Você também pode gostar
- 16 Aspectos Técnicos para La Zonificación de La RN PDFDocumento24 páginas16 Aspectos Técnicos para La Zonificación de La RN PDFCarla Greta SolisAinda não há avaliações
- Informe de Viaje FormatoDocumento17 páginasInforme de Viaje FormatoSergio Gonzales EspinozaAinda não há avaliações
- Zonificacion Dearea de Conservacion - PutumayoDocumento46 páginasZonificacion Dearea de Conservacion - PutumayoSofia Massiel Coloma MontesAinda não há avaliações
- Balance N 2 Hidrocarburos Barrientos Cari Chavez RodriguezDocumento12 páginasBalance N 2 Hidrocarburos Barrientos Cari Chavez RodriguezEmerson Brayhan Herrera VilcatomaAinda não há avaliações
- 12 PrincipiosDocumento14 páginas12 PrincipiosFredy Guillen CAinda não há avaliações
- Matriz TNCDocumento10 páginasMatriz TNCAnthony Verizueta VelapatiñoAinda não há avaliações
- Tesis DISEÑO DE CENTRO DE FORMACIÓN LABORAL PDFDocumento205 páginasTesis DISEÑO DE CENTRO DE FORMACIÓN LABORAL PDFlaura lynchAinda não há avaliações
- Problema Socioambiental de La Minera Laconia South America AyacuchoDocumento9 páginasProblema Socioambiental de La Minera Laconia South America AyacuchoAbelardo Jarro QuentaAinda não há avaliações
- Balance Cemento-LimaDocumento7 páginasBalance Cemento-LimaDiego AlexanderAinda não há avaliações
- Ficha TURISTICA Manglares San Pedro de ViceDocumento4 páginasFicha TURISTICA Manglares San Pedro de VicenifichaAinda não há avaliações
- 1 - Region Tumbes PDFDocumento24 páginas1 - Region Tumbes PDFDimas EduardoAinda não há avaliações
- Tesis FinalDocumento108 páginasTesis FinalFranco Castillo CerquinAinda não há avaliações
- Trabajo de GestionDocumento3 páginasTrabajo de GestionDerians Mora HuañecAinda não há avaliações
- TESIS Juárez MariaDocumento180 páginasTESIS Juárez MariaGloria EcheniqueAinda não há avaliações
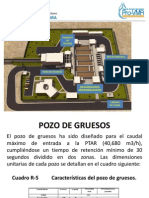
- Ptar La Chira - Parte 2Documento17 páginasPtar La Chira - Parte 2Richard Ormeño100% (1)
- Memoria Descriptiva 23.05.10Documento2 páginasMemoria Descriptiva 23.05.10Jessica CosmeAinda não há avaliações
- bALANCE DE MASA TALARADocumento48 páginasbALANCE DE MASA TALARAEmerson Brayhan Herrera VilcatomaAinda não há avaliações
- Vega AngelesDocumento98 páginasVega AngelesAlexander RaulAinda não há avaliações
- Gestion de Residuos SolidosDocumento29 páginasGestion de Residuos SolidosWillian SoriaAinda não há avaliações
- Desarrollo Urbano de ArequipaDocumento17 páginasDesarrollo Urbano de ArequipaThais Yulisa Huamani HilarioAinda não há avaliações
- Pigars Cangallo PDFDocumento135 páginasPigars Cangallo PDFKendall Taquiri Huaccachi100% (1)
- Emplanzamiento Urbano SMP Urb 2Documento15 páginasEmplanzamiento Urbano SMP Urb 2Grace Bedón CastillejoAinda não há avaliações
- Inventario de Areas Verdes 2022Documento9 páginasInventario de Areas Verdes 2022Richard Alexander Caldas BartoloAinda não há avaliações
- 02 Plan Director Arequipa MetropolitanaDocumento72 páginas02 Plan Director Arequipa MetropolitanaVila Margot LouAinda não há avaliações
