaciones de Primer Orden en Sistemas de ControlDaluAinda não há avaliações
- Control ProblemasDocumento28 páginasControl ProblemasSantiago F.Ainda não há avaliações
- Funcion de TransferenciaDocumento24 páginasFuncion de TransferenciaSergio Zuniga QuispeAinda não há avaliações
- Control Adaptativo Predictivo Experto MetodologiaDocumento12 páginasControl Adaptativo Predictivo Experto MetodologiaMari Tere GutierrezAinda não há avaliações
- Aplicaciones de TransductoresDocumento42 páginasAplicaciones de Transductoresblackwolf2550% (2)
- Tipos de VálvulasDocumento79 páginasTipos de VálvulasManuel ArreolaAinda não há avaliações
- Capítulo 01. Introducción A Control Automático de ProcesosDocumento102 páginasCapítulo 01. Introducción A Control Automático de ProcesosTeofilo Donaires FloresAinda não há avaliações
- Privado - Ingeniería de Control Moderna, 3ra Edición - Katsuhiko Ogata - Descargar PDFDocumento2 páginasPrivado - Ingeniería de Control Moderna, 3ra Edición - Katsuhiko Ogata - Descargar PDFJesus Cerra25% (4)
- Medición de Variables IndustrialesDocumento7 páginasMedición de Variables IndustrialesElmer Huayra HuanhuyoAinda não há avaliações
- Deber InterlockDocumento5 páginasDeber InterlockMajo AvilaAinda não há avaliações
- Tema 1 Control de Procesos. Introducción, Conceptos Básicos de ControlDocumento65 páginasTema 1 Control de Procesos. Introducción, Conceptos Básicos de ControlSergio Israel Rojas SerranoAinda não há avaliações
- Modelos de SISTEMAS FluidosDocumento12 páginasModelos de SISTEMAS FluidosAlejandro MartinezAinda não há avaliações
- Control Proporcional DerivativoDocumento2 páginasControl Proporcional Derivativoalanbf3Ainda não há avaliações
- Práctica 5 Sondas de VelocidadDocumento5 páginasPráctica 5 Sondas de VelocidadAbrahamEstradaAinda não há avaliações
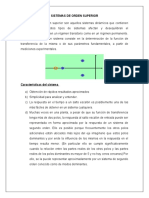
- Sistemas de Orden SuperiorDocumento3 páginasSistemas de Orden SuperiorAdriana Fernandez SurianoAinda não há avaliações
- Cuestionario Ingeniería de Control Moderna (Katsuhiko Ogata)Documento5 páginasCuestionario Ingeniería de Control Moderna (Katsuhiko Ogata)DIEGO OSVALDO OCAMPO RODRIGUEZAinda não há avaliações
- Actividad 2 1Documento51 páginasActividad 2 1Bladimir BolañosAinda não há avaliações
- Conceptos Basicos de Instrumentacion y ControlDocumento19 páginasConceptos Basicos de Instrumentacion y ControlAsahel NuñezAinda não há avaliações
- Resumen de Dinamica de Sistemas (Final)Documento33 páginasResumen de Dinamica de Sistemas (Final)Jeoniimo SaanchezzAinda não há avaliações
- Metodo de BiseccionDocumento8 páginasMetodo de BiseccionFernando Rodríguez CaroAinda não há avaliações
- Analogias Electricas y Mecanicas PDFDocumento14 páginasAnalogias Electricas y Mecanicas PDFJapiro14Ainda não há avaliações
- INTRODUCCIÓNDocumento17 páginasINTRODUCCIÓNEdwin JachoAinda não há avaliações
- ControlDocumento64 páginasControlBelén Chamorro SevillaAinda não há avaliações
- Sistemas de ControlDocumento18 páginasSistemas de Controlroro gómezAinda não há avaliações
- Controles AutomaticosDocumento70 páginasControles Automaticosfrankz89100% (1)
- Control de Procesos Parte 1 SIMBOLOGIA ISADocumento57 páginasControl de Procesos Parte 1 SIMBOLOGIA ISAjavier bravo moralesAinda não há avaliações
- Automatizacion IndustrialDocumento0 páginaAutomatizacion Industrialberby...100% (1)
- Sistemas de Control RESUMENDocumento5 páginasSistemas de Control RESUMENDavichín Morató FernandezAinda não há avaliações
- Controles AutomáticosDocumento958 páginasControles AutomáticosÁngel Arsas NoctusAinda não há avaliações
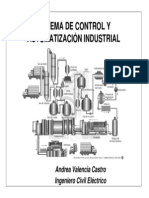
- Sistema de Control Automático y Programación de PLCDocumento33 páginasSistema de Control Automático y Programación de PLCDavid BobadillaAinda não há avaliações
