Você também pode gostar
- Cylinder Head & Valve Mechanism Inspection & ServiceDocumento19 páginasCylinder Head & Valve Mechanism Inspection & ServiceGetachew Tikue100% (1)
- CH 7 BDocumento19 páginasCH 7 BZahidah AmaninaAinda não há avaliações
- 1.me Components InspectionDocumento5 páginas1.me Components InspectionAayush AgrawalAinda não há avaliações
- Lab Manual: Department of Mechanical EngineeringDocumento46 páginasLab Manual: Department of Mechanical EngineeringsrknotesAinda não há avaliações
- Automobile - Full Notes - 6TH PDFDocumento179 páginasAutomobile - Full Notes - 6TH PDFShailesh RajuAinda não há avaliações
- Motor Test InstructionsDocumento2 páginasMotor Test Instructionssender2000Ainda não há avaliações
- Introduction To Automobile EngineeringDocumento8 páginasIntroduction To Automobile EngineeringSaurabh AwacharAinda não há avaliações
- Course Outline Vehicle Body Repair 10+3Documento2 páginasCourse Outline Vehicle Body Repair 10+3HaftayAinda não há avaliações
- Conveyor Health Assessment Bullet PointsDocumento13 páginasConveyor Health Assessment Bullet Pointsrbeehner2Ainda não há avaliações
- Types of Scavenging: Loop or Cross Scavenge UniflowDocumento22 páginasTypes of Scavenging: Loop or Cross Scavenge UniflowBharatiyulamAinda não há avaliações
- Centrifugal Pump OverloadingDocumento2 páginasCentrifugal Pump OverloadingAbdul AlimAinda não há avaliações
- Engine TerminologyDocumento13 páginasEngine Terminologyhotbuddy723Ainda não há avaliações
- Battery Ignition SystemDocumento20 páginasBattery Ignition Systemthorappan8590100% (1)
- Using Shop ToolsDocumento14 páginasUsing Shop Toolsgillian marbebe100% (1)
- CYLINDER FINS Final ProjectDocumento84 páginasCYLINDER FINS Final ProjectUttam Animireddy100% (1)
- Diesel Engine - FundamentalDocumento20 páginasDiesel Engine - FundamentalSoumen BhattaAinda não há avaliações
- NPR 2013noacatalogforprintoutDocumento596 páginasNPR 2013noacatalogforprintoutSelvaraji MuthuAinda não há avaliações
- Geometry and Dimensional Tolerances of Engine BearingsDocumento8 páginasGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlAinda não há avaliações
- PistonDocumento7 páginasPistongauravarora93100% (1)
- Potential Sources of Wear Metals in Used Lubricating Oil AnalysisDocumento4 páginasPotential Sources of Wear Metals in Used Lubricating Oil Analysismaruf amaludinAinda não há avaliações
- Factor of Alignment-PDocumento12 páginasFactor of Alignment-Pvinothenergy100% (1)
- Technical Presentation On Engine ValvesDocumento32 páginasTechnical Presentation On Engine ValvesRockey RahulAinda não há avaliações
- 2 BalancingDocumento167 páginas2 BalancingsolomonrajarAinda não há avaliações
- How Car Engines Work PDFDocumento3 páginasHow Car Engines Work PDFMiguel Campusano RodriguezAinda não há avaliações
- Engine Lubricating SystemsDocumento21 páginasEngine Lubricating SystemsDeepak Dileep100% (1)
- ObjectiveDocumento2 páginasObjectiveammuvarshAinda não há avaliações
- Main Parts of An Internal Combustion EngineDocumento9 páginasMain Parts of An Internal Combustion EngineVenkatAinda não há avaliações
- Bevel Gear ManualDocumento8 páginasBevel Gear ManualPiort ZelaskiAinda não há avaliações
- The 2 Stroke Diesel CycleDocumento14 páginasThe 2 Stroke Diesel CycleBharatiyulam100% (1)