- Plan Anual de Valorizacion OrganicoDocumento28 páginasPlan Anual de Valorizacion OrganicoElkin Florian Saldaña YrigoinAinda não há avaliações
- Articulo Coronel MendozaDocumento3 páginasArticulo Coronel MendozaJose ChambeAinda não há avaliações
- Informe Proyecto MoyobambaDocumento15 páginasInforme Proyecto MoyobambaDaniela Arellano ValdezAinda não há avaliações
- OXAPAMPADocumento42 páginasOXAPAMPAStephanie HGAinda não há avaliações
- P.I.P. Macón SurDocumento16 páginasP.I.P. Macón SurJorge PananaAinda não há avaliações
- Impactos Ambientales Del Proyecto Minero TucariDocumento4 páginasImpactos Ambientales Del Proyecto Minero TucariyandyAinda não há avaliações
- Segundo Informe - AnpDocumento19 páginasSegundo Informe - AnpDaniel Eleazar Jara SifuentesAinda não há avaliações
- Avances de La ZEE de TumbesDocumento8 páginasAvances de La ZEE de Tumbesyves baldwin huertas silvaAinda não há avaliações
- Plan de Ordenamiento Territorial Quiquijana - PropuestaDocumento205 páginasPlan de Ordenamiento Territorial Quiquijana - PropuestaGUSTAVO PEREZAinda não há avaliações
- Arbol de ProblemasDocumento2 páginasArbol de ProblemasNataly Sanchez MontoyaAinda não há avaliações
- Valor Economico Total y MetodosDocumento46 páginasValor Economico Total y Metodoshenry gamarra100% (1)
- Manglares de TumbesDocumento13 páginasManglares de TumbesPedro q.cotrinaAinda não há avaliações
- Proyecto Tambo Grande v1Documento12 páginasProyecto Tambo Grande v1Geri CordovaAinda não há avaliações
- Sub Cuenca ChecrasDocumento29 páginasSub Cuenca ChecrasmichaelAinda não há avaliações
- Evaluacion de Impacto Ambiental Cobertura Vegetal.Documento24 páginasEvaluacion de Impacto Ambiental Cobertura Vegetal.Herbert FloresAinda não há avaliações
- "Análisis de Riesgo de Desastre en La Parte Alta de La Cuenca Del Rio Huaura, Provincia de Huaura, Departamento de Lima" - Grupo 1Documento52 páginas"Análisis de Riesgo de Desastre en La Parte Alta de La Cuenca Del Rio Huaura, Provincia de Huaura, Departamento de Lima" - Grupo 1Jose Lk100% (1)
- Residencial San Felipe, TrabajoDocumento8 páginasResidencial San Felipe, TrabajoMercedes ChinchonAinda não há avaliações
- Plan de CiereDocumento40 páginasPlan de CiereWilliam Villavicencio FarfanAinda não há avaliações
- Humedales VentanillaDocumento12 páginasHumedales Ventanillaana maria borda contrerasAinda não há avaliações
- Plan Operativo Anual Dpa-Ilo 2015Documento66 páginasPlan Operativo Anual Dpa-Ilo 2015Wilson BravoAinda não há avaliações
- 2.diagnostico Ambiental Local-NcDocumento49 páginas2.diagnostico Ambiental Local-NcJhos Ccora MayhuaAinda não há avaliações
- Trabajo Semestral - SBNDocumento120 páginasTrabajo Semestral - SBNJulio Cesar Lopez UrregoAinda não há avaliações
- 6 La Ciudad IndustrialDocumento36 páginas6 La Ciudad IndustrialJesica VegaAinda não há avaliações
- 18 Plan Maestro 2012-2017 PN Tingo Maria PDFDocumento56 páginas18 Plan Maestro 2012-2017 PN Tingo Maria PDFmiguel angelAinda não há avaliações
- CarapongoDocumento22 páginasCarapongoPaul J. RamosAinda não há avaliações
