Você também pode gostar
- Small Block Chevrolet: Stock and High-Performance RebuildsNo EverandSmall Block Chevrolet: Stock and High-Performance RebuildsNota: 4 de 5 estrelas4/5 (6)
- Chevy Differentials: How to Rebuild the 10- and 12-BoltNo EverandChevy Differentials: How to Rebuild the 10- and 12-BoltNota: 5 de 5 estrelas5/5 (8)
- Manual D398 CAT Ajustes EspecificacionesDocumento259 páginasManual D398 CAT Ajustes Especificacionescristian100% (5)
- Example Motor Repair ReportDocumento5 páginasExample Motor Repair ReportRameez Ali Faridi100% (4)
- Vibration in Pumps PDFDocumento5 páginasVibration in Pumps PDFonspsnonsAinda não há avaliações
- FP918C Bondstrand 2000M-7000M Inc Taper Taper 01.08.11Documento28 páginasFP918C Bondstrand 2000M-7000M Inc Taper Taper 01.08.11Venessa MejiaAinda não há avaliações
- Mahindra and Mahindra - Swaraj Tractor Division - Project Semester PresentationDocumento43 páginasMahindra and Mahindra - Swaraj Tractor Division - Project Semester PresentationHarpreet Randhawa100% (2)
- Bearing Inspection ManualDocumento11 páginasBearing Inspection ManualAmir ShehzadAinda não há avaliações
- Rolling Bearing Failure V2Documento34 páginasRolling Bearing Failure V2dshalev869460% (5)
- KIC e-CATALOG - 2018 PDFDocumento60 páginasKIC e-CATALOG - 2018 PDFjONATHAN100% (1)
- Study of Failure Modes of Rolling Bearings: A ReviewDocumento7 páginasStudy of Failure Modes of Rolling Bearings: A ReviewIJMERAinda não há avaliações
- Defected Wheel and Gear For L.S Reclaimer Travelling BogieDocumento4 páginasDefected Wheel and Gear For L.S Reclaimer Travelling Bogiehaitham tamerAinda não há avaliações
- Abrasion of the Shaft Supporting the Cam Shaft Drive Chain UnitDocumento3 páginasAbrasion of the Shaft Supporting the Cam Shaft Drive Chain UnitRani NoumanAinda não há avaliações
- Engine Failures 98Documento58 páginasEngine Failures 98Abd ElGhanY AwdAinda não há avaliações
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Documento12 páginasFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarAinda não há avaliações
- Chapter 3 TYPICAL DAMAGES OF MACHINE PARTSDocumento19 páginasChapter 3 TYPICAL DAMAGES OF MACHINE PARTSOusman ToficAinda não há avaliações
- Steam Turbine Steam Control Valve Failure: by Vasanth Bhat & Thangavel Suthan Singapore Refining Company Pte. LTDDocumento19 páginasSteam Turbine Steam Control Valve Failure: by Vasanth Bhat & Thangavel Suthan Singapore Refining Company Pte. LTDSaleem RahmanAinda não há avaliações
- LV25-Drive ShaftsDocumento17 páginasLV25-Drive ShaftsĐức HòangAinda não há avaliações
- Breakage of The Main Engine Piston Crown Clamping Bolt: 1. Trouble MachineryDocumento2 páginasBreakage of The Main Engine Piston Crown Clamping Bolt: 1. Trouble MachineryRani NoumanAinda não há avaliações
- NSK Bearing Doctor2Documento36 páginasNSK Bearing Doctor2ssamonasAinda não há avaliações
- How To Analyzie Gear FailuresDocumento6 páginasHow To Analyzie Gear FailuresMinhQuân100% (1)
- OM Best Practices Frame 5 TurbomachineryDocumento2 páginasOM Best Practices Frame 5 Turbomachineryan_iboreg8720Ainda não há avaliações
- Why Support Rollers Need Replacement and AdjustmentDocumento31 páginasWhy Support Rollers Need Replacement and AdjustmentAnanth Iyer91% (11)
- Boiler FD Fan, Bearing Failure Case StudyDocumento9 páginasBoiler FD Fan, Bearing Failure Case StudyAli Shujah Jafri100% (2)
- Kiln Main Gear Box Inspection Reports.Documento11 páginasKiln Main Gear Box Inspection Reports.malek.anas.omar2022Ainda não há avaliações
- Ball Valve Overhaul ProcedureDocumento7 páginasBall Valve Overhaul Procedurerocket789Ainda não há avaliações
- 031-206 Harmonic Damper, With Pulley: What Is It?Documento2 páginas031-206 Harmonic Damper, With Pulley: What Is It?amitmangaonkarAinda não há avaliações
- FP - A.1 - Consequential Damage and Inspection Techniques From Lack of Lubrication, Steam Turbine CaseDocumento14 páginasFP - A.1 - Consequential Damage and Inspection Techniques From Lack of Lubrication, Steam Turbine Casemhdsoleh100% (1)
