Você também pode gostar
- 10 Basic Fact About ClinkerDocumento52 páginas10 Basic Fact About ClinkermngyooAinda não há avaliações
- 681 WalkerDocumento16 páginas681 WalkerTrisno WasitoAinda não há avaliações
- Machine Rates MIRDC FacilitiesDocumento6 páginasMachine Rates MIRDC FacilitiesEfren CamposagradoAinda não há avaliações
- Fire Castable (HACT-180S-250t) at Nozzle Burner (Old Material)Documento2 páginasFire Castable (HACT-180S-250t) at Nozzle Burner (Old Material)มิตร อันมาAinda não há avaliações
- Distance From Addis Ababa (Capital), KMDocumento21 páginasDistance From Addis Ababa (Capital), KMThaigroup CementAinda não há avaliações
- Fire Extinguisher DetailsDocumento4 páginasFire Extinguisher DetailspruthviAinda não há avaliações
- Development of 30Kg Crucible Furnace: BY Ore-Aruwaji Oluwaseyi 13/ENG06/027 Supervised by Engr. Dr. A. O. AdeoduDocumento15 páginasDevelopment of 30Kg Crucible Furnace: BY Ore-Aruwaji Oluwaseyi 13/ENG06/027 Supervised by Engr. Dr. A. O. AdeoduVictor ImehAinda não há avaliações
- Pellet Boiler PelTec Lambda Installation Use MaintenanceDocumento48 páginasPellet Boiler PelTec Lambda Installation Use Maintenancel_godefroy8008Ainda não há avaliações
- Maxtherm - MSR-MSF Range BoilersDocumento4 páginasMaxtherm - MSR-MSF Range BoilersAbishekh SekharAinda não há avaliações
- Heat Exchanger RatingDocumento10 páginasHeat Exchanger RatingAnand BhiseAinda não há avaliações
- 01 10basicfactsCKenglDocumento52 páginas01 10basicfactsCKenglmahmoud13Ainda não há avaliações
- Industrial Heating - FurnacesDocumento45 páginasIndustrial Heating - FurnacesapitbhuAinda não há avaliações
- Blast Furnace Presentation Ver1Documento39 páginasBlast Furnace Presentation Ver1abhijit kumarAinda não há avaliações
- Latest Design of ChimneysDocumento2 páginasLatest Design of ChimneysHussam Udein0% (1)
- Latest Design of ChimneysDocumento5 páginasLatest Design of ChimneysROGER CH0% (1)
- Metal Mining Field TripDocumento20 páginasMetal Mining Field Tripvictory shahbazAinda não há avaliações
- Distance From Addis Ababa (Capital), KM Installed Clinker Capacity (TPD) Operation CommencementDocumento21 páginasDistance From Addis Ababa (Capital), KM Installed Clinker Capacity (TPD) Operation CommencementDuabelasyusufAinda não há avaliações
- CTO CompressedDocumento19 páginasCTO CompressedSuryakanta PradhanAinda não há avaliações
- Decoking TechniquesDocumento8 páginasDecoking Techniquesah.elmagrabyAinda não há avaliações
- Ratiometric BurnersDocumento4 páginasRatiometric BurnersAli ZafarAinda não há avaliações
- DS L275eDocumento2 páginasDS L275edespadaAinda não há avaliações
- Split CasingDocumento2 páginasSplit CasingGaurav NarulaAinda não há avaliações
- Use of Pet CokeDocumento10 páginasUse of Pet CokeNilesh OswalAinda não há avaliações
- Burner Control PDFDocumento23 páginasBurner Control PDFJunaid Mazhar100% (1)
- CPM Magnacut - Technical Data: Your in Specialty MetalsDocumento2 páginasCPM Magnacut - Technical Data: Your in Specialty MetalscpAinda não há avaliações
- Flame Cutting.: Effective and Efficient With AcetyleneDocumento8 páginasFlame Cutting.: Effective and Efficient With AcetyleneLaurentiu ZgripceaAinda não há avaliações
