Você também pode gostar
- RESUME Roslan Salleh Kinsa PDFDocumento11 páginasRESUME Roslan Salleh Kinsa PDFJolito RamosAinda não há avaliações
- Cold Pilger Rolling - Part Two - KEY To METALS ArticleDocumento2 páginasCold Pilger Rolling - Part Two - KEY To METALS Articlekumarpankaj030Ainda não há avaliações
- Titanium Erosion in Urea Strippers & Emerging TechnologiesDocumento19 páginasTitanium Erosion in Urea Strippers & Emerging Technologiesalimirpur100% (1)
- The Nelson DiagramDocumento1 páginaThe Nelson DiagramAsad Bin Ala QatariAinda não há avaliações
- 38DLPlus Training Power PointDocumento236 páginas38DLPlus Training Power PointAndrésDamiánVallejoAinda não há avaliações
- D A42 1362 0001J 17 Isometric ExtractedDocumento3 páginasD A42 1362 0001J 17 Isometric ExtractedAnhNtCaoAinda não há avaliações
- Homework 4 SolutionsDocumento7 páginasHomework 4 Solutionscalebgriffin31Ainda não há avaliações
- Cold Pilger Rolling - Part One - KEY To METALS ArticleDocumento3 páginasCold Pilger Rolling - Part One - KEY To METALS Articlekumarpankaj030Ainda não há avaliações
- Waterside Scaling Deposition and Corrosion in Steam Generators PDFDocumento19 páginasWaterside Scaling Deposition and Corrosion in Steam Generators PDFking1qAinda não há avaliações
- SG Tube Inspection TechnologyDocumento9 páginasSG Tube Inspection TechnologyWaqasAinda não há avaliações
- Plant DataDocumento34 páginasPlant Datahareesh babuAinda não há avaliações
- Procedure Demonstration RecordDocumento5 páginasProcedure Demonstration RecordSantanu SahaAinda não há avaliações
- Pipe Wall Thickness Calculations: Burnex Burner HeadDocumento16 páginasPipe Wall Thickness Calculations: Burnex Burner Headpramodptvpm_65797156Ainda não há avaliações
- The Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuDocumento9 páginasThe Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuSamuel JohnAinda não há avaliações
- Tracerco Diagnostics ScanDocumento15 páginasTracerco Diagnostics ScanMiki Jaksic100% (1)
- Typical Specification For Steam Surface Condensers Appendix ADocumento5 páginasTypical Specification For Steam Surface Condensers Appendix Ahappale2002Ainda não há avaliações
- Presentation ON Nuclear Power Plant: Presented by Saima Shafi Roll No 15 InfrastructureDocumento33 páginasPresentation ON Nuclear Power Plant: Presented by Saima Shafi Roll No 15 InfrastructureSsaaiimmaa SshhaaffiiAinda não há avaliações
- GT11N2 Gas Turbine in IranDocumento4 páginasGT11N2 Gas Turbine in IranMohammad Bahreini100% (1)
- Phased Array Lab ExercisesDocumento28 páginasPhased Array Lab Exercisesnathaniel ekaikoAinda não há avaliações
- Asmi Code DescriptionDocumento3 páginasAsmi Code DescriptionMilind GaikwadAinda não há avaliações
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesDocumento21 páginasFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikAinda não há avaliações
- Question of MPI Module 1 To 4Documento11 páginasQuestion of MPI Module 1 To 4Tarek YehiaAinda não há avaliações
- Eddy Current TechnologyDocumento17 páginasEddy Current Technologyrane_lingAinda não há avaliações
- PC 2569 Apcomin Industrial Rozc PrimerDocumento3 páginasPC 2569 Apcomin Industrial Rozc PrimerAshishKumar RavalAinda não há avaliações
- Penetrants TESTINGDocumento86 páginasPenetrants TESTINGsankaran_muthukumarAinda não há avaliações
- ASMEDocumento25 páginasASMEAnonymous bENWheBAinda não há avaliações
- Iris WP220 PDFDocumento1 páginaIris WP220 PDFvikramAinda não há avaliações
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocumento10 páginasCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rAinda não há avaliações
- Alloys and Phase RuleDocumento12 páginasAlloys and Phase RuleViswa NathanAinda não há avaliações
- Lect 3Documento43 páginasLect 3Mahesh KumarAinda não há avaliações
