Você também pode gostar
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDocumento36 páginasSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséAinda não há avaliações
- Consumíveis de soldagem para processos de arco elétricoDocumento40 páginasConsumíveis de soldagem para processos de arco elétricoRafaela Coutinho100% (2)
- Selecao de Consumiveis de SoldagemDocumento127 páginasSelecao de Consumiveis de SoldagemHeygleson Henrique de MirandaAinda não há avaliações
- Soldagem de Aços InoxidáveisDocumento80 páginasSoldagem de Aços InoxidáveisWeniton OliveiraAinda não há avaliações
- ESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemDocumento96 páginasESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemwsfranca100% (2)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- 13 - Soldagem PDFDocumento127 páginas13 - Soldagem PDFwlton Vga100% (1)
- Módulo 2 Terminologia de SoldagemDocumento109 páginasMódulo 2 Terminologia de SoldagemLuciano AlvesAinda não há avaliações
- FBTS Simbologia ModifcadoDocumento81 páginasFBTS Simbologia Modifcadowlton VgaAinda não há avaliações
- Projeto APOIO ESTUDO Terminologia de SoldagemDocumento10 páginasProjeto APOIO ESTUDO Terminologia de Soldagemmrdamorim100% (1)
- Defeitos em Soldagem PDFDocumento32 páginasDefeitos em Soldagem PDFFernando VittoAinda não há avaliações
- Questionário de SoldagemDocumento7 páginasQuestionário de SoldagemManuel Nascimento100% (2)
- Fissura em Solda PDFDocumento55 páginasFissura em Solda PDFMateus Lichfett MachadoAinda não há avaliações
- Descontinuidades em Soldagem: Porosidade, Escória e Falta de FusãoDocumento36 páginasDescontinuidades em Soldagem: Porosidade, Escória e Falta de FusãoMárcio Ferreira100% (1)
- Avaliação - Soldagem - SENAI - 1Documento10 páginasAvaliação - Soldagem - SENAI - 1Papaleguas games100% (1)
- 08 Qualific 32 Questoes Final8Documento12 páginas08 Qualific 32 Questoes Final8Gustavo Davi100% (1)
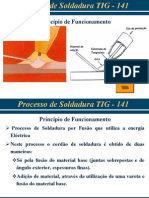
- Soldadura TIG: Princípios e ParâmetrosDocumento31 páginasSoldadura TIG: Princípios e ParâmetrosJohhSmithAinda não há avaliações
- Diluição Na Soldagem Fonte Site Inpetor de Solda PDFDocumento5 páginasDiluição Na Soldagem Fonte Site Inpetor de Solda PDFedpsousaAinda não há avaliações
- Classificação de AçosDocumento17 páginasClassificação de AçosMatheus JoãoAinda não há avaliações
- Documentos Técnicos SoldagemDocumento13 páginasDocumentos Técnicos SoldagemAnonymous CeGgrC5Ainda não há avaliações
- Soldador de TubulacaoDocumento144 páginasSoldador de Tubulacaoalanrego_agprAinda não há avaliações
- Guia Prático para Compreensão EPSDocumento13 páginasGuia Prático para Compreensão EPSMarco SeccoAinda não há avaliações
- Normas Soldagem QualificaçãoDocumento63 páginasNormas Soldagem QualificaçãoAllan Maia100% (1)
- Defeitos Na Solda PDFDocumento13 páginasDefeitos Na Solda PDFCris NunesAinda não há avaliações
- Proteção contra corrosão em estruturas navaisDocumento64 páginasProteção contra corrosão em estruturas navaisjconde1948100% (1)
- Apostila FBTSDocumento525 páginasApostila FBTSCalama Arica São Paulo100% (2)
- Manual Soldagem AlumínioDocumento26 páginasManual Soldagem Alumíniocaiomaba2100% (1)
- Senai - 6 Processo MIG MAGDocumento22 páginasSenai - 6 Processo MIG MAGAnonymous XQuDOLAinda não há avaliações
