Você também pode gostar
- First Level Inspection IntroductionDocumento14 páginasFirst Level Inspection IntroductionAdnan Nawaz100% (2)
- Mill Ventilation MeasurementDocumento5 páginasMill Ventilation MeasurementBùi Hắc HảiAinda não há avaliações
- 10 Basic Fact About ClinkerDocumento52 páginas10 Basic Fact About ClinkermngyooAinda não há avaliações
- Whitehopleman Com Coating Rings BallsDocumento11 páginasWhitehopleman Com Coating Rings BallsMomar Talla DiawAinda não há avaliações
- Kiln Preheater Fan CoatingDocumento6 páginasKiln Preheater Fan CoatingVijay Bhan100% (1)
- Coal Mill SafetyDocumento17 páginasCoal Mill SafetyJoko Dewoto100% (4)
- The Effects of Oxygen Enrichment On ClinkerDocumento9 páginasThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Vertical Roller Mill-DatasheetDocumento6 páginasVertical Roller Mill-DatasheetAdnan Nawaz100% (2)
- 5625 Operator Manual GEHL Skid SteerDocumento92 páginas5625 Operator Manual GEHL Skid Steeraugustuswg75% (4)
- Oil Fired LPDocumento2 páginasOil Fired LPluxraam100% (2)
- Examen Brevet 2018-MiamhDocumento101 páginasExamen Brevet 2018-MiamhSarm1sAinda não há avaliações
- Kiln AuditDocumento13 páginasKiln AuditAdnan Nawaz100% (2)
- Raw MixDocumento96 páginasRaw Mixshannu826826Ainda não há avaliações
- Odudimu Certification ScenerioDocumento50 páginasOdudimu Certification Scenerioabosede2012Ainda não há avaliações
- How To Control The Hot MealDocumento4 páginasHow To Control The Hot MealGiequat100% (2)
- What Is A Process ControlDocumento17 páginasWhat Is A Process ControlpashaAinda não há avaliações
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocumento26 páginasClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedAinda não há avaliações
- False Air - Measuerment OverviewDocumento11 páginasFalse Air - Measuerment OverviewVijay BhanAinda não há avaliações
- Pet Coke Fuel Experience in Rotary KilnDocumento7 páginasPet Coke Fuel Experience in Rotary KilnP.S.J.Sarma100% (1)
- Red RiverDocumento16 páginasRed RiverNael100% (1)
- Kiln Audit Training IntroductionDocumento15 páginasKiln Audit Training IntroductionTamer Fathy100% (1)
- Novaflam BurnerDocumento2 páginasNovaflam BurnerDaniel ZambranoAinda não há avaliações
- 03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1Documento6 páginas03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1rupesh soniAinda não há avaliações
- ROTAFLAM Burner AdjustmentDocumento5 páginasROTAFLAM Burner AdjustmentMuhammad Zaghloul100% (2)
- Process Problem Trouble ShootingDocumento13 páginasProcess Problem Trouble ShootingMin Zayar100% (2)
- Heat-Up Schedule As Per RequirementDocumento1 páginaHeat-Up Schedule As Per RequirementVijay BhanAinda não há avaliações
- Flame MomentumDocumento1 páginaFlame Momentumayaskant751001Ainda não há avaliações
- By Pass SystemDocumento56 páginasBy Pass SystemIrshad Hussain100% (2)
- Rotaflam Presentation 2004: Pillard Burner Tip RepairDocumento11 páginasRotaflam Presentation 2004: Pillard Burner Tip RepairmustafAinda não há avaliações
- 19 Jonathan Forinton ATECDocumento33 páginas19 Jonathan Forinton ATECElwathig BakhietAinda não há avaliações
- Repair and Maintenance: CoolerDocumento61 páginasRepair and Maintenance: CoolerYhaneAinda não há avaliações
- Duoflex BurnerDocumento6 páginasDuoflex Burnersinghite100% (1)
- Bag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseDocumento8 páginasBag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseZegera Mgendi100% (2)
- Presentasi Build UpDocumento13 páginasPresentasi Build UpJoko Dewoto100% (1)
- Fuller Kiln DataDocumento1 páginaFuller Kiln DatazementheadAinda não há avaliações
- How To Align The Kiln Burner v1-1 PDFDocumento2 páginasHow To Align The Kiln Burner v1-1 PDFMustafa Ramadan100% (1)
