Você também pode gostar
- Chapter 3 METROLOGY - IntroductionDocumento14 páginasChapter 3 METROLOGY - IntroductionMadhu pspkAinda não há avaliações
- Fixtures For NCDocumento13 páginasFixtures For NCMaha RajanAinda não há avaliações
- SSC Je PapersDocumento28 páginasSSC Je PapersshubhamAinda não há avaliações
- ME8793 Process Planning Cost Estimation 5Documento35 páginasME8793 Process Planning Cost Estimation 5Vikashini GAinda não há avaliações
- EIM PPT 1Documento17 páginasEIM PPT 1rahul0% (1)
- M.E. Degree Exam Question Paper on Integrated Mechanical DesignDocumento4 páginasM.E. Degree Exam Question Paper on Integrated Mechanical DesignSasiKumar PetchiappanAinda não há avaliações
- Six Weeks Training Report or Presentation For B.techDocumento38 páginasSix Weeks Training Report or Presentation For B.techDeepinder SinghAinda não há avaliações
- Mahindra Gears Transmiision Training ReportDocumento32 páginasMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- B.tech. Syllabus AE With Short NotesDocumento64 páginasB.tech. Syllabus AE With Short NotesAryan KumarAinda não há avaliações
- Thread Metrology: Presented By, Prof. Vijaya AvatiDocumento8 páginasThread Metrology: Presented By, Prof. Vijaya AvatiNikhil Jadhav100% (1)
- General Procedure in Machine DesignDocumento3 páginasGeneral Procedure in Machine Designkingmohit100% (1)
- Unit II Curves & SurfacesDocumento57 páginasUnit II Curves & Surfacesvishwajeet patilAinda não há avaliações
- Lecture Notes Set 2 - Designing Mechatronic SystemsDocumento14 páginasLecture Notes Set 2 - Designing Mechatronic SystemsMark AzzopardiAinda não há avaliações
- Rapid Prototyping Seminar ReportDocumento35 páginasRapid Prototyping Seminar ReportNaomi Cooke100% (1)
- CAD Customization Drives AutomationDocumento41 páginasCAD Customization Drives Automationvishwajeet patilAinda não há avaliações
- Textual Robot ProgrammingDocumento12 páginasTextual Robot Programmingthanh_cdt01Ainda não há avaliações
- Unit-4-Computer Aided DesignDocumento15 páginasUnit-4-Computer Aided DesignMuthuvel M100% (2)
- Concurrent Engineering: Integrated Product DesignDocumento16 páginasConcurrent Engineering: Integrated Product DesignAnusha MandavaAinda não há avaliações
- 7 2th Semester Pump-Operator Cum MechanicDocumento13 páginas7 2th Semester Pump-Operator Cum MechanicYuvaraj ChinthAinda não há avaliações
- CAD-CAM Power Point PresentationDocumento102 páginasCAD-CAM Power Point PresentationArgAshishGargAinda não há avaliações
- Solved Problems (1) Draw The Cam Profile For Following ConditionsDocumento6 páginasSolved Problems (1) Draw The Cam Profile For Following Conditionsrakesh kumarAinda não há avaliações
- NXU 2020 Hands On Activity Book UpdatedDocumento43 páginasNXU 2020 Hands On Activity Book UpdatedHeribertoAinda não há avaliações
- Lean Six Sigma Project - Abhishta - BehrDocumento16 páginasLean Six Sigma Project - Abhishta - BehrAbhishta SharmaAinda não há avaliações
- ME8694 - Hydraulics and Pneumatics Question BankDocumento14 páginasME8694 - Hydraulics and Pneumatics Question BankelabalajiAinda não há avaliações
- Festo Students enDocumento6 páginasFesto Students enEKANSH SHARMAAinda não há avaliações
- Unconventional Machining ProcessesDocumento2 páginasUnconventional Machining ProcessesP.N. MohankumarAinda não há avaliações
- Machine Design Unit 1 Design PhilosophyDocumento12 páginasMachine Design Unit 1 Design PhilosophyAnand Babu100% (3)
- Triaxial Stress State: (+ve Sense Shown)Documento18 páginasTriaxial Stress State: (+ve Sense Shown)sqaiba_gAinda não há avaliações
- ReportDocumento25 páginasReport9897856218Ainda não há avaliações