- Soldagem MIG (Slides)Documento28 páginasSoldagem MIG (Slides)César Augusto100% (1)
- Consumíveis de soldagem: eletrodos, varetas, gases e fluxosDocumento44 páginasConsumíveis de soldagem: eletrodos, varetas, gases e fluxosLeandro Almeida100% (2)
- Diagrama de SchafflerDocumento3 páginasDiagrama de SchafflerAnonymous hj68hZmoAinda não há avaliações
- Simbologia de Soldagem para Inspetor N1Documento10 páginasSimbologia de Soldagem para Inspetor N1adelor100% (1)
- Introdução à Soldagem por FusãoDocumento99 páginasIntrodução à Soldagem por FusãosergioleitAinda não há avaliações
- Terminologia de SoldagemDocumento36 páginasTerminologia de SoldagemSaymon Feliz100% (2)
- Prova Inspetor Soldagem Nível 1Documento14 páginasProva Inspetor Soldagem Nível 1Nicolas Fontes100% (1)
- Guia Candidato Inspetor Solda Revisao16Documento18 páginasGuia Candidato Inspetor Solda Revisao16Jorge Luengo100% (1)
- Fundamentos Da Metalurgia Da Soldagem)Documento52 páginasFundamentos Da Metalurgia Da Soldagem)Harlysson MaiaAinda não há avaliações
- Soldagem com eletrodo revestidoDocumento12 páginasSoldagem com eletrodo revestidopaulo100% (1)
- Interpretação das Normas de Qualificação de SoldagemDocumento63 páginasInterpretação das Normas de Qualificação de SoldagemErivelton Rosario CaoAinda não há avaliações
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocumento49 páginasSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- RESUMO Introduo Metalurgia Da Soldagem PDFDocumento97 páginasRESUMO Introduo Metalurgia Da Soldagem PDFCris NunesAinda não há avaliações
- Tipos e Formas de CorrosãoDocumento7 páginasTipos e Formas de CorrosãoPatricia Silva CunhaAinda não há avaliações
- Soldagem: Processos e Documentos TécnicosDocumento27 páginasSoldagem: Processos e Documentos TécnicosAdeilton Loureiro NascimentoAinda não há avaliações
- Simbologia de Soldagem - Símbolos Suplementares - Infosolda Portal Brasileiro Da SoldagemDocumento3 páginasSimbologia de Soldagem - Símbolos Suplementares - Infosolda Portal Brasileiro Da Soldagemalexviana_Ainda não há avaliações
- Microestruturas de aços soldadosDocumento155 páginasMicroestruturas de aços soldadosEsteban Ramirez Agudelo100% (1)
- Módulo 2 Funções Do Inspector e Documentação Rev 0Documento45 páginasMódulo 2 Funções Do Inspector e Documentação Rev 0Jose GuerreiroAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Fundamentos da análise fractográfica de falhas de materias metálicosNo EverandFundamentos da análise fractográfica de falhas de materias metálicosAinda não há avaliações
- Normas e Consumíveis de SoldagemDocumento55 páginasNormas e Consumíveis de SoldagemVitor RibonAinda não há avaliações
- Consumíveis de SoldagemDocumento58 páginasConsumíveis de SoldagemJoão Paulo Mendes RosaAinda não há avaliações
- Aula 4 Soldagem UniritterDocumento28 páginasAula 4 Soldagem UniritterBrick FacilAinda não há avaliações
- MODULO 4 Consumiveis InspetorDocumento38 páginasMODULO 4 Consumiveis InspetorWilliam FagundesAinda não há avaliações
- Pri103-00 Berços InfantisDocumento19 páginasPri103-00 Berços InfantisRafael SouzaAinda não há avaliações
- Ensaios de Sofás segundo ABNT NBR 15164Documento18 páginasEnsaios de Sofás segundo ABNT NBR 15164Rafael SouzaAinda não há avaliações