- Cement Rotary Kiln Operation Condition ChartDocumento8 páginasCement Rotary Kiln Operation Condition ChartVijay BhanAinda não há avaliações
- BurnerDocumento3 páginasBurnerRavi sharmaAinda não há avaliações
- How To Conduct A Ball Mill AuditDocumento7 páginasHow To Conduct A Ball Mill Auditsafwat hassan100% (1)
- 3500TPD Cement Plant Heat BalanceDocumento2 páginas3500TPD Cement Plant Heat BalanceIrshad HussainAinda não há avaliações
- Fine Coal Conveying Velocity in Kiln Firing SystemDocumento2 páginasFine Coal Conveying Velocity in Kiln Firing SystemVijay BhanAinda não há avaliações
- 7 Most Common Problem in PyroProcessing For Kiln and CoolerDocumento5 páginas7 Most Common Problem in PyroProcessing For Kiln and CoolerbudiAinda não há avaliações
- Alkali Khaled PDFDocumento21 páginasAlkali Khaled PDFbulentbulut100% (1)
- Clinker CoolersDocumento12 páginasClinker CoolersAkhilesh Pratap SinghAinda não há avaliações
- Cooler Cal.Documento10 páginasCooler Cal.Irfan AhmedAinda não há avaliações
- Impact of Alkali, Sulphur and Chlorine in The KilnDocumento3 páginasImpact of Alkali, Sulphur and Chlorine in The KilnJa Phe Ti100% (1)
- Plant Location: Preheater Feed Preheater String - Calciner TypeDocumento33 páginasPlant Location: Preheater Feed Preheater String - Calciner TypeDilnesa EjiguAinda não há avaliações
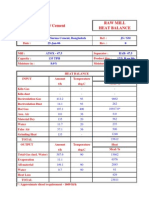
- Raw Mill Heat BalanceDocumento1 páginaRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Documento17 páginasCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- KilnOpBasics - Pyroprocessing 2Documento86 páginasKilnOpBasics - Pyroprocessing 2mustafAinda não há avaliações
- Mod 6Documento49 páginasMod 6mkpq100% (1)
- Combustion ManualDocumento60 páginasCombustion ManualPradeep Kumawat100% (1)
- Cement Mill Shell LinerDocumento7 páginasCement Mill Shell LinerMahaveer SinghAinda não há avaliações
- VDZ-Onlinecourse 7 3 enDocumento20 páginasVDZ-Onlinecourse 7 3 enAnonymous iI88LtAinda não há avaliações
- Vertical Roller Mill Steps To Adjust When Temp VariesDocumento2 páginasVertical Roller Mill Steps To Adjust When Temp VariesVijay BhanAinda não há avaliações
- Questionnaire For Pyroprocessing ModificationDocumento8 páginasQuestionnaire For Pyroprocessing ModificationVijay BhanAinda não há avaliações
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocumento12 páginasEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julAinda não há avaliações
- Rotary Kilns: Transport Phenomena and Transport ProcessesNo EverandRotary Kilns: Transport Phenomena and Transport ProcessesNota: 4.5 de 5 estrelas4.5/5 (4)
- Comunctn PPT SatwikDocumento7 páginasComunctn PPT SatwikRohith KumarAinda não há avaliações
- Boiler PreservationDocumento35 páginasBoiler PreservationANKUSH YOGIAinda não há avaliações
- Coal Mill1Documento28 páginasCoal Mill1MY NAME IS NEERAJ..:):)Ainda não há avaliações
- Combustion TuningDocumento9 páginasCombustion TuningRamakrishnan NatarajanAinda não há avaliações
- Hardgrove Grindability Index - HGIDocumento16 páginasHardgrove Grindability Index - HGIzementhead100% (1)
- Grindability Index (HGI)Documento16 páginasGrindability Index (HGI)harishkumar.ravichandranAinda não há avaliações
- Chakwal 9.12 Pneumatic TransportDocumento14 páginasChakwal 9.12 Pneumatic TransportAdnan NawazAinda não há avaliações
- DOSAX Belt FeederDocumento17 páginasDOSAX Belt FeederAdnan NawazAinda não há avaliações
- SLC-D Cyclone PreheaterDocumento55 páginasSLC-D Cyclone PreheaterAdnan Nawaz100% (2)
- Control System: Types of Industrial Control SystemsDocumento19 páginasControl System: Types of Industrial Control SystemsAdnan Nawaz100% (2)
- Utilities EquipmentDocumento2 páginasUtilities EquipmentAdnan NawazAinda não há avaliações
- Chakwal 6.04, Atox Planetary GearDocumento46 páginasChakwal 6.04, Atox Planetary GearAdnan NawazAinda não há avaliações
