Você também pode gostar
- Presented By-: Deepak KhandelwalDocumento25 páginasPresented By-: Deepak KhandelwaldeepakashwaniAinda não há avaliações
- Union BudgetDocumento31 páginasUnion BudgetdeepakashwaniAinda não há avaliações
- Value AnalysisDocumento4 páginasValue AnalysisdeepakashwaniAinda não há avaliações
- Index Numbers: Presented byDocumento30 páginasIndex Numbers: Presented bydeepakashwaniAinda não há avaliações
- International Marketing: Pesented By: Deepak Khandelwal Pesented By: Deepak KhandelwalDocumento24 páginasInternational Marketing: Pesented By: Deepak Khandelwal Pesented By: Deepak KhandelwaldeepakashwaniAinda não há avaliações
- Patent Law: Presented byDocumento41 páginasPatent Law: Presented bydeepakashwaniAinda não há avaliações
- Sales OrganizationDocumento19 páginasSales OrganizationdeepakashwaniAinda não há avaliações
- Facility Layout: Presented byDocumento8 páginasFacility Layout: Presented bydeepakashwaniAinda não há avaliações
- Larsen & Toubro: Deepak KhandelwalDocumento19 páginasLarsen & Toubro: Deepak KhandelwaldeepakashwaniAinda não há avaliações
- Glaxo Smith Kline Rural Initiative & CSR: Presented byDocumento11 páginasGlaxo Smith Kline Rural Initiative & CSR: Presented bydeepakashwaniAinda não há avaliações
- Fresh Soap: Use Fresh, Get FreshDocumento14 páginasFresh Soap: Use Fresh, Get FreshdeepakashwaniAinda não há avaliações
- Career and Succession Planning: Presented byDocumento16 páginasCareer and Succession Planning: Presented bydeepakashwaniAinda não há avaliações
- International Monetary Fund: Presented byDocumento32 páginasInternational Monetary Fund: Presented bydeepakashwaniAinda não há avaliações
- Factors Which Affect A Good Commercial From A Mediocre One: Presented By-Deepak KhandelwalDocumento13 páginasFactors Which Affect A Good Commercial From A Mediocre One: Presented By-Deepak KhandelwaldeepakashwaniAinda não há avaliações
- Consumer Behavior New TrendsDocumento10 páginasConsumer Behavior New TrendsdeepakashwaniAinda não há avaliações
- CROMADocumento20 páginasCROMAdeepakashwani100% (2)
- Corporate Governence - FinalDocumento24 páginasCorporate Governence - FinaldeepakashwaniAinda não há avaliações
- DELL Supply Chain IntegrationDocumento19 páginasDELL Supply Chain IntegrationdeepakashwaniAinda não há avaliações
- Building Cutsomer RelationshipDocumento15 páginasBuilding Cutsomer RelationshipdeepakashwaniAinda não há avaliações
- Customer Analysis OF Nokia: Presented byDocumento20 páginasCustomer Analysis OF Nokia: Presented bydeepakashwaniAinda não há avaliações
- Union Budget: Presented By:-Deepak Khandelwal Irfan Shafi Sagar KumarDocumento31 páginasUnion Budget: Presented By:-Deepak Khandelwal Irfan Shafi Sagar KumardeepakashwaniAinda não há avaliações
- Deepak Khandelwal: Presented byDocumento22 páginasDeepak Khandelwal: Presented bydeepakashwani0% (1)
- Index Numbers: Presented byDocumento30 páginasIndex Numbers: Presented bydeepakashwani100% (1)
- Doctors Marketing Program FOR Organized Pharmacy Retail ChainDocumento21 páginasDoctors Marketing Program FOR Organized Pharmacy Retail ChaindeepakashwaniAinda não há avaliações
- A Customer SatisfactionDocumento20 páginasA Customer SatisfactiondeepakashwaniAinda não há avaliações
- Presented By-: Deepak Khandelwal Ankit Pandey Irfan SafiDocumento25 páginasPresented By-: Deepak Khandelwal Ankit Pandey Irfan SafideepakashwaniAinda não há avaliações
- Case StudyDocumento10 páginasCase StudydeepakashwaniAinda não há avaliações
- Cromappt 100106022353 Phpapp01Documento20 páginasCromappt 100106022353 Phpapp01Shrinivas TekaleAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Cost of Accounting (Pre-Test)Documento4 páginasCost of Accounting (Pre-Test)Nicole MalinaoAinda não há avaliações
- Writing The Winning Business Plan 2020Documento114 páginasWriting The Winning Business Plan 2020Kevin IleAinda não há avaliações
