Escolar Documentos
Profissional Documentos
Cultura Documentos
Automacao
Enviado por
Carlos TomásDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Automacao
Enviado por
Carlos TomásDireitos autorais:
Formatos disponíveis
Automao
Industrial
Prof.: Antonio Jose R S Cruz
8 de maro de 2010
Sumrio
1 CONCEITOS BSICOS DE AUTOMAO 6
1.1 Comando . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.2 Sinais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.3 Elementos de comando . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.4 Atuadores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2 TRANSDUTORES E SENSORES 11
3 PNEUMTICA: 26
3.1 Vantagens: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.2 Desvantagens: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.3 Fundamentos fsicos: . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.3.1 Fluidos: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.3.2 Fora e presso: . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.3.3 Propriedades do ar: . . . . . . . . . . . . . . . . . . . . . . . . 29
3.3.4 Efeitos do calor sobre o ar: . . . . . . . . . . . . . . . . . . . . 30
3.4 Transferncia de energia para o uido . . . . . . . . . . . . . . . . . 30
3.4.1 Gerao de presso . . . . . . . . . . . . . . . . . . . . . . . . 30
3.4.1.1 Tipos de compressores: . . . . . . . . . . . . . . . . . 31
3.4.1.2 Preparao do ar comprimido . . . . . . . . . . . . . 35
3.4.2 Tubulao: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3.5 Atuadores: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
3.5.1 Atuador Linear: . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.5.2 Atuador rotativo: . . . . . . . . . . . . . . . . . . . . . . . . . . 44
3.6 Vlvulas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
4 CIRCUITOS PNEUMTICOS 52
4.1 Simbologia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
4.1.1 Vlvulas direcionais . . . . . . . . . . . . . . . . . . . . . . . . 52
4.1.1.1 Acionamentos . . . . . . . . . . . . . . . . . . . . . . . 55
4.1.2 Fonte de presso . . . . . . . . . . . . . . . . . . . . . . . . . . 57
4.2 Comandos pneumticos bsicos . . . . . . . . . . . . . . . . . . . . . 58
4.2.1 Comando de um cilindro de simples ao(comando direto) . 58
i
SUMRIO SUMRIO
4.2.1.1 Comando alternativo(direto) . . . . . . . . . . . . . . 59
4.2.1.2 Comando simultneo(direto) . . . . . . . . . . . . . . 59
4.2.2 Comando de um cilindro de dupla ao(comando direto) . . . 60
4.3 Comando indireto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.4 Controle de velocidade . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.4.1 Cilindros de simples ao: . . . . . . . . . . . . . . . . . . . . 61
4.4.2 Cilindros de dupla ao . . . . . . . . . . . . . . . . . . . . . . 61
5 ELETROPNEUMTICA 62
5.1 Elementos de entrada de sinal . . . . . . . . . . . . . . . . . . . . . . 62
5.1.1 Botes de comando: . . . . . . . . . . . . . . . . . . . . . . . . 62
5.2 Elementos de processamento de sinal . . . . . . . . . . . . . . . . . 64
5.2.1 Rels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
5.2.2 Vlvulas direcionais acionamento eltrico . . . . . . . . . . . 65
5.3 Comandos eletropneumticos bsicos . . . . . . . . . . . . . . . . . 68
5.3.1 Comando de um cilindro de simples ao . . . . . . . . . . . 68
5.3.2 Comando de um cilindro de dupla ao . . . . . . . . . . . . . 69
6 CONTROLADOR LGICO PROGRAMVEL - CLP 71
6.1 Mdulos de entrada: . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
6.2 Mdulos de sada: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
6.3 CPU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
6.4 Dispositivos de Programao e leitura: . . . . . . . . . . . . . . . . . 75
6.5 Programao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
6.5.1 Linguagem Ladder - Ladder Diagram(LD) . . . . . . . . . . . . 76
7 HIDRULICA 82
7.1 Fluido hidrulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
7.1.1 Viscosidade e ndice de viscosidade . . . . . . . . . . . . . . . 84
7.2 Gerao de vazo hidrulica . . . . . . . . . . . . . . . . . . . . . . . 84
7.2.1 Bombas hidrulicas . . . . . . . . . . . . . . . . . . . . . . . . 86
8 COMANDOS HIDRULICOS BSICOS 90
8.1 Comando de um cilindro de simples ao . . . . . . . . . . . . . . . 91