- Supervisión y Residencia de Obras Públicas y PrivadasDocumento18 páginasSupervisión y Residencia de Obras Públicas y PrivadasDarioSosaAinda não há avaliações
- Descripcion Del Plan Urbanistico Ciudad PoloniaDocumento34 páginasDescripcion Del Plan Urbanistico Ciudad PoloniaCarolina Moros SalvatiAinda não há avaliações
- Canchis FinalDocumento119 páginasCanchis FinalWilson PasoAinda não há avaliações
- ZEE Parte 3Documento24 páginasZEE Parte 3flor turpoAinda não há avaliações
- Monoxido de Carbono Co Parte 2Documento29 páginasMonoxido de Carbono Co Parte 2Sandra QuispeAinda não há avaliações
- Rosas de VientoDocumento30 páginasRosas de VientoJootaxxAinda não há avaliações
- Ica - NazcaDocumento3 páginasIca - NazcaChristopher Vasquez CuchoAinda não há avaliações
- Plan de Ordenamiento Urbanístico Del Distrito de LlalliDocumento32 páginasPlan de Ordenamiento Urbanístico Del Distrito de LlalliJhosely Castilla TorresAinda não há avaliações
- Planta de Tratamiento de Aguas Residuales y Emisario Submarino La ChiraDocumento23 páginasPlanta de Tratamiento de Aguas Residuales y Emisario Submarino La ChiraIsabel Calderón UbillusAinda não há avaliações
- Grupo 1 - Refinería El MilagroDocumento33 páginasGrupo 1 - Refinería El MilagroAracely Ibañez FloresAinda não há avaliações
- Resolucion #0219 2019 OEFA DFAI PDFDocumento30 páginasResolucion #0219 2019 OEFA DFAI PDFMiguel AngelAinda não há avaliações
- Mapa02 PDFDocumento1 páginaMapa02 PDFMiguel AngelAinda não há avaliações
- TeledeteccionDocumento5 páginasTeledeteccionMiguel AngelAinda não há avaliações
- RegionalizacionDocumento5 páginasRegionalizacionMiguel AngelAinda não há avaliações
- Paso 1 Calculo de Los GalonesDocumento4 páginasPaso 1 Calculo de Los GalonesMiguel AngelAinda não há avaliações
- Guía para PVP - Shadow Ball CbaDocumento26 páginasGuía para PVP - Shadow Ball CbaMiguel AngelAinda não há avaliações
- Segregacion de Residuos DomiciliariosDocumento28 páginasSegregacion de Residuos DomiciliariosMiguel AngelAinda não há avaliações
- Contaminacion Por Plomo en El Callao 2017Documento29 páginasContaminacion Por Plomo en El Callao 2017Miguel AngelAinda não há avaliações
- ESCORRENTIADocumento11 páginasESCORRENTIAMiguel AngelAinda não há avaliações
- Fundamento Del Balance de MateriaDocumento9 páginasFundamento Del Balance de MateriaMiguel AngelAinda não há avaliações
- Memoria de Calculo Parcial #1Documento6 páginasMemoria de Calculo Parcial #1Alex ClarosAinda não há avaliações
- Informe Final de Laboratorio de Agregados-1Documento20 páginasInforme Final de Laboratorio de Agregados-1HTB videos youtubeAinda não há avaliações
- SW-002-20 - Reporte - de - Analisis - de - Cloruros - Sobre - Superficie-Patio de Bombas P-185 y P-186-Imc-24.02.20-PeDocumento1 páginaSW-002-20 - Reporte - de - Analisis - de - Cloruros - Sobre - Superficie-Patio de Bombas P-185 y P-186-Imc-24.02.20-PeMilton LlacsahuangaAinda não há avaliações
- 1116 Con FormatoDocumento9 páginas1116 Con FormatoGiancarlo CalleAinda não há avaliações
- Martes3a5 - Grupo#2 - Práctica 1Documento2 páginasMartes3a5 - Grupo#2 - Práctica 1Emely Salgado100% (1)