- Qué Es Control - MergedDocumento74 páginasQué Es Control - Mergedjhon.simba2014Ainda não há avaliações
- 1.-Control de Procesos Industriales CorregidoDocumento81 páginas1.-Control de Procesos Industriales CorregidoJulio Cesar Correa Cordero100% (1)
- El ABC de La AutomatizacionDocumento5 páginasEl ABC de La AutomatizacionRicardo Cuellar AquinoAinda não há avaliações
- Sistemas de ControlDocumento104 páginasSistemas de ControlNelson YucraAinda não há avaliações
- Presentación 1.1 - Introduccion Sistemas de Control DigitalDocumento26 páginasPresentación 1.1 - Introduccion Sistemas de Control DigitalKady Gisselle GomézAinda não há avaliações
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108No EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Nota: 4.5 de 5 estrelas4.5/5 (8)
- Examen Final AritmeticaDocumento3 páginasExamen Final AritmeticaDante J Garcia NeyraAinda não há avaliações
- Sostenimiento Con BulonesDocumento7 páginasSostenimiento Con BulonesDante J Garcia NeyraAinda não há avaliações
- Preguntas TermoDocumento4 páginasPreguntas TermoDante J Garcia NeyraAinda não há avaliações
- Preguntas Frecuentes Sobre RelavesDocumento9 páginasPreguntas Frecuentes Sobre RelavesMarta Ceballos CortesAinda não há avaliações
- Preguntas TermoDocumento4 páginasPreguntas TermoDante J Garcia NeyraAinda não há avaliações
- Tapo Garcia Neyra DanteDocumento11 páginasTapo Garcia Neyra DanteDante J Garcia NeyraAinda não há avaliações
- BALANCE ULTIMA PRUEBA Sin Au-MiskiDocumento1 páginaBALANCE ULTIMA PRUEBA Sin Au-MiskiDante J Garcia NeyraAinda não há avaliações
- Conclusiones FluoritaDocumento2 páginasConclusiones FluoritaDante J Garcia NeyraAinda não há avaliações
- Connclusiones FluoritaDocumento1 páginaConnclusiones FluoritaDante J Garcia NeyraAinda não há avaliações
- HidrometalurgiaDocumento21 páginasHidrometalurgiaDante J Garcia NeyraAinda não há avaliações
- Metalurgia Del CobreDocumento12 páginasMetalurgia Del CobreDante J Garcia NeyraAinda não há avaliações
- Casos de Accidentes Por GaseamientoDocumento20 páginasCasos de Accidentes Por GaseamientoDante J Garcia NeyraAinda não há avaliações
- Ejercicios Analisis de Sistemas Mineros Metodo GraficoDocumento24 páginasEjercicios Analisis de Sistemas Mineros Metodo GraficoTP Luis AlbertoAinda não há avaliações
- Comercializacion de Concentrados IIDocumento15 páginasComercializacion de Concentrados IIDante J Garcia NeyraAinda não há avaliações
- Parte de Dante WordDocumento4 páginasParte de Dante WordDante J Garcia NeyraAinda não há avaliações
- Test Trigonometria Cepre Uni Sem 09Documento2 páginasTest Trigonometria Cepre Uni Sem 09Dante J Garcia NeyraAinda não há avaliações
- Geoestadistica Aplicado A La MineriaDocumento25 páginasGeoestadistica Aplicado A La MineriaAlfredo Chura QuispeAinda não há avaliações
- 8 Informe de Analisis QuimicoDocumento16 páginas8 Informe de Analisis QuimicoDante J Garcia NeyraAinda não há avaliações
- Test Basico ModeloDocumento4 páginasTest Basico ModeloDante J Garcia NeyraAinda não há avaliações
- Test Basico ModeloDocumento4 páginasTest Basico ModeloDante J Garcia NeyraAinda não há avaliações
- Parte de Dante en WordDocumento3 páginasParte de Dante en WordDante J Garcia NeyraAinda não há avaliações
- Presentacion y BibliografiaDocumento2 páginasPresentacion y BibliografiaDante J Garcia NeyraAinda não há avaliações
- Gases en MinaDocumento5 páginasGases en MinaRonaldOchoaAinda não há avaliações
- Semestral San Marcos RepasitoDocumento2 páginasSemestral San Marcos RepasitoDante J Garcia NeyraAinda não há avaliações
- Minerales Formadores de RocasDocumento3 páginasMinerales Formadores de RocasCarolinaCarrilloRodriguez100% (4)
- Tecnologia Actual de Compresores Utilizados en Mineria y CostosDocumento5 páginasTecnologia Actual de Compresores Utilizados en Mineria y CostosDante J Garcia NeyraAinda não há avaliações