- Pid Overview: 1. Proportional Control Mode (P)Documento4 páginasPid Overview: 1. Proportional Control Mode (P)Adnan NawazAinda não há avaliações
- According To DTS: "Name of The Plant" "XXX-000-V-00-A"Documento6 páginasAccording To DTS: "Name of The Plant" "XXX-000-V-00-A"Adnan NawazAinda não há avaliações
- Instrumentation and Control (I&C) DesignDocumento13 páginasInstrumentation and Control (I&C) DesignAdnan NawazAinda não há avaliações
- Chapter 3 ClinkerDocumento179 páginasChapter 3 ClinkerAli Hüthüt100% (1)
- Vade MecumDocumento162 páginasVade MecumAdnan Nawaz100% (1)
- Flammability Characteristics of Common Gases and LiquidsDocumento1 páginaFlammability Characteristics of Common Gases and LiquidsNeme VasquesAinda não há avaliações
- Job Safety Analysis WorksheetDocumento5 páginasJob Safety Analysis WorksheetnoraAinda não há avaliações
- 2010 Trinidad y TobagoDocumento22 páginas2010 Trinidad y TobagorubenpeAinda não há avaliações
- Conversion Factors: A. Linear MeasureDocumento2 páginasConversion Factors: A. Linear MeasureNixon LagrisolaAinda não há avaliações
- Electrical Submersible Pumps DesigningDocumento17 páginasElectrical Submersible Pumps Designingdhulfikarfadhil100% (1)
- Chapter 9 Powerpoint Notes 2008Documento39 páginasChapter 9 Powerpoint Notes 2008Umar AsimAinda não há avaliações
- Basic Course of Drilling ProcedureDocumento4 páginasBasic Course of Drilling ProcedureAli Samani100% (2)
- Hindu Temples What Happened To ThemDocumento26 páginasHindu Temples What Happened To ThemwitnessAinda não há avaliações
- Law of Definite Proportions Lab ReportDocumento3 páginasLaw of Definite Proportions Lab Reportrinkeanmark50% (2)
- Truck-Mounted Fire Pump SeriesDocumento8 páginasTruck-Mounted Fire Pump SeriesviceroseAinda não há avaliações
- Installation of The Generator and Control Panel Components For Dynamic Gas BlendingDocumento49 páginasInstallation of The Generator and Control Panel Components For Dynamic Gas Blendingالمهندسوليدالطويل100% (1)
- RÉSUMÉ of MH - JayedDocumento4 páginasRÉSUMÉ of MH - JayedUllashJayedAinda não há avaliações
- "Automatic Tyre Pressure Inflation System": Bachelor of TechnologyDocumento41 páginas"Automatic Tyre Pressure Inflation System": Bachelor of Technologymd washiqeAinda não há avaliações
- Competence Oil and GasDocumento24 páginasCompetence Oil and GasAiman Hilmi Aiman HilmiAinda não há avaliações
- Alkenes 1 QPDocumento7 páginasAlkenes 1 QPDewei LohAinda não há avaliações
- Hydrogen Cooled GeneratorsDocumento4 páginasHydrogen Cooled GeneratorsRigoberto UrrutiaAinda não há avaliações
- Engine Mechanical System PDFDocumento100 páginasEngine Mechanical System PDFmanfred100% (1)
- MT65HA Rev 1 Manual PDFDocumento64 páginasMT65HA Rev 1 Manual PDFatrrsAinda não há avaliações
- Department of Chemical Engineering, LNCT Bhopal Material and Energy Balance Lab (CM - 404)Documento3 páginasDepartment of Chemical Engineering, LNCT Bhopal Material and Energy Balance Lab (CM - 404)Anonymous FWlt8YAinda não há avaliações
- Lab Manual Manufacturing Proccesses IIDocumento80 páginasLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- Tvs - 3w Global Parts ListDocumento55 páginasTvs - 3w Global Parts ListSamseer U100% (1)
- Hyster 897949 11 03 srm0635Documento48 páginasHyster 897949 11 03 srm0635cristiannnnnnnnnn89% (9)
- Standard SDocumento7 páginasStandard SMohan Kumar67% (3)
- Water PumpsDocumento42 páginasWater PumpsArimbi GembiekAinda não há avaliações
- Final Standerization of All Committee 02062016Documento6 páginasFinal Standerization of All Committee 02062016pramod_jvAinda não há avaliações
- Practice Exam With Answers PDFDocumento38 páginasPractice Exam With Answers PDFPaigeAinda não há avaliações
- GP170101 Firefighting Equipment PDFDocumento26 páginasGP170101 Firefighting Equipment PDFegfernandez21Ainda não há avaliações