- Service Schedule FordDocumento2 páginasService Schedule FordsmokefieldAinda não há avaliações
- Shaft AlignmentDocumento20 páginasShaft AlignmentmersiumAinda não há avaliações
- Recip Engine Troubleshooting GuideDocumento15 páginasRecip Engine Troubleshooting GuideKaung Htet Cho100% (2)
- Journal BearingsDocumento32 páginasJournal Bearingsa_salehiAinda não há avaliações
- Sop-09-Washing of Motor Winding With CTCDocumento3 páginasSop-09-Washing of Motor Winding With CTCOSAMAAinda não há avaliações
- Assembly Analysis of Piston, Connecting Rod & CrankshaftDocumento5 páginasAssembly Analysis of Piston, Connecting Rod & Crankshaftbis-2009100% (1)
- Maintenance ScheduleDocumento16 páginasMaintenance ScheduleSiska0806Ainda não há avaliações
- Basic Engine TrainingDocumento45 páginasBasic Engine TrainingNavdeep Singh GrewalAinda não há avaliações
- Hydraulic Actuator SpecificationsDocumento3 páginasHydraulic Actuator SpecificationsRizky RamadhaniAinda não há avaliações
- Design of Automobile ComponentsDocumento15 páginasDesign of Automobile ComponentssunilmandoreAinda não há avaliações
- Seminar Report On Disc Brake: Submitted byDocumento34 páginasSeminar Report On Disc Brake: Submitted bySouraj PatelAinda não há avaliações
- Crankshaft AssemblyDocumento51 páginasCrankshaft AssemblySlobodanAinda não há avaliações
- AlternatorDocumento28 páginasAlternatorbebekAinda não há avaliações
- Information Service: Cylinder Reconditioning On Aluminium Cylinder BlocksDocumento0 páginaInformation Service: Cylinder Reconditioning On Aluminium Cylinder BlocksMoaed KanbarAinda não há avaliações
- 6 Steps To Shaft Alignment PDFDocumento18 páginas6 Steps To Shaft Alignment PDFAhmed SaifeldinAinda não há avaliações
- Gas Turbine - Compressor AlignmentDocumento2 páginasGas Turbine - Compressor AlignmentNazmiAinda não há avaliações
- TT401 GearDocumento45 páginasTT401 GearDurjoy Roy100% (1)
- Engine Lubrication SystemDocumento8 páginasEngine Lubrication SystemSunilAinda não há avaliações
- Piston Stress AnalysisDocumento13 páginasPiston Stress Analysisducatiss900100% (3)
- Differences Between SI Engine and CI EngineDocumento4 páginasDifferences Between SI Engine and CI EngineSyifaprilia NAinda não há avaliações
- Wankel EngineDocumento15 páginasWankel EngineMuhammad Bin RiazAinda não há avaliações
- Assembly and Disaassembly of PumpsDocumento5 páginasAssembly and Disaassembly of Pumpsshin deiru100% (1)
- Experiment No.02Documento21 páginasExperiment No.02Raval DhruvAinda não há avaliações
- Engine Components - NotesDocumento210 páginasEngine Components - NotesArun SebuzAinda não há avaliações
- Soot Sticks-Soot RemoverDocumento2 páginasSoot Sticks-Soot Removeravm4343Ainda não há avaliações
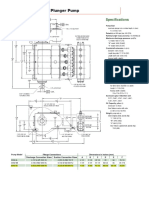
- National 300Q-5 J-275 Quintuplex SpecsDocumento2 páginasNational 300Q-5 J-275 Quintuplex Specsorlando perezAinda não há avaliações
- Suspention SystemDocumento25 páginasSuspention SystemraviAinda não há avaliações
- 5) Bearing Fundamentals PDFDocumento123 páginas5) Bearing Fundamentals PDFRizal Gunawan100% (1)
- ClutchDocumento24 páginasClutchJayson B. Cadelina100% (1)
- 4732 Cylinder Block InspectionDocumento58 páginas4732 Cylinder Block InspectionShahzad Ahmad100% (3)
