Escolar Documentos
Profissional Documentos
Cultura Documentos
Processos de Soldagem Com Arco Submerso
Processos de Soldagem Com Arco Submerso
Enviado por
Roger Log0 notas0% acharam este documento útil (0 voto)
7 visualizações17 páginasIntrodução teoria básica Processos de Soldagem com Arco Submerso
Título original
Processos de Soldagem com Arco Submerso
Direitos autorais
© © All Rights Reserved
Formatos disponíveis
PDF, TXT ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoIntrodução teoria básica Processos de Soldagem com Arco Submerso
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
0 notas0% acharam este documento útil (0 voto)
7 visualizações17 páginasProcessos de Soldagem Com Arco Submerso
Processos de Soldagem Com Arco Submerso
Enviado por
Roger LogIntrodução teoria básica Processos de Soldagem com Arco Submerso
Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
Você está na página 1de 17
PROCESSO DE SOLDAGEM COM ARCO SUBMERSO - SAW
Prof. Alexandre Queiroz Bracarense, PhD
Universidade Federal de Minas Gerais
Grupo de Robtica, Soldagem e Simulao
1. Descrio do Processo
1.1. Fundamentos e Caractersticas
SAW um processo na qual a unio de metais se d pelo calor fornecido por um arco eltrico
entre um eletrodo nu e uma pea. O nome desse processo devido ao fato do arco e o metal
fundido pelo calor estarem submersos numa cobertura de fluxo granular fusvel que os
protegem da contaminao pela atmosfera. O metal de adio obtido do eletrodo, podendo
ser complementado por outras fontes como, por exemplo, varetas (welding rod), ps metlicos
ou materiais contidos no prprio fluxo de soldagem.
O fluxo desempenha importante funo na soldagem pois dele dependem a estabilidade do
arco, as propriedades mecnicas e qumicas da solda e a qualidade da mesma. O processo
SAW um processo capaz de fazer soldas com correntes acima de 2000 A usando correntes
alternadas ou contnuas e tambm um ou mais arames como enchimento.
1.1.1. Princpios de Funcionamento
Na soldagem com o arco submerso, a extremidade do eletrodo de arame est submersa em
um fluxo que cobre a rea da junta a ser soldada. aberto um arco e o mecanismo de
alimentao comea a fornecer continuamente o arame na direo da junta. Essa alimentao
pode ser manual ou automtica. Podemos ter tambm um alimentador de arames estacionrio
com a pea se movendo abaixo dele. O fluxo fornecido continuamente sobre a junta e
distribudo em frente e em volta do eletrodo.
O calor gerado pelo arco funde parte do fluxo, a extremidade do arame e as bordas adjacentes
do metal base, criando uma poa de metal fundido abaixo de uma camada de escria. O fluxo
sobre o metal fundido protege completamente a zona de soldagem da atmosfera e dissolve
impurezas no metal base e no eletrodo. O fluxo pode adicionar ou remover tambm certos
elementos de liga da solda.
Com o prosseguimento da soldagem, o metal da solda e o fluxo lquido se esfriam e solidificam,
formando o cordo de solda com uma camada de escria. Esta escria deve ser
completamente removida antes de se fazer outro passe. A Figura 1 mostra um esboo do
procedimento de soldagem com arco submerso.
Fatores que definem o uso de SAW incluem:
A composio qumica e as propriedades mecnicas requeridas.
Espessura do metal base.
Acessibilidade da junta.
Posio da soldagem.
Freqncia ou volume de solda a ser feito.
As soldas feitas por esse processo podem ser classificadas com relao ao tipo de junta, tipo
de chanfro, mtodo de soldagem, posio de soldagem (plana ou horizontal), nmero de
passes, tipo e nmero de eletrodos utilizados e nmero de fontes de potncia.
Figura 1: Processo de soldagem com arco submerso
1.1.2. Mtodos de Soldagem
SAW pode ser aplicada de 3 modos: semi-mecanizada, mecanizada e semi-automtica.
Soldagem semi-mecanizada : neste modo, a soldagem realizada com uma pistola de
soldagem manual que libera o fluxo e o eletrodo simultaneamente. O fluxo pode ser fornecido
por gravidade ou presso. Este modo requer habilidade manual, sendo usado para eletrodos de
pequeno dimetro e velocidades de soldagem moderadas.
Soldagem mecanizada : usa equipamentos que permitem a completa operao da soldagem.
Entretanto, necessria a presena de um operador para posicionar a pea, iniciar e parar a
soldagem, ajustar os controles e determinar a velocidade de cada solda.
Soldagem semi-automtica : feita com equipamento que permite a operao sem a presena
de um operador para monitorar e ajustar os controles.
1.1.3. Tipos de Solda
SAW usado para fazer soldas de chanfro, filete, tampo e superfcie. Soldas de chanfro so
feitas normalmente na posio plana e soldas de filete nas posies plana e horizontal. Isto
porque a poa de fuso e o fluxo so facilmente contidos nestas posies. Entretanto, tcnicas
simples so disponveis para produzir soldas de chanfro na posio horizontal. Soldas
satisfatrias podem ser feitas em declive para ngulos at 15 da posio horizontal. Soldas de
superfcie e tampo so feitas na posio plana.
Soldas de Chanfro
Soldas de chanfro so comumente feitas em juntas de topo variando de chapas de 1.2 mm
placas mais grossas. A tima penetrao inerente ao SAW permite juntas de chanfro quadrado
de 1/2 in. ou mais em espessuras a serem soldadas completamente de um lado, desde que
alguma forma de apoio (backing) seja usada para suportar o metal fundido. Soldas de um
passe com at 5/16 in. de espessura e dois passes at 5/8 in. so feitas em ao com uma junta
de topo quadrada e um apoio, sem abertura de raiz.
Com vrios passes, usando um ou mltiplos eletrodos, qualquer espessura de placa pode ser
soldada. Pode-se usar chanfros em V ou em U em um ou ambos os lados da placa.
Soldas de Filete
Usando um nico eletrodo, soldas de filete at 3/8 in. de garganta podem ser feitas na posio
horizontal com um passe. Soldas maiores que 5/16 in so feitas normalmente na posio plana
ou por vrios passes na horizontal. Soldas de filete feitas por SAW tm maior penetrao do
que aquelas feitas por SMAW, exibindo assim mais resistncia ao cisalhamento para o mesmo
tamanho de solda.
Soldas Tampo
O eletrodo posicionado no centro do furo e permanece nesta posio at a solda ficar
completa. O tempo requerido depende da corrente e do tamanho do furo. A penetrao
profunda obtida com esse processo requer uma espessura adequada da chapa de apoio.