- Sru Europeansite9 WasteheatboilertubefailureDocumento1 páginaSru Europeansite9 Wasteheatboilertubefailureabidhussain470Ainda não há avaliações
- Ethylene Dichloride (Edc) / Vinyl Chloride Monomer (VCM) : Customer Process BrochureDocumento4 páginasEthylene Dichloride (Edc) / Vinyl Chloride Monomer (VCM) : Customer Process Brochurerkapoor584199Ainda não há avaliações
- The Role Stainless Steel in Industrial Heat ExchangersDocumento46 páginasThe Role Stainless Steel in Industrial Heat ExchangerswholenumberAinda não há avaliações
- Lloyd S Register NBIC Part 3 2017 Edition Key ChangesDocumento21 páginasLloyd S Register NBIC Part 3 2017 Edition Key ChangessreekanthsreedharaAinda não há avaliações
- Tribhuwan University: Thapathali CampusDocumento53 páginasTribhuwan University: Thapathali CampusBhim Narayan Kanwar100% (1)
- High Voltage Porosity2Documento14 páginasHigh Voltage Porosity2Alejandro EstremadoyroAinda não há avaliações
- B31 Case 181Documento8 páginasB31 Case 181새한검사부경출장소Ainda não há avaliações
- Fire in Syn. Gas Line Due To Sockolet FailureDocumento9 páginasFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghAinda não há avaliações
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocumento6 páginasOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaAinda não há avaliações
- Lecture 16 Nitric Acid PDFDocumento11 páginasLecture 16 Nitric Acid PDFKuldeep Bhatt100% (1)
- Advanced Mass Transfer Assignment #1Documento4 páginasAdvanced Mass Transfer Assignment #1Penny GildoAinda não há avaliações
- Failure of PigtailsDocumento32 páginasFailure of Pigtailsbarry nancoo100% (1)
- Presentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDocumento22 páginasPresentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDARSHIL RAJPURAAinda não há avaliações
- Aiche-36-022Ammonia Converter-Ll Outlet LinesDocumento16 páginasAiche-36-022Ammonia Converter-Ll Outlet LinesHsein WangAinda não há avaliações
- Weld Cracks in An Ammonia Converter: James D. CampbellDocumento6 páginasWeld Cracks in An Ammonia Converter: James D. Campbellvaratharajan g rAinda não há avaliações
- Corrosion Evaluation of Reboiler Tube PDFDocumento11 páginasCorrosion Evaluation of Reboiler Tube PDFOwais MalikAinda não há avaliações
- Phased Array CiorauDocumento9 páginasPhased Array Ciorausolrac4371Ainda não há avaliações
- Syn Converter NitridingDocumento10 páginasSyn Converter NitridingGaurav GuptaAinda não há avaliações
- ASME P-NumbersDocumento9 páginasASME P-NumbersAamer MohammedAinda não há avaliações
- Process Equipment Design Chapter 4 - Pressure Vessel Part 2Documento84 páginasProcess Equipment Design Chapter 4 - Pressure Vessel Part 2Naresh GanisonAinda não há avaliações
- Heat Exchanger (New)Documento38 páginasHeat Exchanger (New)Rochie DiezAinda não há avaliações
- Boiler Efficiency PresentationDocumento13 páginasBoiler Efficiency PresentationAhmad Sabree Abdul BasitAinda não há avaliações
- Presentation For API 934FDocumento22 páginasPresentation For API 934FandreahankAinda não há avaliações
- GFS Gasket Guide 2020Documento28 páginasGFS Gasket Guide 2020fendi zulfiantoAinda não há avaliações
- Standard Guide For Acoustic Emission System Performance VerificationDocumento5 páginasStandard Guide For Acoustic Emission System Performance VerificationArpan NandyAinda não há avaliações
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- Corrosion Failures: Theory, Case Studies, and SolutionsNo EverandCorrosion Failures: Theory, Case Studies, and SolutionsAinda não há avaliações
- Gambar Listrik CilacapDocumento10 páginasGambar Listrik CilacapDanang RizkiAinda não há avaliações
- Allowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low AlloyDocumento3 páginasAllowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low Alloymechengg01100% (1)
- AD 2000 Shell Under External PressureDocumento3 páginasAD 2000 Shell Under External Pressuremechengg01100% (1)
