Você também pode gostar
- Geradores vapor pequena escalaDocumento19 páginasGeradores vapor pequena escalaGuilherme GonçalvesAinda não há avaliações
- VentilaçãoDocumento45 páginasVentilaçãoLeandro Benini Alonso100% (1)
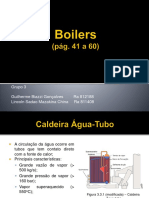
- Seminário - BoilersDocumento27 páginasSeminário - BoilersGuilherme GonçalvesAinda não há avaliações
- Conceitos e Definições Da TermodinâmicaDocumento52 páginasConceitos e Definições Da TermodinâmicaGuilherme GonçalvesAinda não há avaliações
- Poster-Seminario PósDocumento1 páginaPoster-Seminario PósGuilherme GonçalvesAinda não há avaliações
- Ventilaç oDocumento50 páginasVentilaç oGuilherme GonçalvesAinda não há avaliações
- AulaDocumento37 páginasAulaGuilherme GonçalvesAinda não há avaliações
- 1 Lei Da Termodinâmica em Volumes de ControleDocumento8 páginas1 Lei Da Termodinâmica em Volumes de ControleGuilherme GonçalvesAinda não há avaliações
- Aula9 JacobiDocumento35 páginasAula9 JacobiGuilherme GonçalvesAinda não há avaliações
- Calculo de RoscaDocumento2 páginasCalculo de RoscaRony MarquesAinda não há avaliações
- Parafuso Cabeça Sextavada Rosca InteiraDocumento7 páginasParafuso Cabeça Sextavada Rosca InteiraGuilherme GonçalvesAinda não há avaliações
- APOST1Documento5 páginasAPOST1Guilherme GonçalvesAinda não há avaliações
- Minicurso Breno FinalDocumento49 páginasMinicurso Breno FinalGuilherme GonçalvesAinda não há avaliações
- Estudo dos gases: leis de Boyle, Charles e transformações isotérmica, isobárica e isovolumétricaDocumento10 páginasEstudo dos gases: leis de Boyle, Charles e transformações isotérmica, isobárica e isovolumétricafranquimicoAinda não há avaliações
- 1994 Matematica AFADocumento2 páginas1994 Matematica AFAReforço Multidisciplinar Aulas ParticularesAinda não há avaliações
- Expressoes RegularesDocumento10 páginasExpressoes Regulareshack3rg33kAinda não há avaliações
- Gabarito Lista 1 - Restrição OrçamentáriaDocumento4 páginasGabarito Lista 1 - Restrição OrçamentáriaMiguel ArcanjoAinda não há avaliações
- ListaIAL 1Documento15 páginasListaIAL 1CaioCoelhoAinda não há avaliações
- Relatorio Duo TrioDocumento9 páginasRelatorio Duo TrioAdelaide Silva100% (1)
- Atividade 2 Modelos ProbabilidadeDocumento2 páginasAtividade 2 Modelos Probabilidadesilva.manuela681278% (9)
- Planejamento Anual - Matemática - 1 Série EMDocumento6 páginasPlanejamento Anual - Matemática - 1 Série EMGabriel GuerraAinda não há avaliações
- Mdulo f4 CircuitoselectricoDocumento11 páginasMdulo f4 CircuitoselectricoMaria Papoila CrisAinda não há avaliações
- Analise Do Vento CFDDocumento13 páginasAnalise Do Vento CFDJovair Avilla JuniorAinda não há avaliações
- Transformações Lineares Reflexões RotaçõesDocumento19 páginasTransformações Lineares Reflexões RotaçõesRicardo Rodrigo Da SilvaAinda não há avaliações
- FT 11 Sinter30Documento2 páginasFT 11 Sinter30metalografiaAinda não há avaliações
- Livro de Raciocínio LógicoDocumento340 páginasLivro de Raciocínio LógicoRafaela Freitas100% (1)
- dissertaCAO PDFDocumento260 páginasdissertaCAO PDFAntonio Vieira MScAinda não há avaliações
- Exercícios de Física sobre Ondas e VibraçõesDocumento6 páginasExercícios de Física sobre Ondas e VibraçõesJhefin Jhef100% (1)
- Cálculo matemáticoDocumento1 páginaCálculo matemáticoJosé Alair Da Silva JúniorAinda não há avaliações
- Desaromatização a furfural: remoção de compostos aromáticosDocumento2 páginasDesaromatização a furfural: remoção de compostos aromáticosmadu ramosAinda não há avaliações
- Manual Da Bimby T31Documento52 páginasManual Da Bimby T31batchcomAinda não há avaliações
- Ficha de Trabalho Nº22Documento3 páginasFicha de Trabalho Nº22diogopintobritoAinda não há avaliações
- Introd A Programação Exerc ResolvidosDocumento227 páginasIntrod A Programação Exerc ResolvidosErivaldo Filho Pereira Do NascimentoAinda não há avaliações
- Matemática Financeira - Lista Exercícios Sistemas AmortizaçãoDocumento2 páginasMatemática Financeira - Lista Exercícios Sistemas AmortizaçãoJoana De Farias SouzaAinda não há avaliações
- Circuitos CA e Fasores: conceitos básicosDocumento30 páginasCircuitos CA e Fasores: conceitos básicosWilsonSimonalAinda não há avaliações
- Ficha 1Documento16 páginasFicha 1Diogo mendesAinda não há avaliações
- ARA 0018 Apresenta o SextaDocumento16 páginasARA 0018 Apresenta o SextaPedro RodenbuschAinda não há avaliações
- Guia completo para instalação e operação de condicionador de ar GreeDocumento54 páginasGuia completo para instalação e operação de condicionador de ar GreeMárcio Henrique Tenório MartinsAinda não há avaliações
- Análise de atividade de ensino a distância sobre Engenharia de SoftwareDocumento7 páginasAnálise de atividade de ensino a distância sobre Engenharia de SoftwareTiago FernandoAinda não há avaliações
- Aula 6 - 2022 Fundamentos Das GinásticasDocumento51 páginasAula 6 - 2022 Fundamentos Das GinásticasNoelle Faria DantasAinda não há avaliações
- Cópia de Simulado GEOGRAFIA 1º AnoDocumento3 páginasCópia de Simulado GEOGRAFIA 1º AnoDrift BayAinda não há avaliações
- Despertar ExcertoDocumento11 páginasDespertar ExcertobpuppinAinda não há avaliações
- Tutoriais de Programação GIS Gratuitos - Aprenda Como Codificar - Geografia SIGDocumento7 páginasTutoriais de Programação GIS Gratuitos - Aprenda Como Codificar - Geografia SIGgeobiankiniAinda não há avaliações