Você também pode gostar
- Unit5 Part I InventoryDocumento100 páginasUnit5 Part I InventoryMounisha g bAinda não há avaliações
- Inven MNGTDocumento32 páginasInven MNGTMahal KitaAinda não há avaliações
- SCM 0Documento49 páginasSCM 0Jonathan EscamillanAinda não há avaliações
- OPERATIONS MANAGEMENT-Inventory Models For Independent DemandDocumento20 páginasOPERATIONS MANAGEMENT-Inventory Models For Independent DemandNina Oaip100% (1)
- Inventory Management (Complete)Documento71 páginasInventory Management (Complete)ANCHETA, Yuri Mark Christian N.Ainda não há avaliações
- Unit 2 Inventory Management: DR Rajkumari SoniDocumento19 páginasUnit 2 Inventory Management: DR Rajkumari SoniAlka PatelAinda não há avaliações
- Chapter 2st - Single Item - Constant DemandDocumento33 páginasChapter 2st - Single Item - Constant DemandTiến Đạt TrầnAinda não há avaliações
- Chapter 2 - Single Item - Demand Varying at Approximate LevelDocumento49 páginasChapter 2 - Single Item - Demand Varying at Approximate LevelminhduyAinda não há avaliações
- InventoryDocumento68 páginasInventorySubhronil BoseAinda não há avaliações
- Inventory Management SummaryDocumento5 páginasInventory Management SummaryBesha SoriganoAinda não há avaliações
- EOQ and ABC Analysis: Economic Order QuantityDocumento21 páginasEOQ and ABC Analysis: Economic Order QuantityHitesh Kumar SharmaAinda não há avaliações
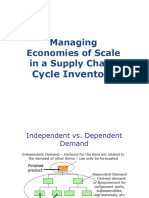
- 8 Cycle InventoryDocumento19 páginas8 Cycle InventoryRavi KumarAinda não há avaliações
- Chapter 5 SCMDocumento25 páginasChapter 5 SCMFirzam AmirAinda não há avaliações
- Chapter 8 Inventroy Management OSCMDocumento54 páginasChapter 8 Inventroy Management OSCMShafayet JamilAinda não há avaliações
- Pom Ii: Independent Demand InventoryDocumento44 páginasPom Ii: Independent Demand InventoryAshokAinda não há avaliações
- Inventory & Capacity ManagementDocumento23 páginasInventory & Capacity ManagementsatexAinda não há avaliações
- Module 4Documento42 páginasModule 4Gagan Deep SinghAinda não há avaliações
- Chapter 2 - Single ItemlDocumento49 páginasChapter 2 - Single ItemlBùi Quang MinhAinda não há avaliações
- MOOC1Mod 2L1 3Documento62 páginasMOOC1Mod 2L1 3akankshaAinda não há avaliações
- OM - Sessions 18 - 23 - Inventory ManagementDocumento64 páginasOM - Sessions 18 - 23 - Inventory ManagementSiddhant SinghAinda não há avaliações
- Unit 2.2 InventoryDocumento90 páginasUnit 2.2 InventorySridhara tvAinda não há avaliações
- Inventory Management For EM StudentsDocumento24 páginasInventory Management For EM StudentsShahriar KabirAinda não há avaliações
- Prod Pre EOQDocumento79 páginasProd Pre EOQGwenAinda não há avaliações
- EBTM365 Handout 08Documento8 páginasEBTM365 Handout 08Nirav PatelAinda não há avaliações
- 8 Inventory SystemsDocumento48 páginas8 Inventory SystemsAngeline Nicole RegaladoAinda não há avaliações
- Inventory ManagementDocumento52 páginasInventory Managementsatyamchoudhary2004Ainda não há avaliações
- Gestión de Compras Y ProveedoresDocumento49 páginasGestión de Compras Y ProveedoresJavier Holgado RiveraAinda não há avaliações
- Eoq Model: Economic Order QuantityDocumento18 páginasEoq Model: Economic Order QuantityarunsanskritiAinda não há avaliações
- Inventory ManagementDocumento38 páginasInventory ManagementNicolas CastellanoAinda não há avaliações
- Material de Inventarios1Documento13 páginasMaterial de Inventarios1wam30959Ainda não há avaliações
- 8 Inventory SystemDocumento48 páginas8 Inventory SystemPollyAinda não há avaliações
- Capacity Planning For Products and ServicesDocumento26 páginasCapacity Planning For Products and ServicesRatnesh Kumar RaiAinda não há avaliações
- Traditional Inventory Models For Independent Demand: Lecture By: DrarsinghDocumento37 páginasTraditional Inventory Models For Independent Demand: Lecture By: DrarsinghGADHAAinda não há avaliações
- OMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationDocumento42 páginasOMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationMr. JahirAinda não há avaliações
- Inventory Management SolutionDocumento31 páginasInventory Management SolutionVaishnavi GnanasekaranAinda não há avaliações
- InventoryDocumento46 páginasInventorySoumitra ChakrabortyAinda não há avaliações
- Cosc309 - Video Clip 04 - InventoryDocumento57 páginasCosc309 - Video Clip 04 - InventoryOmar AustinAinda não há avaliações
- SCM CycleDocumento45 páginasSCM CycleMuhammad DuraidAinda não há avaliações
- Special Inventory MGMT ModelsDocumento42 páginasSpecial Inventory MGMT ModelsPradeep SethiaAinda não há avaliações
- Invtemp 140909235749 Phpapp01Documento92 páginasInvtemp 140909235749 Phpapp01Amit VermaAinda não há avaliações
- Cycle InventoryDocumento13 páginasCycle InventoryUmang ZehenAinda não há avaliações
- 9th Edition Chapter 12 Solution Manual PPCDocumento31 páginas9th Edition Chapter 12 Solution Manual PPCFatimah Khan100% (1)
- Introduction To Economics (Econ. 101)Documento27 páginasIntroduction To Economics (Econ. 101)Ali HassenAinda não há avaliações
- Ch08 - InventoryDocumento111 páginasCh08 - InventoryelakkiyaAinda não há avaliações
- Session 3 & 4Documento70 páginasSession 3 & 4teegeesee1192Ainda não há avaliações
- Inventory ManagementDocumento23 páginasInventory ManagementJulie ChanfranciscoAinda não há avaliações
- Inventory Systems For Independent DemandDocumento4 páginasInventory Systems For Independent DemandCharice Anne VillamarinAinda não há avaliações
- Scm.1 - Strategic Management AccountingDocumento20 páginasScm.1 - Strategic Management AccountingPrincess BersaminaAinda não há avaliações
- Inventory ControlDocumento17 páginasInventory ControlL'ingénieur Mohamed AlsaghierAinda não há avaliações
- Inventory Management: Operations Management Dr. Ron LembkeDocumento61 páginasInventory Management: Operations Management Dr. Ron LembkeFredolanderAinda não há avaliações
- Krajewski 11e SM Ch09 Krajewski 11e SM Ch09: Operations management (경희대학교) Operations management (경희대학교)Documento35 páginasKrajewski 11e SM Ch09 Krajewski 11e SM Ch09: Operations management (경희대학교) Operations management (경희대학교)miruns100% (1)
- Capacity PlanningDocumento39 páginasCapacity PlanningAkshay Khandelwal100% (2)
- Chap-5 Inventory Management FinalDocumento55 páginasChap-5 Inventory Management Finalsushant chaudharyAinda não há avaliações
- Ch08 - InventoryDocumento111 páginasCh08 - InventoryjosephdevaraajAinda não há avaliações
- Chapter 17. Inventory Control: Inventory Is The Stock of Any Item or Resource Used in AnDocumento21 páginasChapter 17. Inventory Control: Inventory Is The Stock of Any Item or Resource Used in AnHassan SalamaAinda não há avaliações
- Lecture-1 Inventory Control IntroductionDocumento44 páginasLecture-1 Inventory Control IntroductionHOD MEC BVC Engineering Colelge OdalarevuAinda não há avaliações
- Cost Management: A Case for Business Process Re-engineeringNo EverandCost Management: A Case for Business Process Re-engineeringAinda não há avaliações
- Manufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesNo EverandManufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesNota: 4.5 de 5 estrelas4.5/5 (3)
- HALT, HASS, and HASA Explained: Accelerated Reliability Techniques, Revised EditionNo EverandHALT, HASS, and HASA Explained: Accelerated Reliability Techniques, Revised EditionAinda não há avaliações
- Introduction To Logistics & Supply Chain Management:: Key ConceptsDocumento36 páginasIntroduction To Logistics & Supply Chain Management:: Key ConceptsJalaluddin MohammadAinda não há avaliações
- CH 14 SCMDocumento18 páginasCH 14 SCMFarzana AkterAinda não há avaliações