- AD 2000 Shell Under Intenal PressureDocumento2 páginasAD 2000 Shell Under Intenal Pressuremechengg01Ainda não há avaliações
- AD 2000 Head Under Intenal PressureDocumento3 páginasAD 2000 Head Under Intenal Pressuremechengg01Ainda não há avaliações
- AD 2000 Head Under Extenal PressureDocumento2 páginasAD 2000 Head Under Extenal Pressuremechengg01100% (1)
- AD 2000 Tubes Under Intenal PressureDocumento1 páginaAD 2000 Tubes Under Intenal Pressuremechengg01Ainda não há avaliações
- AD 2000 Flange Design Calculation DIN 2505Documento2 páginasAD 2000 Flange Design Calculation DIN 2505mechengg01100% (1)
- Batch Pan CalendriaDocumento10 páginasBatch Pan Calendriamechengg01Ainda não há avaliações
- XLR Shaft Weld Size CalculationDocumento1 páginaXLR Shaft Weld Size Calculationmechengg01Ainda não há avaliações
- Weight CalculationDocumento8 páginasWeight Calculationmechengg01Ainda não há avaliações
- SCP Feed Per Chamber CalculationDocumento2 páginasSCP Feed Per Chamber Calculationmechengg01Ainda não há avaliações
- Velocity & Pressure Drop CalculationDocumento2 páginasVelocity & Pressure Drop Calculationmechengg01Ainda não há avaliações
- Torispherical Head, Pressure On Convex SideDocumento3 páginasTorispherical Head, Pressure On Convex Sidemechengg01Ainda não há avaliações
- Calculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small DiameterDocumento1 páginaCalculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small Diametermechengg01Ainda não há avaliações
- What You Need To Know: High Blood CholesterolDocumento6 páginasWhat You Need To Know: High Blood CholesterolKhalilAinda não há avaliações
- Asme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5Documento22 páginasAsme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5mechengg01Ainda não há avaliações
- 101 Keyboard ShortcutsDocumento6 páginas101 Keyboard Shortcutslittle cute gurlz100% (4)
- Gas Cylinder RulesDocumento50 páginasGas Cylinder RulesSwaminathan GS100% (9)
- ASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5Documento3 páginasASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5mechengg01Ainda não há avaliações
- 101 Keyboard ShortcutsDocumento6 páginas101 Keyboard Shortcutslittle cute gurlz100% (4)
- Engineering Surface FinishDocumento15 páginasEngineering Surface Finishmechengg01Ainda não há avaliações
- Health TipsDocumento36 páginasHealth TipsAmit PandeyAinda não há avaliações
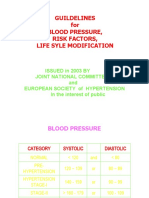
- Guildelines For Blood Pressure, Risk Factors, Life Syle ModificationDocumento12 páginasGuildelines For Blood Pressure, Risk Factors, Life Syle Modificationmechengg01Ainda não há avaliações
- 100 Ways To Live 100 YearsDocumento4 páginas100 Ways To Live 100 Yearsmechengg01Ainda não há avaliações
- 1300 Math Formulas - Alex SvirinDocumento338 páginas1300 Math Formulas - Alex SvirinMirnesAinda não há avaliações
- Body Language: Understanding Non-Verbal CommunicationDocumento4 páginasBody Language: Understanding Non-Verbal Communicationmechengg01Ainda não há avaliações
- 9833 8648 01 - Pocket Guide To Tightening TechniqueDocumento28 páginas9833 8648 01 - Pocket Guide To Tightening TechniqueAnonymous FZs3yBHh7Ainda não há avaliações
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocumento69 páginasLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01Ainda não há avaliações
- Welding Fabrication Drawing & Welding SymbolsDocumento11 páginasWelding Fabrication Drawing & Welding SymbolsTarkeshwar Sharma100% (1)
- FreeseDocumento15 páginasFreeseBrandon HaleAinda não há avaliações
- Saunders & Cornnet Solution Chapter 1 Part 1Documento5 páginasSaunders & Cornnet Solution Chapter 1 Part 1Mo AlamAinda não há avaliações
- Dial 1298 For Ambulance - HSBCDocumento22 páginasDial 1298 For Ambulance - HSBCDial1298forAmbulanceAinda não há avaliações