Soldas de Superfcie
O objetivo proporcionar ao metal base propriedades especiais. Pode-se recuperar uma pea
desgastada, ou dar propriedades desejadas superfcie da pea original.
1.1.4. Variaes do Processo
A Soldagem com Arco Submerso presta-se a uma extensa variedade de arames e
combinaes de fluxo, um ou vrios arranjos de eletrodos e uso de geradores de corrente
contnua ou alternada. O processo tem sido adaptado para uma larga faixa de materiais e
espessuras. Vrias configuraes de arcos podem ser usadas para controlar o perfil da solda e
aumentar as taxas de deposio. Parte desta versatilidade devida ao uso do arco de corrente
alternada, pois ele minimiza o sopro magntico quando se usa um nico arco.
Entretanto, este princpio pode ser usado na soldagem com vrios arcos para criar uma
deflexo favorvel do arco. A corrente fluindo em eletrodos adjacentes cria campos de interao
magntica que podem reforar ou diminuir um ao outro. No espao entre os arcos, esses
campos magnticos so usados para produzir foras que iro defletir os arcos (e ento
distribuir o calor) em direes benficas s aplicaes pretendidas.
A seguir so descritas algumas configuraes tpicas do processo SAW usadas atualmente.
Soldagem com um nico Eletrodo
a configurao mais comum, usando apenas um eletrodo e uma fonte de potncia. usada
normalmente com corrente contnua e eletrodo no plo positivo (DCEP), mas tambm pode ser
usada com eletrodo no plo negativo (DCEN), em caso de pouca penetrao no metal base ser
requerida.
Soldagem de Chanfros Estreitos
Uma configurao como esta freqentemente adotada para soldar material de 2 in. de
espessura ou mais, com uma abertura de raiz entre 1/2 a 1 in. de largura na base do chanfro e
um ngulo total entre 0 e 8. Essa variao normalmente usa um nico eletrodo no plo
positivo com uma fonte de corrente contnua ou alternada dependendo do tipo do eletrodo e do
fluxo a ser usado. essencial usar fluxos que tenham sido desenvolvidos para soldagem em
chanfros estreitos por causa da dificuldade de remoo da escria. Esses fluxos tm
caractersticas especiais para facilitar a remoo.
Soldagem com Vrios Arames
Combina dois ou mais arames alimentados dentro da mesma poa. Os arames podem
transportar corrente ou no (cold fillers). Eles podem ser abastecidos por uma ou mais fontes
de potncia de corrente alternada ou contnua. Sistemas com mltiplos arames no apenas
aumentam a taxa de deposio como do flexibilidade operao e proporcionam o uso mais
eficiente do metal de solda disponvel. Da, consegue-se velocidades de soldagem mais altas,
at 5 vezes maiores do que aquelas obtidas com um nico arame.
Processo twin electrode: essa configurao usa dois eletrodos alimentados na mesma poa.
Os dois eletrodos so conectados a uma nica fonte de energia e um nico alimentador, e so
usados normalmente com DCEP. O processo propicia desse modo, uma taxa de deposio
superior se comparada com a de um nico eletrodo. usado em soldagem mecnica ou
automtica e pode ser usado em soldas de filete de chanfros planos e horizontais.
Processo tandem arc: existem duas variaes neste processo que usa dois eletrodos. Uma
configurao usa um eletrodo condutor em DCEP e um eletrodo conduzido em AC. Os
eletrodos so separados de 0.75 in. (19 mm) mas agem na mesma poa. Esta configurao
usada em soldagem semi-mecanizada ou semi-automtica, com altas taxas de deposio,
para soldar materiais mais grossos, 1 in. ou mais, na posio plana. Eletrodos conduzidos
adicionais em AC podem ser acrescentados para aumentar ainda mais a taxa de deposio. A
segunda configurao usa duas fontes AC conectadas eletricamente. Esta configurao,
chamada de "Scott Connection, causa uma interao dos campos magnticos dos dois arcos,
resultando numa deflexo do arco conduzido para trs.Esta deflexo permite maiores
velocidades sem mordedura no metal base.
Processo triple-arc tandem: existem duas variaes comuns deste processo. Na primeira,
todos os trs eletrodos so conectados em transformadores AC conectados numa rede
trifsica. O eletrodo condutor e o do meio so conectados em Scott e o terceiro eletrodo
(conduzido) est em fase com o eletrodo condutor. Esta conexo resulta em uma poderosa
deflexo do arco para trs e promove altas velocidades de deslocamento. Esta variao
muito usada em fbricas de tubos. A segunda variao usa um arco condutor em DCEP e dois
arcos conduzidos AC conectados em Scott.
Adio de arame "frio"
Adies de arame frio tm sido possveis usando ambos, arames slidos e tubulares sem
deteriorao das propriedades da solda. Esta tcnica no tem uso generalizado na indstria. O
equipamento requerido o mesmo para aplicaes de vrios arames, mas um arame no
conectado fonte de energia. Aumentos na taxa de deposio de at 73% so possveis. No
entanto, a maior deposio para uma quantidade fixa de calor resulta numa penetrao mais
baixa.
Adio de arame "quente"
Adies de arame quente so muito mais eficientes do que arames frios ou acrescentando um
arco adicional, porque a corrente introduzida usada inteiramente para aquecer o arame de
enchimento e no para fundir o material base ou o fluxo. A deposio pode ser aumentada de
50% a 100% sem prejuzo das propriedades do metal de solda. O processo requer
equipamento adicional e ateno maior do operador.
Adio de ps metlicos
Podem aumentar as taxas de deposio em at 70%. A tcnica fornece fuso suave, melhor
aparncia do cordo e reduzida penetrao e diluio. Metais pulverizados podem tambm
modificar a composio qumica da solda. Estes ps podem ser adicionados em frente poa
ou diretamente dentro dela, tanto por gravidade como usando o campo magntico em volta do
arame para transportar o p.
Testes de adio de metal confirmam que o aumento na taxa de deposio no requer energia
adicional, no deteriora a resistncia do metal de solda nem aumenta riscos de ruptura.
1.1.5. Variveis de Operao
O controle das variveis de operao em SAW essencial se altas taxas de produo e soldas
de boa qualidade so requeridas. Estas variveis, em ordem de importncia, so as seguintes:
Corrente.
Tipo de fluxo e distribuio das partculas.
Tenso.
Velocidade de soldagem.