- Cryogenic Treatment of Disc BrakesDocumento18 páginasCryogenic Treatment of Disc BrakesAnson Dsouza50% (2)
- Cam Lab 1Documento40 páginasCam Lab 1Madhusudhan Rao KAinda não há avaliações
- CAD Data Exchange & File FormatsDocumento37 páginasCAD Data Exchange & File Formatsvishwajeet patil100% (1)
- Dies and Its TypesDocumento2 páginasDies and Its TypesRajat AhujaAinda não há avaliações
- Notes-MDB4213-Jan 2018 - Advance Machining Process PDFDocumento70 páginasNotes-MDB4213-Jan 2018 - Advance Machining Process PDFVeenoShiniAinda não há avaliações
- Theory of Metal CuttingDocumento10 páginasTheory of Metal CuttingHxn BhattiAinda não há avaliações
- CNC PDFDocumento99 páginasCNC PDFAdrianAinda não há avaliações
- Mechathon Problem Statement-2 PDFDocumento3 páginasMechathon Problem Statement-2 PDFFarhan Ahamed HameedAinda não há avaliações
- Applications of Bushes and Indexing of JigsDocumento16 páginasApplications of Bushes and Indexing of Jigspratik thakareAinda não há avaliações
- Applications of Rapid PrototypingDocumento13 páginasApplications of Rapid PrototypingM.Saravana Kumar..M.EAinda não há avaliações
- Cotter Joint Design GuideDocumento15 páginasCotter Joint Design GuidenkchandruAinda não há avaliações
- OAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesDocumento2 páginasOAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesMr.Babu T50% (2)
- Lab ReportDocumento4 páginasLab ReportNinton NawiwaAinda não há avaliações
- Tool Room LatheDocumento4 páginasTool Room LatheShahAzeem AhamadAinda não há avaliações
- Thermal Analysis of Engine Cylinder Fins with Different GeometriesDocumento44 páginasThermal Analysis of Engine Cylinder Fins with Different GeometriesBoopathi KalaiAinda não há avaliações
- METHOD STUDY FOR COST REDUCTIONDocumento68 páginasMETHOD STUDY FOR COST REDUCTIONzakirno19248Ainda não há avaliações
- Surface Roughness PDFDocumento20 páginasSurface Roughness PDFThirumangaiAlwar SeenivasanAinda não há avaliações
- Friction GuidewaysDocumento13 páginasFriction Guidewaysyummit100% (1)
- Drive Units in CNCDocumento17 páginasDrive Units in CNCM.Saravana Kumar..M.EAinda não há avaliações
- Murali - Metrology & Measurements Lab ManualDocumento30 páginasMurali - Metrology & Measurements Lab ManualsubhashAinda não há avaliações
- Numerical Control PDFDocumento23 páginasNumerical Control PDFmishari67% (3)
- 3-Axis CNC Marble Cutting Machine Project ReportDocumento84 páginas3-Axis CNC Marble Cutting Machine Project ReportHammad Iftikhar HanifAinda não há avaliações
- Extend - Retract and Stop System of A Linear Actuator Hydraulic TrainerDocumento10 páginasExtend - Retract and Stop System of A Linear Actuator Hydraulic Traineratma aAinda não há avaliações
- Computer Aided Process PlanningDocumento6 páginasComputer Aided Process Planningaqtu12fucAinda não há avaliações
- Process Planning Fundamentals ExplainedDocumento24 páginasProcess Planning Fundamentals ExplainedJackson ..Ainda não há avaliações
- Computer Aided Process Planning (Capp)Documento21 páginasComputer Aided Process Planning (Capp)raviAinda não há avaliações
- Computer Aided Process Planning-IDocumento19 páginasComputer Aided Process Planning-IPrabha KaranAinda não há avaliações
- CAPPDocumento27 páginasCAPPRajeshwar DeshmukhAinda não há avaliações
- Computer Aided Process Planning-IDocumento19 páginasComputer Aided Process Planning-IShamsir Ibni ShukriAinda não há avaliações
- Computer Aided Process Planning: Date: 2/27/03 Room: MSE Computer Lab Presenters: Cem Toma Anthony NguyenDocumento23 páginasComputer Aided Process Planning: Date: 2/27/03 Room: MSE Computer Lab Presenters: Cem Toma Anthony NguyenRjose PortilloAinda não há avaliações