- Tecnologia Actual de Compresores Utilizados en Mineria y CostosDocumento5 páginasTecnologia Actual de Compresores Utilizados en Mineria y CostosDante J Garcia NeyraAinda não há avaliações
- Cuaderno de Trabajo Historia Geografia Economia 5Documento237 páginasCuaderno de Trabajo Historia Geografia Economia 5Luis Fredy C-Quispe62% (167)
- Parte de Dante en WordDocumento3 páginasParte de Dante en WordDante J Garcia NeyraAinda não há avaliações
- Presentacion y BibliografiaDocumento2 páginasPresentacion y BibliografiaDante J Garcia NeyraAinda não há avaliações
- 2 Cromatografia 2017Documento35 páginas2 Cromatografia 2017Sara JaimesAinda não há avaliações
- Protocolop PersaDocumento9 páginasProtocolop PersaEKASY RISKIENAinda não há avaliações
- Taller-Sobre-Fluidos-Grado8 2019 SEGUNDO PERDocumento3 páginasTaller-Sobre-Fluidos-Grado8 2019 SEGUNDO PERAnonymous s2XydgcUAinda não há avaliações
- Taller 1 Transferencia de CalorDocumento9 páginasTaller 1 Transferencia de CalorDigna Bettin CuelloAinda não há avaliações
- 3° Quimica - Cuadernillo Remedial - DocenteDocumento35 páginas3° Quimica - Cuadernillo Remedial - DocenteMarisol Rod Car83% (36)
- Cuadernillo-20230625 141543kdjXDocumento3 páginasCuadernillo-20230625 141543kdjXWILMER PERCCAAinda não há avaliações
- Cuestionario 4Documento3 páginasCuestionario 4Adayel Franklin Yampara RojasAinda não há avaliações
- ULTRASONIDODocumento11 páginasULTRASONIDOGeorge Guerra PachecoAinda não há avaliações
- Transcripción de Requisitos para El Proceso de TransmisiónDocumento8 páginasTranscripción de Requisitos para El Proceso de TransmisiónAnonymous oFyxCEhvvEAinda não há avaliações
- RFZM 13Documento39 páginasRFZM 13Luis Alfredo Avila BarrosAinda não há avaliações
- Unidad 1 - ImagenologiaDocumento26 páginasUnidad 1 - ImagenologiaFernanda OrdoñezAinda não há avaliações
- EnsayosDocumento249 páginasEnsayosNisolaks67% (3)
- Problemas Resueltos y Propuestos Tema 5Documento13 páginasProblemas Resueltos y Propuestos Tema 5Dany Guzman100% (5)
- Practica 1 LM35 InstrumentaciónDocumento9 páginasPractica 1 LM35 InstrumentaciónArturo100% (1)
- Electricista AutomotrizDocumento5 páginasElectricista AutomotrizFrank CastañedaAinda não há avaliações
- Trabajo Diagramas de FaseDocumento2 páginasTrabajo Diagramas de FaseBranco Tiznado RodriguezAinda não há avaliações
- Clase 6 Entalpía Entropía y Energía Libre de Gibbs 2017Documento30 páginasClase 6 Entalpía Entropía y Energía Libre de Gibbs 2017Eduardo TorresAinda não há avaliações
- Informe Tension SuperficialDocumento19 páginasInforme Tension SuperficialJulissa Minaya AparicioAinda não há avaliações
- Ficha Tecnica Placa CeramicaDocumento1 páginaFicha Tecnica Placa CeramicaDaniel CaceresAinda não há avaliações
- Manual MT Nivel I y IIDocumento169 páginasManual MT Nivel I y IIRodolfo GarciaAinda não há avaliações
- Practica CLDocumento2 páginasPractica CLTEODOROAinda não há avaliações
- Capitulo I B FIDocumento71 páginasCapitulo I B FIJavier SaezAinda não há avaliações
- Actitudes VS ConocimientosDocumento2 páginasActitudes VS ConocimientosPablo Manuel CallesAinda não há avaliações
- 00135Documento34 páginas00135Karime ShalimarAinda não há avaliações
- Ley de FlemingDocumento9 páginasLey de FlemingErickjohnson50% (2)
- Capítulo EMF Del Libro 7 de KryonDocumento8 páginasCapítulo EMF Del Libro 7 de Kryonsandri_diazAinda não há avaliações
- Informe de Laboratorio #02 Bombas en Serie y ParaleloDocumento14 páginasInforme de Laboratorio #02 Bombas en Serie y ParaleloMelissa J. ZlAinda não há avaliações
- Círculo Uni.Documento6 páginasCírculo Uni.Arturo Rubén Lozano PérezAinda não há avaliações
- Criterios de Planificación y Diseño de Sistemas de TransmisiónDocumento10 páginasCriterios de Planificación y Diseño de Sistemas de Transmisiónnixonmanuel21Ainda não há avaliações