Dimetro do eletrodo.
Extenso do eletrodo.
Tipo de eletrodo.
Amplitude e profundidade da camada de fluxo.
Corrente
A corrente a varivel mais influente na soldagem pois ela controla a taxa na qual o eletrodo
fundido e portanto a taxa de deposio, a profundidade de penetrao e a quantidade de metal
base fundido. Se a corrente muito alta para uma dada velocidade, a penetrao ser profunda
e a solda resultante pode tender a escoar pelo metal. Elevadas correntes levam ao desperdcio
de eletrodos na forma de reforo excessivo (alta taxa de deposio). Aumentam tambm o
encolhimento da solda causando grande distoro.
Se a corrente for multo baixa, o resultado ser uma penetrao inadequada ou uma fuso
incompleta.
Tenso
O ajuste da tenso varia o comprimento do arco entre o eletrodo e a poa de fuso. Se a tenso
cresce o comprimento do arco aumenta e vice-versa. A tenso tem pouco efeito sobre a taxa
de deposio. Ela determina principalmente a forma do cordo de solda. O aumento da tenso
com a corrente e a velocidade constantes, ir:
Produzir um cordo mais achatado e largo.
Aumentar o consumo de fluxo.
Tender a reduzir a porosidade causada pela ferrugem ou carepa no ao.
Ajudar a fazer uma ponte em uma abertura excessiva de raiz quando a alimentao pobre.
Aumentar a transferncia de elementos de liga do fluxo.
Uma tenso excessivamente alta ir:
Produzir um cordo largo e uma solda de forma cncava sujeito ruptura.
Trazer dificuldades na remoo de escria.
Acrescentar mordedura pela(s) borda(s) do filete.
Uma tenso baixa produz um arco concentrado que melhora a penetrao num chanfro
profundo e resiste ao sopro magntico. Uma tenso excessivamente baixa produz um cordo
alto e estreito e causa dificuldades na remoo de escria pelas extremidades do cordo.
Velocidade de Soldagem
Com alguma combinao da corrente e tenso os efeitos da variao da velocidade obedecem
o seguinte modelo. Se a velocidade aumenta, a fora ou a quantidade de calor por unidade de
comprimento diminui e menos metal de enchimento aplicado por unidade de comprimento,
resultando num reforo menor.
A penetrao mais afetada pela velocidade de soldagem do que qualquer outra varivel a no
ser a corrente. Isto est certo exceto para velocidades muito baixas quando a poa de fuso
est abaixo do eletrodo. Ento a fora de penetrao do arco amortecida pela poa.
Velocidades excessivamente baixas so responsveis tambm por um cordo de forma
convexa sujeito ruptura, excessiva exposio ao arco, que incomodo ao operador, e uma
poa larga fluindo em volta do arco resultando num cordo spero e com incluses de escria.
A velocidade pode ser ajustada dentro de certos limites para controlar o tamanho da solda e a
penetrao. Nesse aspecto, ela est relacionada com a corrente e o tipo de fluxo. Velocidades
excessivamente altas promovem mordedura, sopro magntico, porosidade e cordo irregular.
Dimetro do Eletrodo
O dimetro do eletrodo afeta a forma do cordo e o comprimento da penetrao para uma
corrente fixa. Eletrodos de pequeno dimetro so usados nos equipamentos semi-automticos
para dar flexibilidade aos movimentos. Eles so usados tambm por fontes paralelas de energia
com mltiplos eletrodos. Quando a alimentao pobre, um eletrodo de maior espessura
melhor que um de menor espessura para fazer a ponte entre a abertura da raiz.
O dimetro do eletrodo tambm influencia a taxa de deposio. Para uma dada corrente, um
eletrodo de dimetro pequeno ter uma densidade de corrente e uma taxa de deposio mais
alta que um eletrodo de dimetro maior. Entretanto, um eletrodo de maior dimetro pode
transportar mais corrente e produzir uma taxa de deposio maior para uma corrente mais alta.
Se uma taxa de alimentao mais alta (ou mais baixa) que o motor de alimentao pode
suportar, a troca para um eletrodo de dimetro maior (ou menor) permitir a taxa de deposio
desejada.
Extenso do Eletrodo
Para densidades de corrente acima de 125 A/mm
2
, a extenso do eletrodo torna-se uma
varivel importante. Para altas densidades de corrente, a resistncia ao calor do eletrodo entre
o bico de contato e o arco aumenta a taxa de fuso. Quanto maior a extenso maior a
resistncia eltrica, maior a quantidade de calor gerado por efeito Joule e por conseguinte
mais alta a taxa de fuso.
No desenvolvimento do processo, uma extenso de aproximadamente oito vezes o dimetro do
eletrodo um bom comeo. Com o decorrer do processo, o comprimento modificado para se
encontrar uma taxa de fuso tima em funo da corrente.
O acrscimo de extenso adiciona um elemento de resistncia no circuito da soldagem e
consome alguma energia previamente fornecida para o arco. Com uma tenso mais baixa
atravs do arco, a largura do cordo e a penetrao decrescem e o cordo fica mais convexo.
Portanto, quando a extenso do eletrodo aumentada para tirar vantagem de uma taxa de
fuso mais alta, a tenso da mquina tem de ser aumentada.
A condio do bico de contato afeta a extenso efetiva do eletrodo. Os bicos de contato devem
ser substitudos em intervalos pr determinados para garantir uma soldagem consistente. Um
acrscimo na taxa de depsito acompanhado por um decrscimo na penetrao, portanto a
mudana na extenso do eletrodo no recomendada quando se necessita de uma penetrao
profunda.
Sugere-se a seguir a mxima extenso de eletrodos para SAW:
Para eletrodos de 5/64, 3/32 e 1/8 in.; 3 polegadas de extenso.
Para eletrodos de 5/32, 3/16 e 7/32 in.; 5 polegadas de extenso.
Amplitude e Profundidade do fluxo
A amplitude e profundidade da camada de fluxo influenciam na aparncia e firmeza da solda
final bem como na ao de soldar. Se a camada de fluxo muito profunda, o arco muito
limitado e o resultado ser uma solda de aparncia pastosa e spera. Os gases gerados
durante a soldagem no podem escapar imediatamente, e a superfcie da solda fica
irregularmente distorcida. Se a camada de fluxo for muito rasa, o arco no ficar inteiramente
submerso no fluxo ocorrendo clares (flashing) e respingos. A solda ter uma aparncia ruim e
poder ficar porosa.
Uma profundidade tima de fluxo pode ser estabelecida em funo das condies da soldagem.