- Computer Aided Process Planning-IDocumento19 páginasComputer Aided Process Planning-IAnoop SavantAinda não há avaliações
- 2way2sat Idirect InstallationDocumento15 páginas2way2sat Idirect InstallationDaniel Piette100% (1)
- Dac Linux Installation Notes White PaperDocumento7 páginasDac Linux Installation Notes White PaperjbeatoflAinda não há avaliações
- English 002 An Essay About Computer GamesDocumento2 páginasEnglish 002 An Essay About Computer Gamesshenyang28Ainda não há avaliações
- Model ResumeDocumento4 páginasModel ResumeMazhar HussainAinda não há avaliações
- Spesifikasi Perangkat: 1. Personal Computer (Low Specification)Documento4 páginasSpesifikasi Perangkat: 1. Personal Computer (Low Specification)Randy ViyatadhikaAinda não há avaliações
- UNDERWATER SHIP PROPELLER MANUALSDocumento129 páginasUNDERWATER SHIP PROPELLER MANUALSChristian Delgado RamosAinda não há avaliações
- Mock Test 1: JKSSB Account AssistantDocumento10 páginasMock Test 1: JKSSB Account AssistantADEENA NOORAinda não há avaliações
- Comandos CCNP SwitchDocumento10 páginasComandos CCNP SwitchvartitaAinda não há avaliações
- Designing an Advanced Battery Charger with the BatMod ModuleDocumento2 páginasDesigning an Advanced Battery Charger with the BatMod ModuleSugun Kumar PedapudiAinda não há avaliações
- Progres Griya Adika Narama 03 Maret 2023Documento7 páginasProgres Griya Adika Narama 03 Maret 2023krisna kingAinda não há avaliações
- Master Intel Architecture Textbook PrefaceDocumento3 páginasMaster Intel Architecture Textbook PrefaceEhab AlhouraniAinda não há avaliações
- Word Processors: - Microsoft Word - Corel Wordperfect - Word Star - Lotus WordproDocumento10 páginasWord Processors: - Microsoft Word - Corel Wordperfect - Word Star - Lotus WordproPatrick OnyangoAinda não há avaliações
- Guide On Access BIOS To Different Brands of PCDocumento2 páginasGuide On Access BIOS To Different Brands of PCrez habloAinda não há avaliações
- Sterrad 100S - Maintenance GuideDocumento44 páginasSterrad 100S - Maintenance GuideRaicevic Milan Trico67% (3)
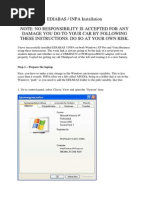
- Ediabas and Inpa How To InstallDocumento10 páginasEdiabas and Inpa How To InstallBijouxBratariHandMadeAinda não há avaliações
- JAF Tool FlashingDocumento29 páginasJAF Tool FlashingRaj Kumar0% (1)
- Intel EssayDocumento39 páginasIntel EssayBudila MariusAinda não há avaliações
- Dacon Asset Integrity PresentationDocumento10 páginasDacon Asset Integrity PresentationMohammed Ilyas Mohiuddin100% (1)
- Computer Operator My CVDocumento2 páginasComputer Operator My CVShan Khan100% (2)
- Estimation and Costing by M Chakraborty PDFDocumento4 páginasEstimation and Costing by M Chakraborty PDFAakash Kamthane0% (3)
- Electrical Electronics VOL.08 PDFDocumento148 páginasElectrical Electronics VOL.08 PDFFlorian Leordeanu50% (2)
- Lc32-37ga9e SM GBDocumento124 páginasLc32-37ga9e SM GBomoebergAinda não há avaliações
- Sanyo C29FS51 Chassis LB6-A Service ManualDocumento30 páginasSanyo C29FS51 Chassis LB6-A Service Manualnaupas007100% (1)
- Section 1: Document Information: SCM Report Master Data ZMM - Mat - VenDocumento3 páginasSection 1: Document Information: SCM Report Master Data ZMM - Mat - VenRicky リキAinda não há avaliações
- BTS Fault Code GuideDocumento7 páginasBTS Fault Code Guidefimmy1Ainda não há avaliações
- IBM Storwize V3700 7.5Documento1 páginaIBM Storwize V3700 7.5Silvio Ferreira CoutinhoAinda não há avaliações
- Microprocessors in 2020Documento4 páginasMicroprocessors in 2020Brian RichardsAinda não há avaliações
- Mod Is TutorialsDocumento35 páginasMod Is TutorialsRaskiban KedungAinda não há avaliações
- Honda Gx120 Gx160Documento45 páginasHonda Gx120 Gx160Miguel OrtizAinda não há avaliações