- OSX ExpoDocumento13 páginasOSX ExpoxolilevAinda não há avaliações
- Industrial RevolutionDocumento2 páginasIndustrial RevolutionDiana MariaAinda não há avaliações
- Ton Miles Calculation 1Documento17 páginasTon Miles Calculation 1Alexander Armando Clemente Andrade100% (1)
- Second Quarter Lesson 4Documento7 páginasSecond Quarter Lesson 4Jomarie PauleAinda não há avaliações
- Good Manufacturing Practices in Postharvest and Minimal Processing of Fruits and VegetablesDocumento40 páginasGood Manufacturing Practices in Postharvest and Minimal Processing of Fruits and Vegetablesmaya janiAinda não há avaliações
- Benson Ivor - The Zionist FactorDocumento234 páginasBenson Ivor - The Zionist Factorblago simeonov100% (1)
- Maharashtra State Board of Technical Education. Academic Monitoring Department ProfileDocumento14 páginasMaharashtra State Board of Technical Education. Academic Monitoring Department Profilevspd2010Ainda não há avaliações
- 11 - Chapter 3Documento27 páginas11 - Chapter 3sam000678Ainda não há avaliações
- Assignment On Porters Generic StrategiesDocumento12 páginasAssignment On Porters Generic StrategiesGeetinder Singh78% (9)
- Competent Testing Requirements As Per Factory ActDocumento3 páginasCompetent Testing Requirements As Per Factory Actamit_lunia100% (1)
- Abhishek Parmar: Personal DetailsDocumento2 páginasAbhishek Parmar: Personal DetailsabhishekparmarAinda não há avaliações
- NRNP PRAC 6665 and 6675 Focused SOAP Note ExemplarDocumento6 páginasNRNP PRAC 6665 and 6675 Focused SOAP Note ExemplarLogan ZaraAinda não há avaliações
- Homelite 18V Hedge Trimmer - UT31840 - Users ManualDocumento18 páginasHomelite 18V Hedge Trimmer - UT31840 - Users ManualgunterivAinda não há avaliações
- Proposal For A Working Procedure To Accurately Exchange Existing and New Calculated Protection Settings Between A TSO and Consulting CompaniesDocumento9 páginasProposal For A Working Procedure To Accurately Exchange Existing and New Calculated Protection Settings Between A TSO and Consulting CompaniesanonymAinda não há avaliações
- Test 4 MathDocumento15 páginasTest 4 MathYu ChenAinda não há avaliações
- University Grading System - VTUDocumento3 páginasUniversity Grading System - VTUmithilesh8144Ainda não há avaliações
- Important Instructions For Winter-2020 MCQ Based Online ExaminationDocumento1 páginaImportant Instructions For Winter-2020 MCQ Based Online Examinationdenoh32751Ainda não há avaliações
- AlligentDocumento44 páginasAlligentariAinda não há avaliações
- P4 Science Topical Questions Term 1Documento36 páginasP4 Science Topical Questions Term 1Sean Liam0% (1)
- Traulsen RHT-AHT Reach in Refrigerator WUT Glass DoorDocumento2 páginasTraulsen RHT-AHT Reach in Refrigerator WUT Glass Doorwsfc-ebayAinda não há avaliações
- Speaking Quý 1 2024Documento43 páginasSpeaking Quý 1 2024Khang HoàngAinda não há avaliações
- Coping Mechanism and Academic Performance Among FiDocumento14 páginasCoping Mechanism and Academic Performance Among FiMary Margaret MorillaAinda não há avaliações
- Grade 8 Least Mastered Competencies Sy 2020-2021: Handicraft Making Dressmaking CarpentryDocumento9 páginasGrade 8 Least Mastered Competencies Sy 2020-2021: Handicraft Making Dressmaking CarpentryHJ HJAinda não há avaliações
- 0801871441Documento398 páginas0801871441xLeelahx50% (2)
- First Semester-NOTESDocumento182 páginasFirst Semester-NOTESkalpanaAinda não há avaliações
- Subtotal Gastrectomy For Gastric CancerDocumento15 páginasSubtotal Gastrectomy For Gastric CancerRUBEN DARIO AGRESOTTAinda não há avaliações
- Recent Advances in Dielectric-Resonator Antenna TechnologyDocumento14 páginasRecent Advances in Dielectric-Resonator Antenna Technologymarceloassilva7992Ainda não há avaliações
- Norm ANSI PDFDocumento1 páginaNorm ANSI PDFAbdul Quddus Mat IsaAinda não há avaliações