Basta acrescentar lentamente o fluxo at o arco ficar completamente submerso e o flashing no
mais ocorrer. Os gases ento iro se inflar em volta do eletrodo, algumas vezes entrando em
ignio.
1.1.6. Procedimento de soldagem
Para se obter totalmente os benefcios da alta produo do processo, devemos considerar as
seguintes pr-operaes: projeto da junta, preparao das bordas, enchimento e fixao.
Projeto de Junta e Preparao de Bordas
Tipos de junta usados em SAW incluem principalmente topo, T e juntas sobrepostas (lap joints),
embora juntas de borda e canto tambm possam ser soldadas. Os princpios de projeto de
junta e mtodos de preparao de bordas so similares aos outros processos de soldagem a
arco.
Projeto de junta, especialmente para soldagem de placas, freqentemente requerem uma
abertura de raiz de 1/32 a 1/16 in. para prevenir distoro angular ou ruptura devido a tenses
de contrao. Entretanto, um abertura de raiz mais larga que o requerido pela soldagem
aumentar o tempo e os custos. Isto vlido para soldas de chanfro e filete.
A preparao das bordas pode ser feita por qualquer mtodo de corte ou mecanicamente. A
preciso da preparao da superfcie importante, especialmente para soldagem mecnica ou
automtica. Por exemplo, se a junta projetada com uma raiz de lado 1/4 in. for produzida com
uma raiz variando de 5/16 a 1/8 in. pelo comprimento da junta, a solda poder ficar inaceitvel
por causa da falta de penetrao e fuso excessiva no fim.
Enchimento da Junta
O enchimento da junta uma parte importante das operaes de montagem ou submontagem,
e pode afetar materialmente a qualidade, resistncia e aparncia da solda final. Quando se
soldam placas espessas, as caractersticas de penetrao profunda do processo enfatizam a
necessidade de um controle rigoroso do enchimento. A uniformidade de alinhamento da junta e
da abertura da raiz deve ser mantida.
Suportes
SAW cria um grande volume de metal fundido que permanece fluido por um aprecivel intervalo
de tempo. Este material fundido deve ser contido e suportado at sua solidificao. Existem
diversos mtodos comumente usados para suportar o metal fundido quando a junta requer
penetrao completa:
Tiras de apoio.
Soldas de apoio.
Barras de apoio cobreadas.
Apoio de fluxo.
Nos dois primeiros mtodos, o suporte pode ficar como parte integrante da junta. Nos outros
ele deve ser removido aps a solda ficar pronta.
Em muitas juntas, a raiz projetada para ser espessa o suficiente para suportar o primeiro
passe de solda. Este mtodo pode ser usado para juntas de topo (com penetrao parcial),
para soldas de filete e para soldas de tampo. muito importante que as razes das soldas de
chanfro estejam bem apertadas no ponto de mxima penetrao da solda.
Utilizando-se tira de apoio, a solda penetra e se funde com esta que fica permanente ou
temporariamente como parte integrante da montagem. Tiras de apoio devem ser compatveis
com o metal a ser soldado. importante que as superfcies de contato estejam limpas e
apertadas, caso contrrio podero ocorrer porosidade e vazamento de metal fundido.
Em uma junta apoiada por metal de solda, o passe de apoio feito normalmente com algum
outro processo como FCAW, GMAW ou SMAW. Esse passe forma um suporte para os
passes subseqentes de SAW que devem ser feitos do lado oposto. O apoio pode permanecer
como uma parte da junta ou ser removido por oxignio ou goivagem a arco, ou por usinagem
aps a solda tiver sido feita. Ele deve ser substitudo por um cordo permanente de SAW.
Em algumas juntas, uma barra de apoio cobreada usada para suportar a poa de fuso mas
no permanece como parte da solda. Cobre usado por causa da sua alta condutividade
trmica, que evita o metal de fundir-se at a barra de apoio. A barra de apoio deve ter massa
suficiente para evitar sua fuso, que poderia contaminar a solda com cobre. Deve-se ter o
cuidado de evitar que o cobre fique preso na solda devido ao "harsh" do incio do arco. Algumas
vezes, passa-se gua atravs do apoio para mant-lo frio, particularmente para aplicaes de
alta produo, tomando-se o cuidado de evitar que haja condensao sobre a barra.
Fluxo, sob presso moderada, pode ser usado como apoio mecnico para SAW. Ele
colocado no interior de uma tira de material flexvel. Abaixo da tira, h uma mangueira inflvel de
lonas de borracha. A mangueira inflada a uma presso de 5 a 10 psi (35 a 70 kPa) para
produzir uma presso de fluxo moderada no apoio.
Fixao
O propsito principal assegurar um alinhamento adequado da pea de trabalho durante o
manuseio e soldagem. Algumas montagens podem necessitar de fixaes rgidas para manter
sua forma, assim como alguns grampos de fixao para manter a junta alinhada durante a
soldagem evitando o empenamento e flexo pelo calor da soldagem.
Para montagens inerentemente rgidas, basta o ponteamento de solda. Sees muito espessas
oferecem considervel restrio contra a flexo e empenamento. Em casos intermedirios,
uma combinao de ponto de solda, fixao e solda seqencial podem ser necessrias. Para
juntas de materiais leves, um grampo necessrio. Grampos mantm o alinhamento e
removem calor, reduzindo ou evitando o empenamento.
Fixadores tambm incluem os gabaritos e ferramentas usados para facilitar a soldagem.
Exemplos: rolos usados para girar peas cilndricas durante o ajuste e soldagem; plataformas
giratrias com ajuste angular para posicionar juntas em posies favorveis; manipuladores
com "booms" mveis para posicionar o cabeote e em algumas vezes o operador em
localizaes de alcance difcil.
Inclinao da Pea
A inclinao da pea durante a soldagem pode afetar a forma do cordo de solda. Muitas
soldas so feitas na posio plana. Entretanto, algumas vezes necessrio ou desejvel soldar
com a pea levemente inclinada para que a solda avance em declive ou aclive. Por exemplo,
em uma soldagem de alta velocidade de chapas de ao de 0.05 in., consegue-se uma solda
melhor quando a pea est inclinada de 15 a 18 e a soldagem feita em declive. A
penetrao menor quando a chapa est num plano horizontal. O ngulo de inclinao deve
ser reduzido com o aumento da espessura para aumentar a penetrao.