- Piston 2Documento5 páginasPiston 2pratham chettimadaAinda não há avaliações
- Heat Transfer Lecture I PDFDocumento25 páginasHeat Transfer Lecture I PDFGetachew TikueAinda não há avaliações
- Automotive Engineering Program Revision NewDocumento10 páginasAutomotive Engineering Program Revision NewGetachew TikueAinda não há avaliações
- Past, Present and Future of Titanium For Ground Combat VehiclesDocumento25 páginasPast, Present and Future of Titanium For Ground Combat VehiclesGetachew TikueAinda não há avaliações
- Lecture-1: Precision Measuring ToolsDocumento28 páginasLecture-1: Precision Measuring ToolsGetachew TikueAinda não há avaliações
- Samlpe Questios of Paper Ii of LDC in Mechanical EnggdepartmentDocumento7 páginasSamlpe Questios of Paper Ii of LDC in Mechanical EnggdepartmentGetachew TikueAinda não há avaliações
- Abilities:: 7. Does The Program Have Graduate Profile?Documento3 páginasAbilities:: 7. Does The Program Have Graduate Profile?Getachew TikueAinda não há avaliações
- MV 4222 Automotive PowerTrain DesignDocumento10 páginasMV 4222 Automotive PowerTrain DesignGetachew TikueAinda não há avaliações
- Defense University College of Engineering Department of Motor Vehicle Engineering NameDocumento1 páginaDefense University College of Engineering Department of Motor Vehicle Engineering NameGetachew TikueAinda não há avaliações
- Lab Manual - Refrigeration & Air CONDITIONING (2161908) : January 2018Documento47 páginasLab Manual - Refrigeration & Air CONDITIONING (2161908) : January 2018Getachew TikueAinda não há avaliações
- Starting SystemDocumento34 páginasStarting SystemGetachew Tikue100% (2)
- Engine Maintenance and Diagnosis Tune-Up: 1.1 Objective of The TrainingDocumento5 páginasEngine Maintenance and Diagnosis Tune-Up: 1.1 Objective of The TrainingGetachew TikueAinda não há avaliações
- 1 Defence University, College of EngineeringDocumento41 páginas1 Defence University, College of EngineeringGetachew TikueAinda não há avaliações
- DEC Short-Term Training - 2014Documento173 páginasDEC Short-Term Training - 2014Getachew TikueAinda não há avaliações
- Kassa's ProposalDocumento19 páginasKassa's ProposalGetachew TikueAinda não há avaliações
- Engine Systems InspectionDocumento29 páginasEngine Systems InspectionGetachew Tikue100% (1)
- CH 11Documento34 páginasCH 11Getachew TikueAinda não há avaliações
- Diesel Fuel SystemDocumento41 páginasDiesel Fuel SystemGetachew Tikue100% (5)
- Defence Engineering College: Thermodynamics MV2011Documento28 páginasDefence Engineering College: Thermodynamics MV2011Getachew TikueAinda não há avaliações
- 4D84E-3E S/N 03508-UP: EngineDocumento1 página4D84E-3E S/N 03508-UP: EngineDmitryAinda não há avaliações
- Zenoah Owner Service ManualDocumento20 páginasZenoah Owner Service ManualMochtar SusantoAinda não há avaliações
- MH 4025-4WDDocumento116 páginasMH 4025-4WDHendra Syalala100% (1)
- CC2500-1 Engine BeltDocumento2 páginasCC2500-1 Engine BeltRyan LabradorAinda não há avaliações
- Multi Point Fuel Injection System-GouravDocumento21 páginasMulti Point Fuel Injection System-GouravPriyanshu GoelAinda não há avaliações
- Performance Adjustmenton MEenginecheckDocumento24 páginasPerformance Adjustmenton MEenginecheckSantosh Kumar PillaiAinda não há avaliações