- Ceralin: Bharat Heavy Electricals LimitedDocumento6 páginasCeralin: Bharat Heavy Electricals LimitedgnkameshAinda não há avaliações
- ● Котли на пелети и биомаса Pasqualicchio (Италия) Автоматизиран пелетен котел CS MARINADocumento4 páginas● Котли на пелети и биомаса Pasqualicchio (Италия) Автоматизиран пелетен котел CS MARINATeto ScheduleAinda não há avaliações
- MHPS New Solution ServiceDocumento27 páginasMHPS New Solution ServiceSteve WanAinda não há avaliações
- Epcb High Efficiency Automatic PLC Control Diesel Oil Natural Gas Steam Generator - China Steam Genrator and Diesel Oil Steam GeneratorDocumento9 páginasEpcb High Efficiency Automatic PLC Control Diesel Oil Natural Gas Steam Generator - China Steam Genrator and Diesel Oil Steam GeneratorkrayAinda não há avaliações
- Colmonoy: Colmonoy 88 Extends Wear of Parts, Components, and Equipment in A Variety of IndustriesDocumento3 páginasColmonoy: Colmonoy 88 Extends Wear of Parts, Components, and Equipment in A Variety of IndustriesgersomAinda não há avaliações
- Coal Handling and Burning SystemDocumento25 páginasCoal Handling and Burning SystemDhairyaa PandyaAinda não há avaliações
- Professional Charges Billing Total Profesional Exp Gasoline & Other Withholding 10% Bank Pay Cheque Required 508,872.70Documento34 páginasProfessional Charges Billing Total Profesional Exp Gasoline & Other Withholding 10% Bank Pay Cheque Required 508,872.70Shailesh BhideAinda não há avaliações
- Fire Protection and Suppression System Prices in The Philippines - PHILCON PRICESDocumento4 páginasFire Protection and Suppression System Prices in The Philippines - PHILCON PRICESGueanne Consolacion100% (1)
- Resources Schedule Residential Building For Engr Emmanuel 2 VersDocumento21 páginasResources Schedule Residential Building For Engr Emmanuel 2 VersLil dexterAinda não há avaliações
- Bomba KSB Etablock y Etaline SYDocumento4 páginasBomba KSB Etablock y Etaline SYParis AnabelAinda não há avaliações
- Kiln ChemistryDocumento6 páginasKiln ChemistryOrane DrakeAinda não há avaliações
- Shortcut Heat Exchanger Sizing: ChecalcDocumento4 páginasShortcut Heat Exchanger Sizing: ChecalcSeptian FirdausAinda não há avaliações
- Journal Pone 0074403 s001Documento3 páginasJournal Pone 0074403 s001Sunday PaulAinda não há avaliações
- Fire Load CalculationDocumento8 páginasFire Load Calculationtribhuvan ShankarAinda não há avaliações
- Cost Comparison Between Foundry ProcessesDocumento1 páginaCost Comparison Between Foundry ProcessesSiraj PatelAinda não há avaliações
- Bars and Wire Rods PDFDocumento32 páginasBars and Wire Rods PDFhorascanmanAinda não há avaliações
- VSP - Additional Garbage Room Lighting CO - SignedDocumento6 páginasVSP - Additional Garbage Room Lighting CO - SignedPrecious EscarezAinda não há avaliações
- Apm Tubes Catalogue PDFDocumento28 páginasApm Tubes Catalogue PDFMayank AgarwalAinda não há avaliações
- Spilling PDFDocumento15 páginasSpilling PDFabetlejAinda não há avaliações
- Aditya Tech Diary PDFDocumento155 páginasAditya Tech Diary PDFSiddhant Satpathy100% (1)