Na soldagem em declive a poa tende a escoar sob o arco e pr-aquecer o metal base,
particularmente na superfcie. Isto produz uma zona de fuso de forma irregular. Quando o
ngulo de inclinao cresce, forma-se uma depresso no meio da solda, a penetrao
decresce e a largura da solda cresce.
Soldagem em aclive afeta o contorno da zona de fuso e a superfcie da solda. A fora da
gravidade faz a poa ficar para trs do eletrodo e escoar para baixo. As bordas do metal base
fundem e deslocam-se para o meio do cordo. Quando o ngulo de inclinao cresce, o reforo
e a penetrao crescem e a largura decresce. O ngulo limite para a soldagem em aclive com
correntes at 800 A est por volta de 6, ou uma inclinao de 1/10. Se forem usadas correntes
maiores, o ngulo decresce. Inclinaes superiores a 6 tornam a solda incontrolvel.
1.2. Aplicaes
A Soldagem por arco submerso usada em uma larga faixa de aplicaes industriais. Solda de
alta qualidade, altas taxas de deposio, penetrao profunda e adaptao automao tornam
o processo adequado para a fabricao em larga escala. usado na fabricao de vasos de
presso, navios e barcos, vages, tubos e no revestimento ou recuperao de peas que
necessitam de ligas com propriedades especficas como resistncia ao desgaste abrasivo e
tenacidade, entre outras.
O processo usado para soldar materiais de 1.5 mm de espessura at chapas mais grossas.
SAW no apropriado para todos os metais e ligas. Ele largamente usado em aos carbono,
aos estruturais de baixa liga e aos inoxidveis. Ele une alguns aos estruturais de alta
resistncia, aos de alto carbono e ligas de nquel.
As classes de metais base soldveis por Arco Submerso so as seguintes:
Aos ao carbono com percentual de Carbono at 0.29%;
Aos de baixa liga at 600 Mpa.;
Aos Cr-Mo (0.5% - 9% Cr e 0.5% - 1% Mo);
Aos inoxidveis;
Ligas de nquel.
As composies de ligas que podem ser soldadas por SAW tm se expandido com a
disponibilidade de eletrodos e fluxos.
1.3. Equipamentos
O equipamento requerido para SAW consiste de uma fonte de energia, um sistema de
fornecimento de eletrodo, um sistema de distribuio de fluxo, um dispositivo de deslocamento,
um sistema de controle do processo e acessrios.
1.3.1. Fontes de Energia
A fonte de energia escolhida para SAW representa uma importante funo na operao.
Diversos tipos de geradores esto disponveis. Um gerador de Corrente Contnua pode ser um
transformador-retificador ou um motor-gerador que fornecer uma tenso constante (CV),
corrente constante (CC) ou uma sada (output) selecionvel CV ou CC. Geradores de Corrente
Alternada geralmente so transformadores que devem fornecer tanto CV como CC.
Figura 2: Fonte de energia para soldagem SAW
Fontes de Energia Corrente Contnua - Tenso Constante
So disponveis nos modelos transformador-retificador e motor-gerador, com faixas de corrente
de 400 A 1500 A. As fontes menores podem ser usadas tambm para GMAW e FCAW.
Essas fontes so usadas para SAW semi-mecanizada com correntes variando de 300 a 600 A
e eletrodos de dimetros de 1/16, 5/64 e 3/32 in.. A soldagem semi-automtica feita com
correntes de 300 a 1000 A ou mais e com eletrodos de dimetro variando de 3/32 a 1/4 in.
Entretanto, soldagens com Corrente Contnua acima de 1000 A so limitadas porque pode
ocorrer um sopro magntico severo.
As fontes so auto-regulveis, no requerendo sensores para manter o arco estvel. So as
fontes mais usadas para SAW. Elas funcionam bem para muitas aplicaes onde a corrente
no exceda 1000 A e podem trabalhar sem problemas para correntes maiores. A fonte com
tenso de sada constante (CV) a melhor escolha para soldagem de alta velocidade de aos
finos.
Fontes de Energia Corrente Contnua - Corrente Constante
Disponveis nos mesmos modelos que os de CV, mas com sadas de at 1500 A. Algumas
fontes podem ser usadas para GTAW, SMAW e corte. Podem ser usadas para a mesma faixa
de aplicaes das fontes CV, exceto na soldagem de aos finos com alta velocidade.
Elas no so auto-regulveis e devem ter um sensor de tenso e controle da velocidade de
alimentao de arame. Este tipo de controle ajusta a velocidade de alimentao respondendo a
mudanas na tenso do arco. A tenso monitorada para manter um comprimento de arco
constante. Com este sistema, a tenso do arco dependente da velocidade de alimentao e
do dimetro do arame.
Fontes de Energia Combinadas - Corrente Constante/Tenso Constante
Estas fontes podem ser alteradas entre os modos CV e CC que esto disponveis. Existem
fontes que variam at 1500 A, mas mquinas de 650 A ou menos so muito mais comuns.
Fontes de Energia Corrente Alternada
Fontes de corrente alternada so mais comumente transformadores. Variam de 800 a 1500 A.
Se so requeridas altas correntes, estas mquinas podem ser conectadas em paralelo.
Fontes convencionais so do tipo corrente constante. A tenso de sada destas mquinas se
aproxima de uma onda quadrada e a corrente de uma onda senoidal. A tenso de sada destas
mquinas cai a zero com cada reverso da polaridade, ento requerida uma alta tenso
(maior que 80V) para permitir a reignio do arco, ocorrendo algumas vezes problemas de
reignio com certos fluxos.
A fonte de tenso constante com onda quadrada um novo tipo de fonte. As tenses e
correntes de sada destas fontes se aproximam de uma onda quadrada. Como a polaridade
revertida instantaneamente, no ocorrem os problemas de reignio do arco de modo to
severo como ocorrem com as fontes convencionais.
1.3.2. Fornecimento de Eletrodo e Distribuio de Fluxo
O dispositivo responsvel pelo fornecimento de eletrodo e distribuio de fluxo um cabeote
composto de: motor alimentador de arame, tocha e bico de contato. Um bico de fluxo
normalmente montado sobre o cabeote para depositar levemente o fluxo adiante ou
concntrico ao arame. O motor alimentador possui motores de carga pesada cuja velocidade
de alimentao varia de 8 a 235 mm/s.