8.2 Comando de um cilindro de dupla ao . . . . . . . . . . . . . . . . 91
8.2.1 Com vlvula direcional 4/2 . . . . . . . . . . . . . . . . . . . . 91
8.2.2 Com vlvula direcional 4/3 . . . . . . . . . . . . . . . . . . . . 92
9 Comando Numrico Computadorizado 95
9.1 Introduo: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
9.2 Histrico: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
9.3 O que o Comando Numrico Computadorizado? . . . . . . . . . . 99
9.4 Tipos de equipamento de usinagem com CNC . . . . . . . . . . . . . 100
9.5 Programao e Operao: . . . . . . . . . . . . . . . . . . . . . . . . . 104
9.6 Os Eixos nas Mquinas CNC: . . . . . . . . . . . . . . . . . . . . . . 104
9.7 Regra da mo direita: . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
ii
Curso Tcnico de Mecnica - Automao Industrial
9.8 Coordenadas: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
9.8.1 Sistema de Coordenadas absolutas: . . . . . . . . . . . . . . . 109
9.8.2 Sistema de Coordenadas Incrementais: . . . . . . . . . . . . . 109
9.8.3 Pontos de Referncia: . . . . . . . . . . . . . . . . . . . . . . . 110
9.8.3.1 Ponto Zero Mquina: M . . . . . . . . . . . . . . . . . 111
9.8.3.2 Ponto de Referncia:R . . . . . . . . . . . . . . . . . . 111
9.8.3.3 Ponto de Referncia da Ferramenta:F . . . . . . . . . 112
9.8.3.4 Ponto Zero da Pea: W . . . . . . . . . . . . . . . . . . 113
9.8.3.5 Ponto da Ferramenta: P . . . . . . . . . . . . . . . . . 114
9.8.4 Programa CN . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
9.8.4.1 Estrutura do Programa: . . . . . . . . . . . . . . . . . 114
9.8.4.2 Funes: . . . . . . . . . . . . . . . . . . . . . . . . . . 115
9.8.4.3 Tipos de funes: . . . . . . . . . . . . . . . . . . . . . 115
10ROBTICA 122
10.1Robs manipuladores . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
10.2Estruturas dos Robs Manipuladores . . . . . . . . . . . . . . . . . . 123
10.3Graus de liberdade . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
10.4Espao de trabalho . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
Escola Tcnica Estadual Repblica Pgina 1
INTRODUO
A competitividade do mercado mundial imposta pela globalizao tem obri-
gado as empresas a uma constante busca pela qualidade e produtividade. Isto
leva a procura por solues tecnolgicas com o objetivo de melhorar qualitativa-
mente e quantitativamente a produo.
neste contexto que a automao surge como uma das principais solues.
Hoje tornou-se parte da rotina industrial, mquinas automticas que no s
substituem a fora muscular do homem como possuem a capacidade de decidir
e corrigir seus erros.
Dentre os argumentos em favor da automao podemos citar:
a substituio do ser humano em tarefas de alto risco e sujeitas a intoxi-
caes, radiaes e etc..;
a substituio do ser humano em tarefas repetitivas e cansativas por longos
perodos que levam fadiga fsica e psicolgica;
a garantia da qualidade principalmente em operaes complexas e de alta
preciso;
a fcil modicao das seqncias de operaes atravs da utilizao de
programas.
AUTOMAO um sistema de equipamentos eletrnicos e/ou mecnicos que
controlam seu prprio funcionamento, quase sem a interveno do homem.
Automao diferente de mecanizao. A mecanizao consiste simplesmente
no uso de mquinas para realizar um trabalho, substituindo assim o esforo
fsico do homem. J a automao possibilita fazer um trabalho por meio de
mquinas controladas automaticamente.
Automao o conjunto das tcnicas baseadas em mquinas e programas com
objetivo de executar tarefas previamente programadas pelo homem e de controlar
seqncias de operaes sem a interveno humana.
2
Curso Tcnico de Mecnica - Automao Industrial
Um pouco de histria
As primeiras iniciativas do homem para mecanizar atividades manuais ocor-
reram na pr-histria. Invenes como a roda, o moinho movido por vento
ou fora animal e as rodas dgua demonstram a criatividade do homem para
poupar esforo.
Porm, a automao s ganhou destaque na sociedade quando o sistema de
produo agrrio e artesanal transformou-se em industrial, a partir da segunda
metade do sculo XVIII, inicialmente na Inglaterra.
Os sistemas inteiramente automticos surgiram no incio do sculo XX. Entre-
tanto, bem antes disso foram inventados dispositivos simples e semiautomti-
cos.
