Você também pode gostar
- Trazado Boca PescadoDocumento6 páginasTrazado Boca PescadoLIBARDO LAGOSAinda não há avaliações
- Conducta ReflejaDocumento3 páginasConducta ReflejaFreddy Borja Velez88% (8)
- Form. 006 EPICRISISDocumento2 páginasForm. 006 EPICRISISDaniel AlbarracinAinda não há avaliações
- Factores Endógenos y ExógenosDocumento6 páginasFactores Endógenos y ExógenosRodolfo ruiz100% (2)
- El Liderazgo ResponsableDocumento2 páginasEl Liderazgo ResponsableLIBARDO LAGOSAinda não há avaliações
- Presentación Programa 834257Documento31 páginasPresentación Programa 834257LIBARDO LAGOSAinda não há avaliações
- Presentación Programa 834257Documento31 páginasPresentación Programa 834257LIBARDO LAGOSAinda não há avaliações
- Electrodos RevestidosDocumento5 páginasElectrodos RevestidosLIBARDO LAGOSAinda não há avaliações
- NORMA SMAW Platina 290202007 PDFDocumento4 páginasNORMA SMAW Platina 290202007 PDFLIBARDO LAGOS100% (1)
- Supervisor Soldadura-07Documento27 páginasSupervisor Soldadura-07LIBARDO LAGOSAinda não há avaliações
- Tortuga-OxicorteDocumento4 páginasTortuga-OxicorteLIBARDO LAGOSAinda não há avaliações
- 1 El Supervisor Soldadura-10 PDFDocumento29 páginas1 El Supervisor Soldadura-10 PDFLIBARDO LAGOSAinda não há avaliações
- Proceso GtawDocumento11 páginasProceso GtawLIBARDO LAGOSAinda não há avaliações
- Ar CairDocumento14 páginasAr CairLIBARDO LAGOSAinda não há avaliações
- Proceso Gtaw SenaDocumento29 páginasProceso Gtaw SenaLIBARDO LAGOSAinda não há avaliações
- Propiedades de Las RocasDocumento2 páginasPropiedades de Las RocasKatherin SánchezAinda não há avaliações
- Extensión de Períodos de Cambio de Aceite en Motores A Gas PDFDocumento2 páginasExtensión de Períodos de Cambio de Aceite en Motores A Gas PDFEduardo Saúl TapiaAinda não há avaliações
- Pliego Incubadora de TransporteDocumento4 páginasPliego Incubadora de TransporteMartinAinda não há avaliações
- Taller de Oraciones Subordinadas y Sus Clases 10°-2Documento2 páginasTaller de Oraciones Subordinadas y Sus Clases 10°-2Valentina Lee PernethAinda não há avaliações
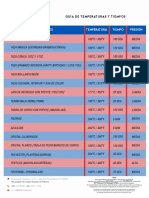
- Guia de Temperaturas y Tiempos SublimacionDocumento5 páginasGuia de Temperaturas y Tiempos SublimacionUziel PeraltaAinda não há avaliações
- Apuntes 2019Documento23 páginasApuntes 2019Matias Gonzalez QuintanaAinda não há avaliações
- Referencia y Contrarreferencia de Pacientes en El Estado de MéxicoDocumento40 páginasReferencia y Contrarreferencia de Pacientes en El Estado de MéxicoEma Aida Navarro50% (2)
- Trabajo Nueva EspartaDocumento3 páginasTrabajo Nueva EspartaRosangela TorrealbaAinda não há avaliações
- Cannalife CompanyDocumento5 páginasCannalife CompanyTatiana SuarezAinda não há avaliações
- SUMAR - SI PROGRAMA DE AVANCES SemanalDocumento4 páginasSUMAR - SI PROGRAMA DE AVANCES SemanalJavier Lopez Rodriguez100% (1)
- Definición: Clasificación SintomatologíaDocumento4 páginasDefinición: Clasificación SintomatologíafelipeAinda não há avaliações
- Calendario 2060Documento1 páginaCalendario 2060Carlos FunesAinda não há avaliações
- Cuestionario Factores de ResilienciaDocumento5 páginasCuestionario Factores de ResilienciaJERSON EMILIO CARRASCAL RINCONAinda não há avaliações
- Productos de ExportacionDocumento7 páginasProductos de ExportacionBreña Matias JØrgeAinda não há avaliações
- IFS Logistica - 2.3Documento32 páginasIFS Logistica - 2.3blanca gomendioAinda não há avaliações
- Fase 5 - Pre-Informe - CuestionarioooooooooDocumento5 páginasFase 5 - Pre-Informe - CuestionarioooooooooJorge Cano PeñaAinda não há avaliações
- Práctica Elaboración de VelasDocumento2 páginasPráctica Elaboración de VelasJessica Pinta AuquiAinda não há avaliações
- Enfermedades Musculares y OseasDocumento9 páginasEnfermedades Musculares y OseasciberyuroAinda não há avaliações
- Trabajo Final Mantemiento Basico Del MotorDocumento19 páginasTrabajo Final Mantemiento Basico Del MotorRonaldo Quinto MachacaAinda não há avaliações
- Ficha PERSONAL DE DIAGNOSTICO EMOCIONAL 2021Documento3 páginasFicha PERSONAL DE DIAGNOSTICO EMOCIONAL 2021Sebastian Martinez QuisocalaAinda não há avaliações
- El Sol Entre Los DedosDocumento6 páginasEl Sol Entre Los DedosAndres Felipe Mendoza Bonfante75% (4)
- Gestion de Alertas de Seguridad AlimentariaDocumento30 páginasGestion de Alertas de Seguridad AlimentariaSoniaAinda não há avaliações
- Ciclo de Replicacion de Los RetrovirusDocumento3 páginasCiclo de Replicacion de Los RetrovirusDanii BloodseekerAinda não há avaliações
- Todo Hijo Es Padre de La Muerte de Su PadreDocumento2 páginasTodo Hijo Es Padre de La Muerte de Su PadresamiraAinda não há avaliações
- Cuestionario # 1 Biología Molecular y CelularDocumento1 páginaCuestionario # 1 Biología Molecular y CelularFranklin Saavedra100% (1)
- Proyecto Final RHDocumento11 páginasProyecto Final RHDaniel LopezAinda não há avaliações
- 19-CD45 - I.M. 02-17Documento10 páginas19-CD45 - I.M. 02-17mario sanchezAinda não há avaliações