Você também pode gostar
- Ammonia Plant Design For 1 MtpaDocumento43 páginasAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Flight Data RecorderDocumento14 páginasFlight Data RecorderZakyKikyAinda não há avaliações
- CHE 322 - Gaseous Fuel ProblemsDocumento26 páginasCHE 322 - Gaseous Fuel ProblemsDanice LunaAinda não há avaliações
- 3 Thermochemistry of Fuel-Air MixturesDocumento86 páginas3 Thermochemistry of Fuel-Air MixturesArsalan Ahmad100% (1)
- Thermodynamic Relations - Applications - v44 - P4Documento40 páginasThermodynamic Relations - Applications - v44 - P4Santiago Cardona ArroyaveAinda não há avaliações
- GasificationDocumento24 páginasGasificationJamilu SalihuAinda não há avaliações
- 4470 Lecture 3 2013Documento24 páginas4470 Lecture 3 2013Immortal BeverAinda não há avaliações
- Boiler Efficiency Calculations - FinalDocumento50 páginasBoiler Efficiency Calculations - FinalDilip MishraAinda não há avaliações
- (Supercritical Unit) Date: 02.05.2011: 1 X 660 MW TPP For Visa Power Limited at RaigarhDocumento4 páginas(Supercritical Unit) Date: 02.05.2011: 1 X 660 MW TPP For Visa Power Limited at RaigarhirfanAinda não há avaliações
- Boiler - Efficiency - Calculations - Final - (2) SACDocumento53 páginasBoiler - Efficiency - Calculations - Final - (2) SACdineshkbunker08Ainda não há avaliações
- 05 CombustionDocumento15 páginas05 CombustionMKPashaPasha100% (1)
- Presentasi Tugas Umum KMI FixDocumento58 páginasPresentasi Tugas Umum KMI Fixcapriany elikaAinda não há avaliações
- M.B Chapter 11-2Documento27 páginasM.B Chapter 11-2Noraiz Fozan KambohAinda não há avaliações
- Lecture 39Documento8 páginasLecture 39MichealAinda não há avaliações
- 1711910Documento11 páginas1711910hamza A.laftaAinda não há avaliações
- Ex: # 01: A Sample of Dry Anthracite Has The Following: 44kg CODocumento12 páginasEx: # 01: A Sample of Dry Anthracite Has The Following: 44kg COnicoolAinda não há avaliações
- Ch. 14 Answer Key 2012Documento11 páginasCh. 14 Answer Key 2012tmtennisAinda não há avaliações
- AweweDocumento7 páginasAweweMark Kervin AbuAinda não há avaliações
- Experiment - 7: Aim: Sizing of Pressure VesselDocumento5 páginasExperiment - 7: Aim: Sizing of Pressure VesselHomesick TutorsAinda não há avaliações
- 1 L1 Unit1-GP-3Documento4 páginas1 L1 Unit1-GP-3Nursan Septhyani SaenNichanAinda não há avaliações
- Bustion Calculations Complete FileDocumento18 páginasBustion Calculations Complete FileMuhammad Irfan MalikAinda não há avaliações
- Sap-2 Material Balance: Basis: Unit Hour of ProductionDocumento17 páginasSap-2 Material Balance: Basis: Unit Hour of ProductionNandha KumarAinda não há avaliações
- Unit 42: Heat Transfer and Combustion: Unit Code: K/601/1443 QCF Level: 5 Credit Value: 15Documento20 páginasUnit 42: Heat Transfer and Combustion: Unit Code: K/601/1443 QCF Level: 5 Credit Value: 15david19890109Ainda não há avaliações
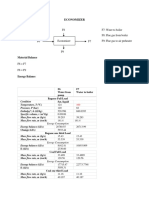
- Economize R 3 TrialDocumento19 páginasEconomize R 3 TrialNitish AmnerkarAinda não há avaliações
- Mass ConverterDocumento18 páginasMass ConverterDinesh CR7Ainda não há avaliações
- 3-3. Material and Energy Balance:: AssumptionsDocumento55 páginas3-3. Material and Energy Balance:: AssumptionsbommaAinda não há avaliações
- M N M M N MDocumento2 páginasM N M M N MabhiAinda não há avaliações
- Combustion - Applied Thermodynamics 2021Documento84 páginasCombustion - Applied Thermodynamics 2021Auto Veteran100% (1)
- Pyrotechnic Worksheet 5: Test TitleDocumento13 páginasPyrotechnic Worksheet 5: Test TitlesabetAinda não há avaliações
- Tugas Analisis Sistem ThermalDocumento4 páginasTugas Analisis Sistem ThermalAisyah NandanitaAinda não há avaliações
- 08 - Overall Material Balance (p19 DistillationDocumento29 páginas08 - Overall Material Balance (p19 DistillationANGELA RIOJAAinda não há avaliações