- C95500 ASTM - Nickel Aluminum BronzeDocumento2 páginasC95500 ASTM - Nickel Aluminum BronzethuykvAinda não há avaliações
- ÉSECÈ Group - Hot Water BOILER - Trysan ENGDocumento8 páginasÉSECÈ Group - Hot Water BOILER - Trysan ENGDiego Otero RodríguezAinda não há avaliações
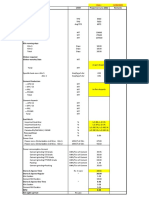
- Plant Performance ReportDocumento2 páginasPlant Performance ReportUsman ZafarAinda não há avaliações
- Sga - TK Steam Balance: and ForDocumento9 páginasSga - TK Steam Balance: and ForThiet PhamAinda não há avaliações
- Nickel Aluminium Bronce SB-148 C95800Documento2 páginasNickel Aluminium Bronce SB-148 C95800matteo_1234Ainda não há avaliações
- Review PPT FinalDocumento35 páginasReview PPT FinalSri NivasAinda não há avaliações
- Waferline Equipment List: Polysilicon To WafersDocumento6 páginasWaferline Equipment List: Polysilicon To Wafersindian21rAinda não há avaliações
- Martempering of Steel ASM Vol. 4Documento6 páginasMartempering of Steel ASM Vol. 4GODILAinda não há avaliações
- Weekly Planning June W3-22Documento2 páginasWeekly Planning June W3-22anurag soniAinda não há avaliações
- Sl. No. Vendor Name Contact Details Item Description Area (m2) 1 Lloyd Insulations (India) LTD Equipments Temp (Degc)Documento13 páginasSl. No. Vendor Name Contact Details Item Description Area (m2) 1 Lloyd Insulations (India) LTD Equipments Temp (Degc)JKKAinda não há avaliações
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNo EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNota: 5 de 5 estrelas5/5 (1)
- Handbook of Heating, Ventilating and Air ConditioningNo EverandHandbook of Heating, Ventilating and Air ConditioningNota: 4 de 5 estrelas4/5 (6)
- Ni-Cd Batteries: Lce/Lbe MC/MB HC/HBDocumento2 páginasNi-Cd Batteries: Lce/Lbe MC/MB HC/HBJin HernAinda não há avaliações
- MHPSDocumento2 páginasMHPSJin HernAinda não há avaliações
- 61120-0011-2 REV.0 DescriptionDocumento19 páginas61120-0011-2 REV.0 DescriptionJin HernAinda não há avaliações
- 0 Mitsubishi Heavy Industries, LTD.: Drawing ListDocumento3 páginas0 Mitsubishi Heavy Industries, LTD.: Drawing ListJin HernAinda não há avaliações
- Guodian Taizhou Power Plant / Boiler 61120-1002 Rev. 0Documento2 páginasGuodian Taizhou Power Plant / Boiler 61120-1002 Rev. 0Jin HernAinda não há avaliações
- Mitsubishi Heavy Industries, LTD.: Plan RecordDocumento2 páginasMitsubishi Heavy Industries, LTD.: Plan RecordJin HernAinda não há avaliações
- General: Guodian Taizhou Power Plant / Boiler 07457/07458 61120-0011-1 Rev. 0Documento19 páginasGeneral: Guodian Taizhou Power Plant / Boiler 07457/07458 61120-0011-1 Rev. 0Jin HernAinda não há avaliações
- 61120-0011-1 Cover SheetDocumento2 páginas61120-0011-1 Cover SheetJin HernAinda não há avaliações
- Seismic Force CANADA Code - CNBC2005-V421Documento7 páginasSeismic Force CANADA Code - CNBC2005-V421Niko NištićAinda não há avaliações
- Key Features Boilermaker Proven, Legendary ReliabilityDocumento2 páginasKey Features Boilermaker Proven, Legendary ReliabilityManuel Cantoral CortazarAinda não há avaliações