Figura 3: Sistema de fornecimento de eletrodo e distribuio de fluxo
A tocha um dispositivo que guia o arame atravs do bico de contato para a zona de solda e
tambm fornece a potncia para a soldagem. Para a soldagem semi-automtica o cabeote
pode ser do tipo GMAW que empurra o eletrodo atravs de um condute para a tocha. A
alimentao de fluxo fornecida tambm por um pequeno alimentador de fluxo por gravidade
montado na tocha, ou de um tanque de fluxo distante que usa ar comprimido para empurrar o
fluxo para a zona de soldagem. Em ambos os casos, o fluxo fornecido atravs da tocha
envolvendo o arame.
1.3.3. Dispositivo de Deslocamento
O cabeote de deslocamento em SAW geralmente composto de um trator (tartaruga), um
trilho ou um manipulador.
A "tartaruga" proporciona deslocamento em linha reta ou suavemente curva movendo-se sobre
trilhos dispostos pela junta ou movendo-se sobre a prpria pea. O cabeote de solda, os
controles, o fornecedor de arame e o silo (depsito), so geralmente montados sobre a
tartaruga. As velocidades mximas esto por volta de 45 mm/s. Elas so muito usadas em
soldagem de campo por serem portteis.
Os manipuladores so similares s vigas, no entanto so mais versteis pois permitem
movimentos lineares em trs eixos.
1.3.4. Controles
Os sistemas de controle na soldagem semi-automtica so simplesmente controles da
velocidade de alimentao do arame. Controles usados com geradores de tenso constante
mantm uma velocidade de alimentao constante. Controles usados com geradores de
corrente constante mantm a tenso e a velocidade de alimentao em valores
predeterminados em funo do gerador e do motor alimentador de arame.
Controles digitais so disponveis apenas para uso com geradores de tenso constante. Estes
controles fornecem ajuste da velocidade de alimentao, ajuste do gerador (tenso), interruptor,
deslocamento automtico ou manual, ajuste de resfriamento do arame, controle de
deslocamento e enchimento de cratera, burnback e interrupter do fluxo. Medidores de corrente,
tenso e velocidade de alimentao so padres nos comandos digitais.
Controles analgicos so disponveis tanto para os geradores de tenso constante quanto para
os de corrente constante. Controles bsicos consistem de controle da velocidade de
alimentao, controle do gerador, interruptor, deslocamento automtico ou manual, ajuste de
resfriamento do arame.
1.3.5. Acessrios
Unidades de Recuperao de Fluxo
So usadas freqentemente para maximizar a utilizao do fluxo e minimizar a limpeza manual.
Podem fazer as seguintes funes:
Remover fluxo no fundido e escria fundida embaixo do cabeote.
Peneirar escria fundida e outros materiais.
Remover partculas magnticas.
Remover finos.
Recircular o fluxo para o silo para reutilizao.
Aquecer o fluxo no silo para mant-lo seco.
Posicionadores e Prendedores
Como SAW limitada posio plana e horizontal, posicionadores e prendedores so
equipamentos que tm uso generalizado. Prendedores padro freqentemente incluem
posicionadores que ajustam, posicionam e seguram a pea.
1.4. Consumveis
1.4.1. Eletrodos
Na Soldagem com Arco Submerso podem ser utilizados diversos tipos de eletrodos, entre eles:
arames slidos, tubulares ou fitas.
Os arames slidos so os mais difundidos para este tipo de aplicao. Normalmente
cobreados, exceto aqueles para soldagem de materiais resistentes corroso ou para
aplicaes nucleares. A cobertura de cobre aumenta a vida til, diminui o uso do tubo de
contato e melhora a condutividade eltrica.
Outro tipo de eletrodo que vem se difundindo na Soldagem com Arco Submerso o arame
tubular (geralmente metal cored). Sua principal utilizao no revestimento e recuperao de
peas onde se necessita metal depositado de ao ligado (como por exemplo Cr-Mo), resistente
ao desgaste abrasivo, corroso ou com alta tenacidade.
Os arames utilizados no processo SAW variam na medida de 1/16 a 1/4 de polegada em
dimetro. Um guia para a seleo da faixa de corrente apresentado na tabela 1:
Tabela 1 - Arames para arco submerso - Dimetros x Faixa de Corrente
Dimetro do arame Faixa de corrente
In. mm Ampres
5/64 2.3 200-500
3/32 2.4 300-600
1/8 3.2 300-800
5/32 4.0 400-900
3/16 4.8 500-1200
7/32 5.6 600-1300
6.4 600-1600
Alm dos arames, em menor freqncia, tambm se utilizam fitas para Soldagem com Arco
Submerso.
1.4.2. Fluxos
Fluxos protegem a poa de fuso da atmosfera cobrindo o metal com escria fundida (fluxo
fundido), limpam a poa de fuso, modificam a composio qumica do metal de solda e
influenciam a forma do cordo de solda e suas propriedades mecnicas. Fluxos so minerais
granulares misturados de acordo com vrias formulaes. Baseado na escolha de diversos
mtodos de produo, temos diferentes tipos de fluxo. Os mais utilizados so os fundidos e os
aglomerados. Alm destes, existem tambm outros tipos de fluxo que so utilizados em menor
escala como, por exemplo, os misturados e os sinterizados.
Fluxos Fundidos
Para fabricar um fluxo fundido, os diversos materiais so misturados secos e fundidos num
forno eltrico. Depois de fundidos e com alguma adio final, a carga do forno derramada e
resfriada. O resultado um produto com uma aparncia cristalina que ento triturado,
peneirado e embalado.
Vantagens:
Boa homogeneidade qumica.
Fcil remoo de finos sem afetar a composio do fluxo.
Normalmente no so higroscpicos, o que simplifica o manuseio, armazenagem e
problemas de soldagem.
Facilmente reciclados atravs dos sistemas de alimentao e recuperao, sem mudana
significativa no tamanho das partculas ou composio.
Desvantagens:
Dificuldade de adicionar desoxidantes e ligas de ferro durante a fabricao sem segregao
ou altas perdas.
Faixa limitada de composies devida a alta temperatura necessria para fundir os
ingredientes.
Fluxos Aglomerados
Neste caso os ingredientes so pulverizados, misturados a seco e aglomerados com silicatos
de potssio, sdio ou uma mistura dos dois. Depois disso a mistura mida pelotizada e
cozida a uma temperatura mais baixa do que aquela usada nos fluxos fundidos. As pelotas so
quebradas, peneiradas e embaladas.
Vantagens:
Adio fcil de desoxidantes e elementos de liga.
Pode ser usada em camadas mais grossas.
Identificao visual fcil ( cor ).
Desvantagens:
Tendncia a absorver umidade.
Forma fumaa quando fundido.
Possibilidade de mudana na composio devido a segregao ou remoo de partculas.