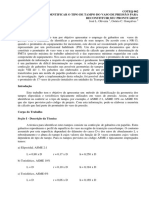
Por volta de 1788, James Watt desenvolveu um mecanismo de regulagem do
uxo de vapor em mquinas. Isto pode ser considerado um dos primeiros sis-
temas de controle com realimentao.
O regulador consistia num eixo
Figura 1: mecanismo de Watt
vertical com dois braos prximos
ao topo, tendo em cada extremi-
dade uma esfera pesada. Quando
a rotao aumentava, a fora cen-
trfuga atuando sobre as esferas fora
a haste para baixo restringindo a
passagemde vapor reduzindo a ve-
locidade. Com isso, a mquina funcionava de modo a regular-se sozinha, auto-
maticamente, por meio de um lao de realimentao.
Uma das primeiras mquinas-ferramentas que se conhece o Torno de abrir
roscas, inventado em 1568, pelo engenheiro francs Jacques Benson . Mesmo
sendo primitivo abria roscas com razovel preciso.
A mquina-ferramenta foi aprimorada at a concepo do comando numrico -
CN. As mquinas comandadas numericamente viabilizam a fabricao de peas
com geometria complexa por meio do recurso de programao eletrnica das
seqencias de usinagem.
Com o advento dos microprocessadores o CN evoluiu para o Comando Numrico
Computadorizado - CNC.
Simultaneamente s mquinas de controle numrico, foram desenvolvidos os
robs
1
, que possuem o mesmo princpio de controle das mquinas-ferramentas
CNC, mas sua estrutura mecnica bastante diferente.
O uso dos computadores
A tecnologia da automao passou a contar com computadores, servome-
canismos e controladores programveis a partir do sculo XX. Atualmente, os
1
Do tcheco robotta que signica escravo, trabalho forado
Escola Tcnica Estadual Repblica Pgina 3
Curso Tcnico de Mecnica - Automao Industrial
computadores so o alicerce de toda a tecnologia da automao. A origem do
computador est relacionada necessidade de automatizar clculos, evidenci-
ado inicialmente no uso de bacos pelos babilnios, entre 2000 e 3000 a.C.
Em seguida veio a rgua de clculo e, posteriormente, a mquina aritmtica, que
efetuava somas e subtraes por transmisses de engrenagens.
George Boole desenvolveu a lgebra booleana, que contm os princpios binrios,
posteriormente aplicados s operaes internas de computadores.
Em 1880, Herman Hollerith criou um novo mtodo, baseado na utilizao de
cartes perfurados, para automatizar algumas tarefas de tabulao do censo
norte-americano. Os resultados do censo, que antes demoravam mais de dez
anos para serem tabulados, foram obtidos em apenas seis semanas! O xito in-
tensicou o uso desta mquina que, por sua vez, norteou a criao da mquina
IBM, bastante parecida com o computador.
Em 1946, foi desenvolvido o primeiro computador de grande porte, completa-
mente eletrnico. O Eniac, como foi chamado, ocupava mais de 180:
2
e pesava
30 toneladas. Funcionava com vlvulas e rels que consumiam 150.000 watts
de potncia para realizar cerca de 5.000 clculos aritmticos por segundo. Esta
inveno caracterizou o que seria a primeira gerao de computadores, que uti-
lizava tecnologia de vlvulas eletrnicas.
A segunda gerao de computadores marcada pelo uso de transistores(1952).
Estes componentes no precisam se aquecer para funcionar, consomem menos
energia e so mais conveis. Seu tamanho era cem vezes menor que o de uma
vlvula, permitindo que os computadores ocupassem muito menos espao.
Com o desenvolvimento tecnolgico, foi possvel colocar milhares de transistores
numa pastilha de silcio de 1c:
2
, o que resultou no circuito integrado (CI). Os
CIs deram origem terceira gerao de computadores, com reduo signicativa
de tamanho e aumento da capacidade de processamento.
Em 1975, surgiram os circuitos integrados em escala muito grande (VLSI). Os
chamados chips constituram a quarta gerao de computadores. Foram en-
to criados os computadores pessoais, de tamanho reduzido e baixo custo de
fabricao.
CAD/CAE/CAM
Nos anos 50, surge a idia da computao grca interativa: forma de entrada
de dados por meio de smbolos grcos com respostas em tempo real.
O MIT(Instituto Tecnolgico de Massachusetts) produziu guras simples por
meio da interface de tubo de raios catdicos(idntico ao tubo de imagem de um
televisor) com um computador. Em 1959, a GM comeou a explorar a com-
putao grca.