- 445دلايل خرابي سوپاپ PDFDocumento7 páginas445دلايل خرابي سوپاپ PDFmehdi kamaliAinda não há avaliações
- How To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Documento7 páginasHow To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Hassan TalhaAinda não há avaliações
- Vibration Analysis of Rolling BearingsDocumento99 páginasVibration Analysis of Rolling BearingsDaniel_Ali_bAinda não há avaliações
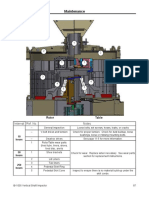
- Maintenance: Rotor Interval Ref. No. NotesDocumento11 páginasMaintenance: Rotor Interval Ref. No. NotesEduardo AcostaAinda não há avaliações
- Marine Diesel Engine Survey Guide NotesDocumento7 páginasMarine Diesel Engine Survey Guide NotesDeddyAinda não há avaliações
- Applied Failure Analysis-ЦПГDocumento26 páginasApplied Failure Analysis-ЦПГAminadav50% (2)
- Question 2 - Bearing DamageDocumento3 páginasQuestion 2 - Bearing DamageMuhd Ilyas100% (1)
- Condition Monitoring For Steam Turbines Part IIDocumento31 páginasCondition Monitoring For Steam Turbines Part IIempswookAinda não há avaliações
- A Basic Guide To Borescopic Inspection For Gas Engines: Energy Lives HereDocumento2 páginasA Basic Guide To Borescopic Inspection For Gas Engines: Energy Lives HereAthiphap SrisupareerathAinda não há avaliações
- Report On Perkins 4012 Engine FailureDocumento3 páginasReport On Perkins 4012 Engine FailureFrancistown LR Diagnostic CentreAinda não há avaliações
- Root Cause AnalysisDocumento1 páginaRoot Cause AnalysisSick LoveAinda não há avaliações
- Use New Machine SafelyDocumento42 páginasUse New Machine SafelyOggy ToffyAinda não há avaliações
- Belt Bucket Elevator DesignDocumento39 páginasBelt Bucket Elevator Designsayed_20004Ainda não há avaliações
- Transfer Case bm4485Documento109 páginasTransfer Case bm4485Cesar Augusto GalloAinda não há avaliações
- SEBF 8059 Procedure Clean PistonDocumento33 páginasSEBF 8059 Procedure Clean Pistonprayogi_905701429Ainda não há avaliações
- Steam Turbine Condition Monitoring and Sleeve Bearing Failure AnalysisDocumento31 páginasSteam Turbine Condition Monitoring and Sleeve Bearing Failure Analysisidigiti100% (1)
- Excavator Cylinder Seal Safety and MaintenanceDocumento1 páginaExcavator Cylinder Seal Safety and MaintenanceShiee ShieeAinda não há avaliações
- Bearing Troubleshooting GuideDocumento25 páginasBearing Troubleshooting GuideSatyam MadameAinda não há avaliações
- Pump Monitoring: Parts and Areas That Should Be Monitored For Efficient ProductivityDocumento56 páginasPump Monitoring: Parts and Areas That Should Be Monitored For Efficient ProductivityKim Howard CastilloAinda não há avaliações
- Bearing CorrosionDocumento2 páginasBearing CorrosiontstkupdhAinda não há avaliações
- Brake SystemDocumento80 páginasBrake SystemJowAinda não há avaliações
- ML BearingsDocumento5 páginasML Bearingsdj.amin07Ainda não há avaliações
- Rolling Element Bearing Failure CausesDocumento24 páginasRolling Element Bearing Failure CausesnekoNcenAinda não há avaliações
- Fault Report: Subject: Customer Site Ref No. Customer Ref Nos. Date RevDocumento6 páginasFault Report: Subject: Customer Site Ref No. Customer Ref Nos. Date RevMohamed Bin IerousAinda não há avaliações
- Camshaft Wear, CheckDocumento6 páginasCamshaft Wear, CheckHamilton MirandaAinda não há avaliações
- Machine Checkup Report SummaryDocumento18 páginasMachine Checkup Report SummaryFERCHIU CRISTIANAinda não há avaliações
- Checking Bearing AlignmentDocumento4 páginasChecking Bearing AlignmentTheerayootAinda não há avaliações
- Repair Instructions - Off VehicleDocumento14 páginasRepair Instructions - Off Vehicleoscar vasquezAinda não há avaliações
- Catalogo o Rings KOIO 2 PDFDocumento153 páginasCatalogo o Rings KOIO 2 PDFMariana De Oliveira Bitencourt AugustoAinda não há avaliações