Tamanho das Partculas e Distribuio
O tamanho das partculas e sua distribuio dentro do fluxo so importantes porque influenciam
a alimentao e recuperao, nvel de amperagem e a forma do cordo de solda. medida que
a amperagem cresce, a quantidade de partculas de tamanho mdio deve decrescer e a
quantidade das pequenas deve crescer, para fluxos fundidos. Se a amperagem muito alta
para um determinado tamanho de partcula, o arco pode ficar instvel e deixar as extremidades
do cordo irregulares e desiguais.
Classificao dos Fluxos
Quanto as caractersticas qumicas os fluxos podem ser classificados como bsicos, cidos ou
neutros. Sua basicidade ou acidez atribuda proporo de diversos compostos, entre eles
CaO, MgO e SiO
2
.
As propriedades do metal depositado so influenciadas pela cidez ou basicidade do fluxo.
Fluxos cidos tendem a produzir metal depositado com teores de oxignio, fsforo e enxofre
mais altos. Por outro lado, os bsicos tendem a auxiliar na limpeza e reduo de incluses no
metal depositado devido a sua capacidade de reduzir os teores destes elementos. Com o
objetivo de quantificar estes efeitos, vrios ndices de basicidade foram desenvolvidos. Um
destes o proposto por Tuliani, Boniszewski e Eaton :
CaO + CaF
2
+ MgO + K
2
O + Na
2
O + (MnO + FeO)
SiO
2
+ (Al
2
O
3
+ TiO
2
+ ZrO
2
)
Se este ndice for maior que 1 o fluxo chamado de quimicamente bsico, se for menor que 1 o
fluxo quimicamente cido, se for prximo a 1 ele tende a ser quimicamente neutro.
Os fluxos tambm so classificados quanto a sua influncia sobre a composio qumica do
metal depositado. Segundo esta classificao eles podem ser ativos, neutros ou ligados. Os
fluxos neutros so aqueles que no influenciam na composio qumica do metal depositado,
os ativos incorporam elementos de liga como o Mn e Si na solda e os ligados adicionam outros
elementos, alm do Si e Mn, no metal depositado.
1.4.3. Classificao dos consumveis para SAW
A AWS (American Welding Society) possui especificaes destinadas aos consumveis para
Soldagem com Arco Submerso (A5.17 e A5.23). Uma peculiaridade desta especificao que a
designao de um fluxo sempre feita em combinao com um eletrodo. Assim, um mesmo
fluxo pode possuir diversas designaes de acordo com o eletrodo utilizado. A figura abaixo
mostra como funciona a classificao segundo esta especificao.
Figura 4: Sistema de classificao de consumveis para Soldagem a Arco Submerso
2. Vantagens e Limitaes
Entre as inmeras vantagens da Soldagem com Arco Submerso pode-se citar:
Altas velocidades de soldagem e taxas de deposio proporcionando alta produtividade;
Soldas uniformes, com bom acabamento e baixo ndice de defeitos;
Ausncia de respingos e fumos durante a soldagem
Algumas das limitaes deste processo so:
Soldagem limitada s posies plana e horizontal;
Aporte trmico elevado que pode alterar as propriedades da solda;
Necessidade de remoo de escria aps a execuo de um passe;
Custo elevado dos equipamentos comparado a outros processos;
Grande porte dos equipamentos que restringem a realizao de soldas em campo.
3. Qualidade da solda
Por se tratar de um processo mecanizado a solda tende a ter um excelente aspecto e baixo
ndice de defeitos. Entretanto, entre os defeitos mais comuns, importante citar a ocorrncia de
porosidade e trincas.
3.1. Porosidade
O metal depositado por SAW normalmente limpo e livre de porosidade por causa da excelente
proteo proporcionada pela cobertura de escria fundida. Quando ocorre porosidade, ela pode
ser encontrada na superfcie do cordo ou embaixo de uma superfcie teoricamente boa.
Vrios fatores que podem causar porosidade so os seguintes:
Contaminantes na junta.
Contaminao do eletrodo.
Cobertura insuficiente de fluxo.
Contaminantes no fluxo.
Fluxo encravado no fundo da junta.
Segregao de constituintes no metal de solda.
Velocidade excessiva.
Resduo de escria de soldas feitas com eletrodos de cobertura.
3.2. Trincas
A ocorrncia de trincas no centro do cordo pode estar associada a geometria da junta,
variveis da soldagem ou tenses no ponto onde o metal de solda est solidificando. Este
problema pode ocorrer em soldas de topo e de filete, incluindo chanfros e filetes soldados
simultaneamente dos dois lados. Uma soluo manter a profundidade do cordo menor ou
igual ao comprimento da face da solda. Para corrigir o problema as variveis do processo ou a
geometria da junta devem ser mudadas. Para reduzir a penetrao basta reduzir a velocidade
bem como a corrente.
Trincas no metal de solda ou na zona termicamente afetada (ZTA) podem ser causadas por
difuso de hidrognio. O hidrognio pode se incorporar a poa de fuso devido a presena de
umidade no fluxo, graxa ou sujeira sobre o eletrodo ou metal base e hidrognio no eletrodo ou
metal base. Trinca devido difuso de hidrognio est associada normalmente com aos baixa
liga e com aumento da tenso e limite de escoamento. Algumas vezes pode ocorrer em aos
ao carbono. Sempre h algum hidrognio presente no metal depositado, mas ele deve ser
limitado a quantidades relativamente pequenas. Quando o limite de resistncia aumenta, a
quantidade de hidrognio difundido que pode ser tolerada na solda depositada diminui.
Para manter baixo o contedo de hidrognio no metal de solda deve-se ressecar o fluxo com o
objetivo de reduzir sua umidade, remover leo, graxa ou sujeira do eletrodo e do metal base e
atuar no processo de soldagem aplicando pr-aquecimento, controle de temperatura
interpasse, resfriamento lento e tratamento trmico aps soldagem.
4. Consideraes quanto a Segurana
Os operadores devem sempre usar proteo para os olhos para proteg-los contra respingos,
exposio ao claro e de partculas de escria que saem da pea. Fontes de energia e
equipamentos acessrios tais como alimentadores de arame devem ser assentados
apropriadamente. Cabos de solda devem ser mantidos em boas condies. Certos elementos,
quando vaporizados, podem ser potencialmente perigosos. Aos liga, aos inoxidveis e ligas
de nquel contm elementos como Cromo, Cobalto, Mangans, Nquel e Vandio. Dados de
material de segurana devem ser obtidos dos fabricantes para determinar a potencialidade de
perigo destes elementos e seus limites permitidos. Para muitos destes elementos o limite 1.0
mg/m
3
ou menos.