- Copy of Model Calculation NKarthickDocumento22 páginasCopy of Model Calculation NKarthickHsein WangAinda não há avaliações
- 05-Chem Eng Tools 2016Documento11 páginas05-Chem Eng Tools 2016Hazel Raditya MizumareruAinda não há avaliações
- Arthur P.tonggiro - l2c008017 - Lampiran Perhitungan (Furnace 011 f101 A)Documento9 páginasArthur P.tonggiro - l2c008017 - Lampiran Perhitungan (Furnace 011 f101 A)Jenifer Oktriana TonggiroAinda não há avaliações
- A Cylindrical Oil Tank 2Documento6 páginasA Cylindrical Oil Tank 2Nivek Ko Sa AresAinda não há avaliações
- Bab 3 Behavior of Ideal GasDocumento12 páginasBab 3 Behavior of Ideal GasYosua Ferian OlgaAinda não há avaliações
- University Questions (Two Marks With Answers)Documento17 páginasUniversity Questions (Two Marks With Answers)Uad100% (3)
- 05-Chem Eng Tools 2016Documento11 páginas05-Chem Eng Tools 2016arif thoha bariklanaAinda não há avaliações
- Methanol SynthesisDocumento2 páginasMethanol Synthesischinnadche95158Ainda não há avaliações
- Mass BalanceDocumento20 páginasMass BalanceBhaskar BethiAinda não há avaliações
- Task 3 and 4Documento8 páginasTask 3 and 4tlsandiaaaAinda não há avaliações
- CHE 322 - Gaseous Fuel Problems PDFDocumento26 páginasCHE 322 - Gaseous Fuel Problems PDFDanice LunaAinda não há avaliações
- Neraca Massa AmmoniakDocumento10 páginasNeraca Massa AmmoniakMuhammad FadilAinda não há avaliações
- 64788Documento35 páginas64788ghatak2100% (1)
- Activated Carbon From Agave Bagasse - 2Documento13 páginasActivated Carbon From Agave Bagasse - 2Ian GuerreroAinda não há avaliações
- Thermodynamics Tutorial No.8 Combustion of Fuels: - Let's Start by Revising The BasicsDocumento25 páginasThermodynamics Tutorial No.8 Combustion of Fuels: - Let's Start by Revising The BasicsKEVIN JOE PEREZ ASENCIOS100% (1)
- Combustion1 PDFDocumento515 páginasCombustion1 PDFcynaidu100% (1)
- 5.1 Combustion of OilDocumento6 páginas5.1 Combustion of Oilkcp1986Ainda não há avaliações
- Lec 6 Combustion of Liquid and Solid FuelsDocumento51 páginasLec 6 Combustion of Liquid and Solid FuelsEli EliAinda não há avaliações
- Mass Balance With ExcelDocumento22 páginasMass Balance With ExcelGarcia RaphAinda não há avaliações
- Combustion of Fossil FuelsDocumento5 páginasCombustion of Fossil FuelsRahul ChandrawarAinda não há avaliações
- CO2 Plant DesignDocumento12 páginasCO2 Plant DesignOmprakaash MokideAinda não há avaliações
- Environmental Product Declaration: Protect Protective Relays SPACOM 100 SeriesDocumento4 páginasEnvironmental Product Declaration: Protect Protective Relays SPACOM 100 Seriesss subramanyamAinda não há avaliações
- Chapter 5: Fuels and Combustion: ProblemsDocumento21 páginasChapter 5: Fuels and Combustion: ProblemsJonasAinda não há avaliações
- Book 3Documento21 páginasBook 3Mequanint DemekeAinda não há avaliações
- Sample Computation For Boiler EfficiencyDocumento6 páginasSample Computation For Boiler Efficiencyra_tagolimotAinda não há avaliações
- Heat CalcDocumento7 páginasHeat CalcasdfghjkAinda não há avaliações
- Esercizi Tipo Esame 13-01-2022Documento15 páginasEsercizi Tipo Esame 13-01-2022armanjeffryAinda não há avaliações
- 5 Shortcut Distillation Distillation ChemcadDocumento25 páginas5 Shortcut Distillation Distillation ChemcadGianmarco CAAinda não há avaliações
- Physical Organic Chemistry — 3: Plenary Lectures Presented at the Third IUPAC Conference on Physical Organic Chemistry, Montpellier, France, 6 - 10 September, 1976No EverandPhysical Organic Chemistry — 3: Plenary Lectures Presented at the Third IUPAC Conference on Physical Organic Chemistry, Montpellier, France, 6 - 10 September, 1976A. FruchierAinda não há avaliações
- Ahrs OperationDocumento2 páginasAhrs OperationZakyKikyAinda não há avaliações
- Lec 10Documento18 páginasLec 10Phan Nguyen TraAinda não há avaliações