- Functions of MGTDocumento2 páginasFunctions of MGTKommineni Ravie KumarAinda não há avaliações
- 2013 CH 7 The Sources and Dimensions of Competitive AdvantageDocumento18 páginas2013 CH 7 The Sources and Dimensions of Competitive AdvantageHelen MoyoAinda não há avaliações
- RPT 01 - Kpi and Reporting Rules of ThumbDocumento4 páginasRPT 01 - Kpi and Reporting Rules of Thumbapi-513411115Ainda não há avaliações
- OM-1 Question PaperDocumento10 páginasOM-1 Question PaperNohan JoemonAinda não há avaliações
- CO-PA New Funct 1 - General TopicsDocumento19 páginasCO-PA New Funct 1 - General Topicsarnavbansal95Ainda não há avaliações
- DOLE Safety and Health ProgramDocumento18 páginasDOLE Safety and Health ProgramRyan Vincent Jarabejo100% (4)
- Unification of Lean Management and Six Sigma in Pharmaceutical IndustriesDocumento14 páginasUnification of Lean Management and Six Sigma in Pharmaceutical IndustriesHira FatimaAinda não há avaliações
- Global Packaging and Shipping ManualDocumento37 páginasGlobal Packaging and Shipping Manualhamza el messaoudiAinda não há avaliações
- SMB 31202 - Second Draft Group 6Documento34 páginasSMB 31202 - Second Draft Group 6NUR HIDAYAT BINTI AZIS STUDENTAinda não há avaliações
- MGT657 Lesson Plan Sem Mac - Aug2023Documento6 páginasMGT657 Lesson Plan Sem Mac - Aug2023Nurul Syaeerah Ayuni Bt ZolkepliAinda não há avaliações
- UAF-F-031 RV03 QMS Accreditation ApplicationDocumento9 páginasUAF-F-031 RV03 QMS Accreditation ApplicationBrijesh KumarAinda não há avaliações
- Answer Unit 5 Nur Widyastuti (207010006)Documento2 páginasAnswer Unit 5 Nur Widyastuti (207010006)yerico shauqiAinda não há avaliações
- Differential Cost Analysis Part 1Documento11 páginasDifferential Cost Analysis Part 1ABStract001Ainda não há avaliações
- R. Agun Cahya Kusuma PengalamanDocumento3 páginasR. Agun Cahya Kusuma Pengalamanario pratamaAinda não há avaliações
- Arts Quarter 1 Module 5 (Mam Sheena)Documento9 páginasArts Quarter 1 Module 5 (Mam Sheena)James BoloAinda não há avaliações
- BD Leather Industry 2022Documento11 páginasBD Leather Industry 2022shamira haqueAinda não há avaliações
- Karen Esther Sarmiento Rodriguez: Manager SalesDocumento3 páginasKaren Esther Sarmiento Rodriguez: Manager SalesanuarAinda não há avaliações
- Benchmarks From The Talent Development Capability Model 2023 q2 With SegmentsDocumento10 páginasBenchmarks From The Talent Development Capability Model 2023 q2 With Segmentspearl.yeo.atAinda não há avaliações
- Earned-Value-Analysis SheetDocumento5 páginasEarned-Value-Analysis SheetJAZPAKAinda não há avaliações
- STO Configuration For GST: PurposeDocumento6 páginasSTO Configuration For GST: PurposeTirupatirao Bashyam100% (1)
- Unified ProcessDocumento50 páginasUnified ProcessYAWANIKHA THANGAVELAinda não há avaliações
- BSC Intro - BembiDocumento30 páginasBSC Intro - Bembiheru fahrudhiAinda não há avaliações
- 4.1 - Production of Goods and Services - IGCSE AIDDocumento1 página4.1 - Production of Goods and Services - IGCSE AIDAdam NoorAinda não há avaliações
- Criteria Very High High Average Low Very Low Sample Weight Score Opportunity Screening Grid For Each Opportunity Rating 5 4 3 2 1 Weight ScoreDocumento6 páginasCriteria Very High High Average Low Very Low Sample Weight Score Opportunity Screening Grid For Each Opportunity Rating 5 4 3 2 1 Weight ScoreIan HernandezAinda não há avaliações
- Tle6 Q4 Summative Test#2Documento4 páginasTle6 Q4 Summative Test#2rona sumodioAinda não há avaliações
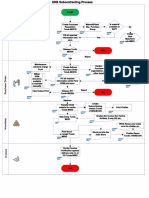
- Subcontracting ProcessDocumento1 páginaSubcontracting Processmanuj_gupta_6Ainda não há avaliações
- 283-Article Text-1582-1-10-20230724Documento8 páginas283-Article Text-1582-1-10-20230724Siti Yuli MaulizarAinda não há avaliações
- Inventory Sheet TemplateDocumento5 páginasInventory Sheet TemplateMark Anthony OrasaAinda não há avaliações