A dcada de 60 foi o perodo mais crtico das pesquisas na rea de computao
grca interativa. Na poca, o grande passo da pesquisa foi o desenvolvimento
do sistema sketchpad, que tornou possvel criar desenhos e alteraes de objetos
de maneira interativa, num tubo de raios catdicos.
Escola Tcnica Estadual Repblica Pgina 4
Curso Tcnico de Mecnica - Automao Industrial
No incio dos anos 60, o termo CAD (do ingls Computer Aided Design ou Pro-
jeto Auxiliado por Computador") comeou a ser utilizado para indicar os sistemas
grcos orientados para projetos.
Nos anos 70, as pesquisas desenvolvidas na dcada anterior comearam a dar
frutos. Setores governamentais e industriais passaram a reconhecer a importn-
cia da computao grca como forma de aumentar a produtividade.
Na dcada de 80, as pesquisas visaram integrao e/ou automatizao dos
diversos elementos de projeto e manufatura com o objetivo de criar a fbrica do
futuro. O foco das pesquisas foi expandir os sistemas CAD/CAM (Projeto e Ma-
nufatura Auxiliados por Computador). Desenvolveu-se tambm o modelamento
geomtrico tridimensional com mais aplicaes de engenharia (CAE - Engenharia
Auxiliada por Computador).
Alguns exemplos dessas
Figura 2: Autodesk Inventor R7
aplicaes so a anlise e
simulao de mecanismos,
o projeto e anlise de in-
jeo de moldes e a aplicao
do mtodo dos elementos ni-
tos.
Hoje, os conceitos de inte-
grao total do ambiente pro-
dutivo com o uso dos sis-
temas de comunicao de
dados e novas tcnicas de
gerenciamento esto se dis-
seminando rapidamente. O
CIM(Manufatura Integrada
por Computador) j uma
realidade.
Escola Tcnica Estadual Repblica Pgina 5
CAPTULO 1
CONCEITOS BSICOS DE AUTOMAO
Um sistema automtico pode ser dividido em dois blocos principais:
os elementos de comando e os atuadores.
Os atuadores so os componentes do sistema automtico que que transformam
a energia em trabalho.
Os elementos de comando so os componentes que formam o comando propria-
mente dito.
Figura 1.1: Sistema Automtico.
1.1 Comando
O comando constitui um conjunto de componentes que recebe as informaes
de entrada, processa-as e envia-as como informaes de sada.
Um comando pode ser realizado em malha aberta, onde as variveis de entrada
fornecem informaes para o comando que as processa, segundo sua construo
interna e libera informaes de sada para os elementos comandados (atuado-
res).Neste tipo de comando se ocorrer uma perturbao que altere o compor-
6
Curso Tcnico de Mecnica - Automao Industrial
tamento do sistema, este no teria como avaliar se a instruo foi executada
corretamente. O comando continuaria a enviar as informaes de sada baseado
somente nas informaes de entrada.
Figura 1.2: malha aberta
No comando em em malha fechada a varivel controlada deve estar em torno
de um valor previamente estabelecido. Neste tipo, as informaes de sada no
dependem s da construo interna do comando mas tambm das informaes
vindas do elemento comandado as quais so comparadas com as informaes
de entrada e se for necessrio feita a correo. Este tipo de comando mais
comum em controle de processos.
Figura 1.3: malha fechada
Escola Tcnica Estadual Repblica Pgina 7
Curso Tcnico de Mecnica - Automao Industrial
1.2 Sinais
Sinal pode ser denido como a representao de informaes em forma de um
valor ou uma curva de valores de uma grandeza fsica.
Assim, se a grandeza for a corrente eltrica teremos um sinal eltrico, se for a
presso de um uido temos os sinais pneumticos ou hidrulicos. Se for a lu-
minosidade teremos um sinal ptico e etc..
O sinal pode ser classicado quanto a forma como essas informaes so repre-
sentadas. Assim temos:
Sinal analgico;
O sinal analgico aquele que representa de forma contnua uma determi-
nada faixa de valores da grandeza fsica.
Exemplo: presso, temperatura, fora, etc..
Figura 1.4: Sinal analgico.
Sinal digital.
O sinal digital aquele onde somente dois valores so representados.So
designados genericamente de 0 e 1.
Exemplos: Embora as grandezas fsicas no correspondam a este compor-
tamento podemos ter algumas situaes como a presena ou no de um
objeto em determinado local ou um boto pressionado ou no, desligado ou
ligado.