- Decd 1845Documento311 páginasDecd 1845Tom Travi100% (1)
- Proponemos Un Negocio Del Jabon LiquidoDocumento13 páginasProponemos Un Negocio Del Jabon LiquidoEdi RosalesAinda não há avaliações
- Tipos de MezclasDocumento2 páginasTipos de MezclasOlga Liliana Sanchez OsorioAinda não há avaliações
- Comercial Libro Pesos TeoricosDocumento25 páginasComercial Libro Pesos TeoricosSabdiel MoralesAinda não há avaliações
- Material LaboratorioDocumento4 páginasMaterial LaboratorioRobertito2012Ainda não há avaliações
- Presupuesto FMVDocumento3 páginasPresupuesto FMVIsaú Huamani AlfaroAinda não há avaliações
- TDS QC 401XR 2019Documento2 páginasTDS QC 401XR 2019Eduardo LeijaAinda não há avaliações
- Verdessence Xanthan OPP 2022 Version EspDocumento1 páginaVerdessence Xanthan OPP 2022 Version EspparomanikAinda não há avaliações
- Trabajo de Materiales BituminososDocumento8 páginasTrabajo de Materiales BituminososDennis QFAinda não há avaliações
- Premisas de Optimización Del Proceso de BlanqueoDocumento2 páginasPremisas de Optimización Del Proceso de Blanqueodavid.pinzonAinda não há avaliações
- Investigación Halogenuros de AlquiloDocumento9 páginasInvestigación Halogenuros de AlquiloIsa QueenAinda não há avaliações
- S7 - Sistemas Constructivos de Entramados de Madera Quincha - Tierra AligeradaDocumento38 páginasS7 - Sistemas Constructivos de Entramados de Madera Quincha - Tierra Aligeradasol loein100% (1)
- Fisicoquímica. Práct. 02Documento9 páginasFisicoquímica. Práct. 02KELLY MABEL BRICEÑO PRETELLAinda não há avaliações
- Tarifa Catalogo Series AntiguasDocumento183 páginasTarifa Catalogo Series AntiguasMarta GonzalezAinda não há avaliações
- La Importancia de Los Compuestos Inorganicos en La IndustriaDocumento1 páginaLa Importancia de Los Compuestos Inorganicos en La IndustriaXtreme 0375% (4)
- Acabados GuíasDocumento5 páginasAcabados GuíasmelissaAinda não há avaliações
- Cotizacion 32 PuertasDocumento1 páginaCotizacion 32 PuertasPiero GalleresAinda não há avaliações
- Especificaciones Cortas Febrero 2019Documento703 páginasEspecificaciones Cortas Febrero 2019johacim cookAinda não há avaliações
- Técnicos Anexo J Art253 8 Estrcturas de Seguridad Hasta 2016 12Documento1 páginaTécnicos Anexo J Art253 8 Estrcturas de Seguridad Hasta 2016 1242807408Ainda não há avaliações
- Rehabilitacion de Pavimentos FlexibñesDocumento48 páginasRehabilitacion de Pavimentos FlexibñesMaria alejandra Herrera ReyesAinda não há avaliações
- Guardquim Sport ColorDocumento3 páginasGuardquim Sport ColoralehtseAinda não há avaliações
- Avaluo #1 Cerca Perimetral SiaresDocumento6 páginasAvaluo #1 Cerca Perimetral SiaresArlen Lisseth Ñurinda LanuzaAinda não há avaliações
- Portafolio DF-20Documento54 páginasPortafolio DF-20Diana Jaidith RodríguezAinda não há avaliações
- Cotizacion Edificio Ahorro Mas OcotalDocumento6 páginasCotizacion Edificio Ahorro Mas OcotalJohnny SanchezAinda não há avaliações
- Especificaciones Técnicas PinturaDocumento3 páginasEspecificaciones Técnicas PinturaAlbert Turpo67% (3)