- AY 2015-16cvbbnjDocumento245 páginasAY 2015-16cvbbnjSyed Abdul AzizAinda não há avaliações
- Manual Aspire 5551Documento210 páginasManual Aspire 5551Arnaud NetoAinda não há avaliações
- Use of Multimeter TextDocumento76 páginasUse of Multimeter Textprueba1100% (2)
- Clutch ListDocumento42 páginasClutch ListAnkan MitraAinda não há avaliações
- Operating System Concepts 8th Edition Chapter 1 SummaryDocumento2 páginasOperating System Concepts 8th Edition Chapter 1 SummaryAlfred Fred100% (1)
- KEDDCO BinderDocumento74 páginasKEDDCO BinderWillian FigueroaAinda não há avaliações
- 91 194 DCDocumento57 páginas91 194 DCGusdeluxeAinda não há avaliações
- AKSML 230 - 33 KV - Sheet1Documento2 páginasAKSML 230 - 33 KV - Sheet1Arif HossenAinda não há avaliações
- OML Section CDocumento3 páginasOML Section Cمهند ستارAinda não há avaliações
- 462116-01 AA - 1510 Excel ESI Command Codes Addendum - 10 Feb 2009Documento103 páginas462116-01 AA - 1510 Excel ESI Command Codes Addendum - 10 Feb 2009quyenducqdc100% (1)
- AÇO - DIN17100 St52-3Documento1 páginaAÇO - DIN17100 St52-3Paulo Henrique NascimentoAinda não há avaliações
- Procurement Guideline For ATL SchoolsDocumento4 páginasProcurement Guideline For ATL SchoolsManKapAinda não há avaliações
- Imp For As400Documento21 páginasImp For As400Dinesh ChaudhariAinda não há avaliações
- CPU SchedulingDocumento30 páginasCPU SchedulingHarsha OjhaAinda não há avaliações
- Bloor Research On Data MigrationDocumento13 páginasBloor Research On Data MigrationivahdamAinda não há avaliações
- Aerospace MaterialsDocumento68 páginasAerospace MaterialsAykut Üçtepe100% (1)
- IMDSDocumento13 páginasIMDSJohn OoAinda não há avaliações
- 1st Indian Near Surface Geophysics BrochureDocumento4 páginas1st Indian Near Surface Geophysics BrochureAdarsh TanejaAinda não há avaliações
- Java SampleExamQuestionsDocumento18 páginasJava SampleExamQuestionshmasryAinda não há avaliações
- Production ManagementDocumento81 páginasProduction ManagementrrathoreAinda não há avaliações
- Pile Foundations in Engineering Practice by S - by Civildatas - Blogspot.inDocumento784 páginasPile Foundations in Engineering Practice by S - by Civildatas - Blogspot.inTatiana RodríguezAinda não há avaliações
- Exception Handling Notes For Vtu StudentsDocumento42 páginasException Handling Notes For Vtu StudentshelloAinda não há avaliações
- Códigos de Falhas Hyundai R3607ADocumento13 páginasCódigos de Falhas Hyundai R3607AGuemep GuemepAinda não há avaliações
- Motherboard Specifications, K8N8X-LA (Diablo) HP Pavilion T650.be Desktop PC - HP Customer Care (United States - English)Documento5 páginasMotherboard Specifications, K8N8X-LA (Diablo) HP Pavilion T650.be Desktop PC - HP Customer Care (United States - English)jpntjpntAinda não há avaliações
- Specific Gravity 20mmDocumento4 páginasSpecific Gravity 20mmIsaiahogedaAinda não há avaliações
- PSC Girder MethodologyDocumento12 páginasPSC Girder MethodologySaurabh KumarAinda não há avaliações
- Cfw300 Manual 1Documento124 páginasCfw300 Manual 1maurilioAinda não há avaliações
- Vem BrochureDocumento8 páginasVem BrochureVamshi Krishnam Raju NadimpalliAinda não há avaliações