- Chapter 12 Marketing Channels Delivering Customer ValueDocumento41 páginasChapter 12 Marketing Channels Delivering Customer ValueShelveyElmoDiasAinda não há avaliações
- Supply Chain Operations Management in New York City Resume Anthony DittaDocumento2 páginasSupply Chain Operations Management in New York City Resume Anthony DittaAnthonyDittaAinda não há avaliações
- Automatix Art of RPADocumento25 páginasAutomatix Art of RPAAnkur Singh50% (2)
- Purchasing Management: Taruna Banga Mba-Assistant ProfessorDocumento32 páginasPurchasing Management: Taruna Banga Mba-Assistant ProfessorGunjan BangaAinda não há avaliações
- Final Year Seminar Report UG-2019 Batch11-156 PDFDocumento34 páginasFinal Year Seminar Report UG-2019 Batch11-156 PDFsaket3sanidhy0% (1)
- Menti: Questions?Documento18 páginasMenti: Questions?Mark IlanoAinda não há avaliações
- CH 13 Supply Chain ManagementDocumento66 páginasCH 13 Supply Chain ManagementCOVID RSHJAinda não há avaliações
- BPM Award Submission Adidas Bizagi 2013Documento15 páginasBPM Award Submission Adidas Bizagi 2013AlirezaNAinda não há avaliações
- Non Conformity Report and Corrective, Preventive Action RequestDocumento1 páginaNon Conformity Report and Corrective, Preventive Action RequestvinothAinda não há avaliações
- Oracle: Oracle Global Human Resources Cloud 2019 Implementation EssentialsDocumento43 páginasOracle: Oracle Global Human Resources Cloud 2019 Implementation EssentialsDuy Nguyen100% (1)
- National FF BrokerDocumento116 páginasNational FF BrokerOnik ThompsonAinda não há avaliações
- SYLLABUSDocumento16 páginasSYLLABUSvix130Ainda não há avaliações
- Conversion Cycle NotesDocumento7 páginasConversion Cycle NotesJoana TrinidadAinda não há avaliações
- SAP Retail Overview Material PurchasingDocumento75 páginasSAP Retail Overview Material PurchasingSUBHOJIT BANERJEEAinda não há avaliações
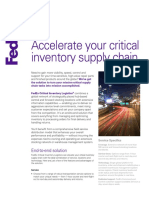
- Accelerate Your Critical Inventory Supply Chain: End-To-End SolutionDocumento2 páginasAccelerate Your Critical Inventory Supply Chain: End-To-End SolutiondibyaAinda não há avaliações
- Sell From Stock (BD9) - Process DiagramsDocumento5 páginasSell From Stock (BD9) - Process DiagramsNavjyot SinghviAinda não há avaliações
- Industrial House Keeping Through 5S Technique (HINDI)Documento79 páginasIndustrial House Keeping Through 5S Technique (HINDI)Aman Singh90% (69)
- Production Management-Objectives & ScopeDocumento2 páginasProduction Management-Objectives & ScopeShanky JainAinda não há avaliações
- Sap Systems Integration Master Thesis1Documento100 páginasSap Systems Integration Master Thesis1Rahul Gaikwad100% (1)
- Logistics Course in Bangalore: E-Logistics Structure and OperationDocumento6 páginasLogistics Course in Bangalore: E-Logistics Structure and OperationSindhu.. SAinda não há avaliações
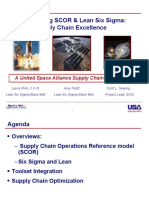
- Converging Scor Lean Six Sigma Supply Chain ExcellenceDocumento6 páginasConverging Scor Lean Six Sigma Supply Chain ExcellencejramcarAinda não há avaliações
- 15 - Supply ChainDocumento59 páginas15 - Supply ChainmanjuAinda não há avaliações
- CV Figueroa 2016 - 2 enDocumento3 páginasCV Figueroa 2016 - 2 enMarianoReiseAinda não há avaliações
- Customer Relationship ManagementDocumento26 páginasCustomer Relationship Managementsajeesh e sAinda não há avaliações
- Kankan-Ey Translation of The MPSPC Vmgo & Bsa OBJECTIVES (Sagada)Documento4 páginasKankan-Ey Translation of The MPSPC Vmgo & Bsa OBJECTIVES (Sagada)DijheyNavarraAinda não há avaliações
- Inventory Functions & ImportanceDocumento1 páginaInventory Functions & ImportanceRiad HossainAinda não há avaliações
- SOA Admin GuideDocumento816 páginasSOA Admin GuidechaitranaiduAinda não há avaliações
- Zara Purchasing StrategyDocumento12 páginasZara Purchasing StrategyHnin Thiri100% (1)