O processo SAW restringe extremamente a exposio dos operadores a contaminantes areos
porque poucos fumos da soldagem escapam do fluxo. Ventilao adequada manter
geralmente a rea livre de riscos. O tipo de ventilador, exaustor ou sistema de circulao de ar
depender da rea de trabalho.
Você também pode gostar
- Fispq Ficha de Informação e Segurança de Produtos QuímicosDocumento6 páginasFispq Ficha de Informação e Segurança de Produtos QuímicosDionatan SoaresAinda não há avaliações
- Contrato de Locação Com Prazo Determinado de 6 MesesDocumento7 páginasContrato de Locação Com Prazo Determinado de 6 MesesJonathan GoulartAinda não há avaliações
- SCHWARCZ, M. Lilia. STARLING, M. Heloísa. No fio da navalha: ditadura, oposição e resistência In SCHWARCZ, M. Lilia. STARLING, M. Heloísa Brasil: uma biografia. Companhia das Letras, São Paulo – SP, p. 437-466.Documento7 páginasSCHWARCZ, M. Lilia. STARLING, M. Heloísa. No fio da navalha: ditadura, oposição e resistência In SCHWARCZ, M. Lilia. STARLING, M. Heloísa Brasil: uma biografia. Companhia das Letras, São Paulo – SP, p. 437-466.Sabrina Sales Araujo100% (1)
- Escort 96Documento1 páginaEscort 96Oscar Del Puerto100% (6)
- 11 Mitos Sobre A FomeDocumento2 páginas11 Mitos Sobre A FomejafestevessAinda não há avaliações
- Avaliação de Bens Imóveis Urbanos - Uma Análise Crítica Da Aplicação Da Norma NBR 14.653 Por Profissionais de EngenhariaDocumento113 páginasAvaliação de Bens Imóveis Urbanos - Uma Análise Crítica Da Aplicação Da Norma NBR 14.653 Por Profissionais de EngenhariajoaohenriquemfAinda não há avaliações
- Casos Práticos Propostos - Lançamentos, Razão, Balancete e Balanco.Documento1 páginaCasos Práticos Propostos - Lançamentos, Razão, Balancete e Balanco.Juvêncio ChigonaAinda não há avaliações
- DOCBOLPDF 1637668040 ResultDocumento1 páginaDOCBOLPDF 1637668040 ResultNickAinda não há avaliações
- Regulamento Licenciamento de Clubes - Pro Licenciamento FMFDocumento31 páginasRegulamento Licenciamento de Clubes - Pro Licenciamento FMFEkimane RafaelAinda não há avaliações
- ATIVIDADE AVALIATIVA DESEJO E NECESSIDADES e 4 Ps MKT Imob I150920Documento4 páginasATIVIDADE AVALIATIVA DESEJO E NECESSIDADES e 4 Ps MKT Imob I150920Giancarlo RappAinda não há avaliações
- Pib DISSERTAÇÃODocumento7 páginasPib DISSERTAÇÃOlilianAinda não há avaliações
- Boleto GLAWBERDocumento1 páginaBoleto GLAWBERglawmaya16Ainda não há avaliações
- LivrosDocumento4 páginasLivrosMarcos Antonio VolkeAinda não há avaliações
- Mirandela Dragões No 7º Convívio Matos Pacheco - FC Porto BasquetebolDocumento8 páginasMirandela Dragões No 7º Convívio Matos Pacheco - FC Porto BasquetebolDesporto em MirandelaAinda não há avaliações
- Plano Teste Bba Injetora 3632F170Documento2 páginasPlano Teste Bba Injetora 3632F170Ismael De Jesus Andrade100% (1)
- Aula 05 - Disciplina 1 - BENEFICIOS PREVIDENCIARIOS DO RGPS - PPTDocumento116 páginasAula 05 - Disciplina 1 - BENEFICIOS PREVIDENCIARIOS DO RGPS - PPTRayane RodriguesAinda não há avaliações
- A Crítica Dialéctica de F. Buttel e de A. SchnaibergDocumento9 páginasA Crítica Dialéctica de F. Buttel e de A. SchnaibergO BernAinda não há avaliações
- S1 - Rubens de Farias NevesDocumento2 páginasS1 - Rubens de Farias NevesAle MaiaAinda não há avaliações
- Manual Do Proprietario - Cargo 2019Documento321 páginasManual Do Proprietario - Cargo 2019Leonardo PessoaAinda não há avaliações
- Vida Útil Do Ar-Condicionado e Cuidados - DufrioDocumento3 páginasVida Útil Do Ar-Condicionado e Cuidados - DufrioEwerton Rodrigues Alves0% (1)
- Revista GPTW BaixaDocumento164 páginasRevista GPTW BaixaAndson RodriguesAinda não há avaliações
- DUnitX - Novo Framework de Testes Unitários para DelphiDocumento23 páginasDUnitX - Novo Framework de Testes Unitários para DelphiMarceloMoreiraCunhaAinda não há avaliações
- Lista de Verificação PGRDocumento4 páginasLista de Verificação PGReduardo carvalhoAinda não há avaliações
- O Gerenciamento de Custos de Projetos E Sua Importância Na Gestão EmpresarialDocumento22 páginasO Gerenciamento de Custos de Projetos E Sua Importância Na Gestão EmpresarialMatheus Vitari GarciaAinda não há avaliações
- Tabela DimensionamentoDocumento1 páginaTabela DimensionamentoPaulo MayorkaAinda não há avaliações
- Philips FW M777 19Documento71 páginasPhilips FW M777 19Chiquinho SantosAinda não há avaliações
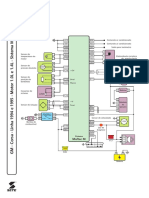
- GM Corsa Linha 1994 e 1995 Motor 1.0L e 1.4L Sistema Multec MDocumento2 páginasGM Corsa Linha 1994 e 1995 Motor 1.0L e 1.4L Sistema Multec MCristianoAinda não há avaliações
- SNC Codigo de Contas PDFDocumento3 páginasSNC Codigo de Contas PDFRaquel AvelarAinda não há avaliações
- Perfil LinkedinDocumento1 páginaPerfil LinkedinGabriel SousaAinda não há avaliações
- Testes de Sistema de Numera o - ENEMDocumento7 páginasTestes de Sistema de Numera o - ENEMVinicius MendesAinda não há avaliações