- Kiln Support RollerDocumento31 páginasKiln Support RollerMERADIAinda não há avaliações
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesNo EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesNota: 5 de 5 estrelas5/5 (1)
- Insulating Systems For High-Voltage Rotating MachinesDocumento16 páginasInsulating Systems For High-Voltage Rotating MachinesNikulin JoelAinda não há avaliações
- Mohammed Et Al. (2022) - Graphene-CelluloseDocumento8 páginasMohammed Et Al. (2022) - Graphene-CellulosealhassanAinda não há avaliações
- Unit 3 Production and Cost AnalysisDocumento6 páginasUnit 3 Production and Cost Analysismanjunatha TK100% (1)
- ME-6401 Kinematics of Machines: Basic ConceptsDocumento81 páginasME-6401 Kinematics of Machines: Basic ConceptsMugilAinda não há avaliações
- Application of NanotubesDocumento28 páginasApplication of Nanotubesarian2arian2Ainda não há avaliações
- Các loại đầu nối cho ống- fittings for high pressure PDFDocumento45 páginasCác loại đầu nối cho ống- fittings for high pressure PDFKiên MaiAinda não há avaliações
- Canadian VsgeneratorsDocumento24 páginasCanadian VsgeneratorsStan AndreiAinda não há avaliações
- South African Cotton Textile Pipeline Statistics 2016-2020Documento16 páginasSouth African Cotton Textile Pipeline Statistics 2016-2020Siphumelele QithiAinda não há avaliações
- John Carlo Dela Cruz - CHEM - Q3 - W4Documento12 páginasJohn Carlo Dela Cruz - CHEM - Q3 - W4johncarlodc99Ainda não há avaliações
- Bramat2011 ProgramDocumento25 páginasBramat2011 Programmtierean100% (1)
- Almasol 1250-1251 Product Info PDFDocumento2 páginasAlmasol 1250-1251 Product Info PDFmehmetaliozgurAinda não há avaliações
- TESA Highlights enDocumento36 páginasTESA Highlights enPSINGH02Ainda não há avaliações
- Thumb Rules For Steel&Concrete DesignDocumento11 páginasThumb Rules For Steel&Concrete DesigngvgbabuAinda não há avaliações
- Clean Emission Module D6TDocumento20 páginasClean Emission Module D6Tcriman45100% (1)
- Sub Title IodoformDocumento3 páginasSub Title IodoformReni whynAinda não há avaliações
- Sikadur 30 PDFDocumento5 páginasSikadur 30 PDFDarwin SyahputraAinda não há avaliações
- New Material Seals Better On HVOF CoatingsDocumento2 páginasNew Material Seals Better On HVOF Coatingssandbad2100% (2)
- EnRD ECO CENTER PDFDocumento56 páginasEnRD ECO CENTER PDFMhare Oroceo CasanovaAinda não há avaliações
- Parallel Session ICMIA Update 12 NovDocumento4 páginasParallel Session ICMIA Update 12 NovnagatozzAinda não há avaliações
- Battle Axe Pattern Revised Jan 2018Documento4 páginasBattle Axe Pattern Revised Jan 2018Joelle GrondinAinda não há avaliações
- Manifolds and Connectors For Fluidic ApplicationsDocumento16 páginasManifolds and Connectors For Fluidic ApplicationsNéstor Valles VillarrealAinda não há avaliações
- NFPA Ratings / NFPA Diamond: (NFPA - National Fire Protection Association) Participant GuideDocumento7 páginasNFPA Ratings / NFPA Diamond: (NFPA - National Fire Protection Association) Participant GuideBenito.camelasAinda não há avaliações
- Fabri-Valve 33 PTA / 33 PTD: Slurry ValvesDocumento16 páginasFabri-Valve 33 PTA / 33 PTD: Slurry ValvesFelipe Ribeiro da CostaAinda não há avaliações
- Sitework: 1.02 Definitions, Standard Tests 1.02 Definitions, Standard TestsDocumento49 páginasSitework: 1.02 Definitions, Standard Tests 1.02 Definitions, Standard TestsJr FranciscoAinda não há avaliações
- Process Plant Insulation & Fuel Efficiency: Pdhonline Course M156 (4 PDH)Documento76 páginasProcess Plant Insulation & Fuel Efficiency: Pdhonline Course M156 (4 PDH)satishchemeng75% (4)
- Capral - WERS BookletDocumento58 páginasCapral - WERS BookletLEONARDOAinda não há avaliações
- EPSON AcuLaser C1100Documento565 páginasEPSON AcuLaser C1100Lukáš KadeřábekAinda não há avaliações
- Sae Specifications: Sae No. C MN Si CR Ni Mo S en Eqvt PDocumento26 páginasSae Specifications: Sae No. C MN Si CR Ni Mo S en Eqvt PNeeraj DhariaAinda não há avaliações