- Tugas Matematika Rekayasa IDocumento4 páginasTugas Matematika Rekayasa IZakyKikyAinda não há avaliações
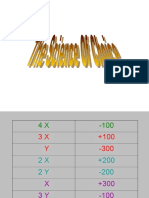
- Xyz GameDocumento2 páginasXyz GameZakyKikyAinda não há avaliações
- Gone FishingDocumento2 páginasGone FishingZakyKikyAinda não há avaliações
- Equation Thermal Diesel CycleDocumento2 páginasEquation Thermal Diesel CycleZakyKikyAinda não há avaliações
- Focused - GameDocumento1 páginaFocused - GameZakyKikyAinda não há avaliações
- Risks and Safety Measures Intig Welding ProcessDocumento5 páginasRisks and Safety Measures Intig Welding ProcessSeminarski radoviAinda não há avaliações
- Cambridge IGCSE™: Chemistry 0620/52Documento8 páginasCambridge IGCSE™: Chemistry 0620/52Sridharan VijayalakshmiAinda não há avaliações
- D 6060 PDFDocumento6 páginasD 6060 PDFHossam A.MoneimAinda não há avaliações
- ChemistryDocumento4 páginasChemistryMalik Ameer Hamza BalochAinda não há avaliações
- Atomic ModelsDocumento13 páginasAtomic Modelsmax mishraAinda não há avaliações
- Toluene BenzeneDocumento20 páginasToluene BenzeneZarin ZahurinAinda não há avaliações
- Lesson 1: Basic Terminology and ConceptsDocumento160 páginasLesson 1: Basic Terminology and Conceptsdiala alazraiAinda não há avaliações
- MSC Project1Documento5 páginasMSC Project1Raef kobeissiAinda não há avaliações
- 1 Metallography Lab SheetDocumento5 páginas1 Metallography Lab SheetAlexAinda não há avaliações
- 5 Chapter 4Documento15 páginas5 Chapter 4azizAinda não há avaliações
- Safety Data Sheet Isopropanol: Revision Date 13-MAR-2013 Revision Rev 02: 0717Documento7 páginasSafety Data Sheet Isopropanol: Revision Date 13-MAR-2013 Revision Rev 02: 0717Mutiara AdzaniAinda não há avaliações
- Hladnjaca DefrostingDocumento6 páginasHladnjaca DefrostingDzana KadricAinda não há avaliações
- Dinemics MCQ - 2Documento13 páginasDinemics MCQ - 2MUHAMMAD BILLAL HOSSAINAinda não há avaliações
- Reniso Triton - FispqDocumento10 páginasReniso Triton - FispqJp PracianoAinda não há avaliações
- 108 Chapter 3 StoichiometryDocumento29 páginas108 Chapter 3 Stoichiometryzabdullahstud1Ainda não há avaliações
- Physics HL p2Documento415 páginasPhysics HL p22025snehithAinda não há avaliações
- Experiment 6Documento6 páginasExperiment 6Mama ChoiiAinda não há avaliações
- Screw Compressors ReviewDocumento19 páginasScrew Compressors ReviewCarlos Maldonado AlmeidaAinda não há avaliações
- Id Technik Cable ClampsDocumento47 páginasId Technik Cable Clampsdiegofer1Ainda não há avaliações
- Hydraulic Components and Systems (2012)Documento203 páginasHydraulic Components and Systems (2012)bach.leconmeomapAinda não há avaliações
- An Introduction of Hydrogen BondingDocumento31 páginasAn Introduction of Hydrogen BondingamitkmkuAinda não há avaliações
- Qian, Hrnjak - Void Fraction Measurement and Flow Regimes Visualization of R134a in Horizontal and Vertical ID 7 MM Circular Tubes PDFDocumento41 páginasQian, Hrnjak - Void Fraction Measurement and Flow Regimes Visualization of R134a in Horizontal and Vertical ID 7 MM Circular Tubes PDFHanim BasarudinAinda não há avaliações
- HND FluidsDocumento9 páginasHND Fluidsa2ruedasAinda não há avaliações
- GO 4 Preparation of Carboxylic AcidDocumento18 páginasGO 4 Preparation of Carboxylic AcidcikaifaAinda não há avaliações
- BOSH Lecture 4 - Industrial HygieneDocumento72 páginasBOSH Lecture 4 - Industrial HygieneVitaliana VillaverdeAinda não há avaliações
- Detailed Lesson Plan in Science 5 (Series Circuit)Documento12 páginasDetailed Lesson Plan in Science 5 (Series Circuit)Shiella Mae Olermo Cardona100% (2)
- Journal of Physics & AstronomyDocumento12 páginasJournal of Physics & Astronomysnigdha shromaAinda não há avaliações
- EJ 4131 Revised Manuscript FDocumento14 páginasEJ 4131 Revised Manuscript FSantiago GaitanAinda não há avaliações