- Pri53-02 Móveis para EscritórioDocumento12 páginasPri53-02 Móveis para EscritórioRafael SouzaAinda não há avaliações
- Programação - FanucDocumento172 páginasProgramação - FanucRafael Souza100% (1)
- Automação 2017Documento139 páginasAutomação 2017Rafael SouzaAinda não há avaliações
- Pri44-01 Cadeiras de EscritórioDocumento20 páginasPri44-01 Cadeiras de EscritórioRafael SouzaAinda não há avaliações
- Pri45-01 CadeirasDocumento18 páginasPri45-01 CadeirasRafael SouzaAinda não há avaliações
- SENAI - Eletrodo Revestido NIVEL 1Documento89 páginasSENAI - Eletrodo Revestido NIVEL 1Rafinha Melo100% (1)
- Pri46-00 Móveis EscolaresDocumento23 páginasPri46-00 Móveis EscolaresRafael SouzaAinda não há avaliações
- Processo de soldagem MIG-MAGDocumento92 páginasProcesso de soldagem MIG-MAGteperiniAinda não há avaliações
- Microensino - Corsan Santa MariaDocumento57 páginasMicroensino - Corsan Santa MariaRafael SouzaAinda não há avaliações
- Resgate - Trabalho em AlturaDocumento36 páginasResgate - Trabalho em AlturaRafael SouzaAinda não há avaliações
- Programação de Centro de UsinagemDocumento71 páginasProgramação de Centro de Usinagemevandro3k67% (3)
- Apostila CNCDocumento23 páginasApostila CNCjose_carro_2Ainda não há avaliações
- Coordenadas cartesianas no torno CNCDocumento43 páginasCoordenadas cartesianas no torno CNCslayer_codec100% (3)
- Caixas plásticas para transporte e armazenagem de produtos - Especificações técnicasDocumento12 páginasCaixas plásticas para transporte e armazenagem de produtos - Especificações técnicasRafael SouzaAinda não há avaliações
- Programação de Centro de UsinagemDocumento71 páginasProgramação de Centro de Usinagemevandro3k67% (3)
- Apostila Autocad 3D SENAI OurinhosDocumento20 páginasApostila Autocad 3D SENAI OurinhosRhuan PabloAinda não há avaliações
- Abnt 11228-3Documento91 páginasAbnt 11228-3Rafael SouzaAinda não há avaliações
- Coordenadas cartesianas no torno CNCDocumento43 páginasCoordenadas cartesianas no torno CNCslayer_codec100% (3)
- Apostila CNCDocumento23 páginasApostila CNCjose_carro_2Ainda não há avaliações
- Leitura e interpretação de desenhos técnicosDocumento52 páginasLeitura e interpretação de desenhos técnicosRafael SouzaAinda não há avaliações
- Apostila Autocad 3D SENAI OurinhosDocumento20 páginasApostila Autocad 3D SENAI OurinhosRhuan PabloAinda não há avaliações
- Abnt 11228-2Documento73 páginasAbnt 11228-2Rafael SouzaAinda não há avaliações
- Leitura e interpretação de desenhos técnicosDocumento52 páginasLeitura e interpretação de desenhos técnicosRafael SouzaAinda não há avaliações
- TabelaAtividade 2149Documento3 páginasTabelaAtividade 2149Rafael SouzaAinda não há avaliações
- Apostila Serrarias PDFDocumento128 páginasApostila Serrarias PDFAline Porto100% (1)
- 61 Grandes Ideias de Vendas e Marketing - Raul CandeloroDocumento25 páginas61 Grandes Ideias de Vendas e Marketing - Raul CandeloroEnrico CardosoAinda não há avaliações
- AsilDocumento62 páginasAsilMarcello CappioAinda não há avaliações
- Stud Welding - Soldagem de PinosDocumento7 páginasStud Welding - Soldagem de PinosvitorAinda não há avaliações
- Gerador Diesel SoldagemDocumento46 páginasGerador Diesel SoldagemLuciano Henrique Vitorio100% (3)