- RT-137 - A2 - Issue2 - Wartsila ICU On Board Repair KitsDocumento7 páginasRT-137 - A2 - Issue2 - Wartsila ICU On Board Repair KitsKr Manu100% (2)
- O-360 - (76 Series) Oper Manual 60297-25Documento68 páginasO-360 - (76 Series) Oper Manual 60297-25vanAinda não há avaliações
- 4JH2EDocumento131 páginas4JH2EGeorgiAinda não há avaliações
- Cat DG Set (500-600 Kva) Parts Manual-3412taDocumento254 páginasCat DG Set (500-600 Kva) Parts Manual-3412tasblnt2008100% (2)
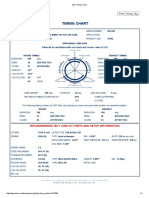
- Isky Timing ChartDocumento1 páginaIsky Timing ChartLuis Fernando ZampieriAinda não há avaliações
- 12V2000G45 Manual de Partes Motores MTUDocumento179 páginas12V2000G45 Manual de Partes Motores MTULuisPupiales83% (6)
- Parts Manual HYUNDAI 35-40-45DS-7Documento489 páginasParts Manual HYUNDAI 35-40-45DS-7Michał LicznerskiAinda não há avaliações
- ETCS-i (Electronic Throttle Control System-Intelligent) : GeneralDocumento14 páginasETCS-i (Electronic Throttle Control System-Intelligent) : GeneralSajjad KhaliqAinda não há avaliações
- Gasket Kit ABCDocumento119 páginasGasket Kit ABCTania VélezAinda não há avaliações
- Doosan D50SC 5 EngineMaintenanceManual SB4323E00 PDFDocumento366 páginasDoosan D50SC 5 EngineMaintenanceManual SB4323E00 PDFSami Enis Arıoğlu100% (2)
- International Protection Techniques and Area ClassificationDocumento2 páginasInternational Protection Techniques and Area ClassificationbondsivamaniAinda não há avaliações
- Motor DB58TIS and Injection PumpDocumento46 páginasMotor DB58TIS and Injection PumpRonaldi motter100% (8)
- Fuel Injection System-Focus On Crdi SystemDocumento18 páginasFuel Injection System-Focus On Crdi SystemAdinath UpadhyeAinda não há avaliações
- Shutdown SIS: Track-Type Tractor D9N Track-Type Tractor 1Jd D9N Tractor 1Jd00001-Up (Machine) Powered by 3408 EngineDocumento2 páginasShutdown SIS: Track-Type Tractor D9N Track-Type Tractor 1Jd D9N Tractor 1Jd00001-Up (Machine) Powered by 3408 EngineImran MehboobAinda não há avaliações
- BMW - Diesel Air Intake and Exhaust SystemDocumento126 páginasBMW - Diesel Air Intake and Exhaust SystemIongornistu100% (1)
- Pinnacle Engines How It WorksDocumento3 páginasPinnacle Engines How It WorksalexgoagaAinda não há avaliações
- Technical Data: DC13 072A, 438-487 KW / 503-553 kVA (Engine Ref. 02-14)Documento1 páginaTechnical Data: DC13 072A, 438-487 KW / 503-553 kVA (Engine Ref. 02-14)Mald ShreefAinda não há avaliações
- Diagnose and Repair Engine Forced-Induction SystemsDocumento87 páginasDiagnose and Repair Engine Forced-Induction SystemslittleprayerbyjacksAinda não há avaliações
- Drivers Environment and Electrical SystemDocumento59 páginasDrivers Environment and Electrical SystemHalil karaAinda não há avaliações
- 110CC Engine Parts CatalogueDocumento30 páginas110CC Engine Parts CatalogueMieczysław Michalczewski100% (2)
- Example The PropulsiónDocumento2 páginasExample The PropulsiónyiuseppeAinda não há avaliações
- Ipddb-0012 Ipd 3406e c15 HeadgasketDocumento2 páginasIpddb-0012 Ipd 3406e c15 HeadgasketUriel MFAinda não há avaliações
- Matid MatkeyDocumento68 páginasMatid MatkeyHari SreyasAinda não há avaliações
- Caterpillar PDFDocumento54 páginasCaterpillar PDFIngrid Garcia de JaureguiAinda não há avaliações