Escolar Documentos
Profissional Documentos
Cultura Documentos
Eng03343 13 PDF
Enviado por
gyn99Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Eng03343 13 PDF
Enviado por
gyn99Direitos autorais:
Formatos disponíveis
DEMEC/UFRGS ENG 03343 Processos de Fabricao por Usinagem
Lista 1 de Exerccios
1) Calcule fora e potncia de corte (em N e CV) atravs das equaes de Kienzle,
ASME e AWF para a usinagem de uma pea de ao ABNT 1035 com f = 0,2 mm/rot, ap=
1,0 mm, Vc = 200 m/min e =90.
2) Calcule a profundidade de corte (ap) mxima que se pode obter para a usinagem
de um corpo cilndrico de ao ABNT 1045 em um torno com potncia de 2,25KW (30CV),
considerando os parmetros de usinagem abaixo, atravs das equaes de Kienzle, ASME e
AWF:
f = 0,5 mm; Vc = 120 m/min; r = 60
3) Calcule a rugosidade mxima e mdia obtidas em torneamento usando uma
ferramenta de metal duro com raio de ponta de 0,4 mm e avano de 0,3 mm.
4) (a) Calcule a rugosidade mxima e mdia obtidas em torneamento usando uma
ferramenta de metal duro com a geometria abaixo e com os parmetros de
usinagem: f = 0,3 mm, Vc = 150 m/min e ap = 1,5 mm.
Geometria da ferramenta: o = 5o, r = 90o, o = 10o, s = 0o e r = 0,8mm.
(b) Repita o clculo para a seguinte geometria de ferramenta: o = 5o, r = 80o,
o = 6o, s = 0o e r = 0,4mm. Qual a diferena observada?
4) Deseja-se tornear uma pea de dimetro inicial i = 40 mm at o dimetro final
em um nico passe. O projeto especifica f = 36 mm e rugosidade mdia Ra = 1,4 mm.
Quais sero os parmetros de processo (ap, f) necessrios para a produo desta pea
sabendo-se que a geometria da ferramenta o = 5o, r = 90o, o = 10o, s = 0o e r =
0,4mm.
5) Um eixo de 32mm, 200mm de comprimento com acabamento Ra=2m deve ser
confeccionado a partir de uma barra de ao ABNT 1035 com 36mm . Determine a
profundidade de corte, avano e tempo efetivo de corte (desconsidere faceamento das
pontas) para operao em um passe com velocidade de 150m/min (medidos no dimetros
externo) e uma ferramenta onde o = 5o, r = 90o, o = 10o, s = 0o e r = 0,8mm.
(desconsidere desgaste da ferramenta).
Você também pode gostar
- Afiando o Machado Do Líder de CélulaDocumento56 páginasAfiando o Machado Do Líder de Célulagyn99100% (1)
- Ligações FlexíveisDocumento28 páginasLigações Flexíveisgyn99Ainda não há avaliações
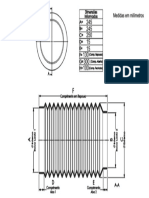
- Croqui Proteção SanfonadaDocumento1 páginaCroqui Proteção Sanfonadagyn99Ainda não há avaliações
- O Caráter de CristoDocumento44 páginasO Caráter de Cristogyn99Ainda não há avaliações
- Período Pombalino PDFDocumento5 páginasPeríodo Pombalino PDFgyn99Ainda não há avaliações