- Consumíveis de soldagem: eletrodos, varetas, gases e fluxosDocumento44 páginasConsumíveis de soldagem: eletrodos, varetas, gases e fluxosLeandro Almeida100% (2)
- ISN1 - Ap 2Documento236 páginasISN1 - Ap 2Sid NeiAinda não há avaliações
- ACOMPANHAMENTO SOLDAGEMDocumento19 páginasACOMPANHAMENTO SOLDAGEMRafael SoaresAinda não há avaliações
- Classificação processos soldagemDocumento3 páginasClassificação processos soldagemLeandro BorbaAinda não há avaliações
- Manual de operação fonte TIG e eletrodo AC/DCDocumento52 páginasManual de operação fonte TIG e eletrodo AC/DCAlan AlencarAinda não há avaliações
- Processos Soldagem VantagensDocumento6 páginasProcessos Soldagem VantagensdouglasncamiloAinda não há avaliações
- Trepanação e soldagem em tubulações de gás natural sem corte no fornecimentoDocumento14 páginasTrepanação e soldagem em tubulações de gás natural sem corte no fornecimentofaraujodff10Ainda não há avaliações
- Aws A5.3Documento28 páginasAws A5.3ahmedAinda não há avaliações
- Aol 4 Soldagem 2023.1.bDocumento7 páginasAol 4 Soldagem 2023.1.bSérgio MelloAinda não há avaliações
- Análise de custos de soldagem de dutoviaDocumento15 páginasAnálise de custos de soldagem de dutoviawellington_cjsAinda não há avaliações
- LHJ 750 Manual: Fonte de energia para soldagemDocumento44 páginasLHJ 750 Manual: Fonte de energia para soldagemMarcos Fernandes100% (1)
- Noções de SoldagemDocumento67 páginasNoções de SoldagemAugusto PereiraAinda não há avaliações
- Soldagem de Tubulação Esab PDFDocumento63 páginasSoldagem de Tubulação Esab PDFNildoAinda não há avaliações
- TCC PrincipalDocumento43 páginasTCC PrincipalMarcus FariasAinda não há avaliações
- Suporte para remoção de placa de tornoDocumento30 páginasSuporte para remoção de placa de tornohehehe blzAinda não há avaliações
- Planilha Consumo ConsumiveisDocumento5 páginasPlanilha Consumo ConsumiveisMauro CostaAinda não há avaliações
- Ordem de serviço soldadorDocumento2 páginasOrdem de serviço soldadorLeonardo AlbuquerqueAinda não há avaliações
- Material - Aula 08 - Arames FCAWDocumento6 páginasMaterial - Aula 08 - Arames FCAWGuilherme R.Ainda não há avaliações
- Manual Migflex 160 BV 2vDocumento35 páginasManual Migflex 160 BV 2veduardocasarim1604Ainda não há avaliações
- Manuais de instruções para solda MIG/MAG, TIG e MMADocumento21 páginasManuais de instruções para solda MIG/MAG, TIG e MMAvds94Ainda não há avaliações
- XA00248685 ESAB Aluminum Technical Guide BR PTDocumento40 páginasXA00248685 ESAB Aluminum Technical Guide BR PTBernardo H. B. GonçalvesAinda não há avaliações
- Terminologia Da Soldadura em Português EuropeuDocumento37 páginasTerminologia Da Soldadura em Português EuropeuruicairesAinda não há avaliações
- Manual Solda SegurançaDocumento22 páginasManual Solda SegurançaElton MacieraAinda não há avaliações
- Relatório SoldagemDocumento5 páginasRelatório SoldagemLindolfo LopesAinda não há avaliações
- Seguranca Na SoldagemDocumento49 páginasSeguranca Na SoldagemSamuel DiasAinda não há avaliações
- Soldagem: Processos e PráticasDocumento3 páginasSoldagem: Processos e PráticasAnderson FerreiraAinda não há avaliações
- Processo de Soldagem CAOADocumento128 páginasProcesso de Soldagem CAOAAntonio DiasAinda não há avaliações
- Soldagem: Processos e SegurançaDocumento92 páginasSoldagem: Processos e Segurançafiesta new100% (1)