Figura 1.5: Sinal digital.
Escola Tcnica Estadual Repblica Pgina 8
Curso Tcnico de Mecnica - Automao Industrial
1.3 Elementos de comando
Figura 1.6:
O grupo dos elementos de comando formam a chamada cadeia de comando
composta por:
Elementos de entrada ou Emissores de Sinal;
Sensores em geral;
vlvulas acionadas por boto , pedal ou alavanca;
botes e botoeiras de comando eltricas;
ns de curso;
sensores pticos, capacitivos e indutivos.
Portadores de programa: tas magnticas, disquetes, etc.
Elementos de processamento de sinal;
vlvulas pneumticas e hidrulicas;
mdulos eletrnicos;
contatores;
reles.
Elementos de converso de sinal;
Amplicadores ou intensicadores;
vlvulas eletromagnticas pneumticas ou hidrulicas;
contatores de acionamento pneumtico ou hidrulico;
pressostatos, termostatos e transdutores em geral.
Elementos de sada.
vlvulas hidrulicas e pneumticas;
contatores de potncia, reles, etc.
Escola Tcnica Estadual Repblica Pgina 9
Curso Tcnico de Mecnica - Automao Industrial
1.4 Atuadores
Os elementos comandados so os atuadores. Neste grupo, esto:
atuadores com acionamento linear:
cilindros: pneumticos, hidrulicos e eltricos;
motores lineares
atuadores com acionamento rotativo:
motores:
pneumticos;
hidrulicos;
eltricos
cilindros giratrios
Escola Tcnica Estadual Repblica Pgina 10
CAPTULO 2
TRANSDUTORES E SENSORES
Um transdutor um dispositivo que recebe um sinal de entrada na forma de
uma grandeza fsica e fornece um sinal de sada da mesma espcie ou diferente.
Em geral, os transdutores transformam a informao da grandeza fsica, que
corresponde ao sinal de entrada, em um sinal eltrico de sada. Por exemplo,
um transdutor de presso transforma a fora exercida pela presso numa ten-
so eltrica proporcional presso.
O sensor a parte sensitiva do transdutor a qual, na maioria das vezes, se com-
pleta com um circuito eletrnico para a gerao do sinal eltrico que depende
do nvel de energia da grandeza fsica que afeta o sensor. Ainda com relao ao
exemplo do transdutor de presso, o sensor seria apenas a membrana(diafragma)
sobre a qual exercida a presso que se est monitorando.
Mas, o termo Sensor usado como sendo o mesmo que Transdutor. Assim,
adotaremos tambm esta postura no texto que se segue.
De acordo com o exposto, os sensores so como os rgos dos sentidos dos sis-
temas de automao.
Figura 2.1: Os sensores transformam os efeitos fsicos em sinais de sada.
Podemos classicar os diversos tipos de sensores de acordo com sua apli-
cao. Assim temos:
11
Curso Tcnico de Mecnica - Automao Industrial
1. SENSORES DE PRESENA:
comum, em sistemas automticos, a necessidade de se saber a presena
ou no de uma pea, de um componente de uma mquina ou de uma parte
de um robot manipulador em determinada posio. Sensores de presena
so digitais pois emitem apenas duas informaes.
Podem ser:
(a) MECNICOS OU DE CONTATO FSICO:
So os mais simples e so acionados por botes, alavancas, pinos, ro-
letes e etc..
Os acionados por botes ou pedais so empregados geralmente para
iniciar ou terminar o funcionamento.
Os sensores mecnicos necessitam do contato fsico com a pea ou
componente para funcionar. Como j vimos anteriormente, a maio-
ria dos sensores(transdutores) enviam um sinal eltrico de sada. O
sensor mecnico que possui esta caracterstica o microruptor ou mi-
croswitch. Na verdade, so pequenas chaves eltricas que so acionadas
por pinos, alavancas e/ou roletes. Quando usados para detectar a
posio limite de um componente so chamados de m de curso
1
.
Figura 2.2: Microswitches, vlvula acionada por rolete, botes de comando.
Escola Tcnica Estadual Repblica Pgina 12
Curso Tcnico de Mecnica - Automao Industrial
(b) DE PROXIMIDADE OU SEM CONTATO FSICO:
Os sensores de presena de proximidade tem as seguintes vantagens
em relao aos mecnicos:
No necessitam de energia mecnica para operar;
Atuam por aproximao, sem contato fsico com a pea;
So totalmente vedados;
Funcionam com altas velocidades de comutao;
so imunes a vibraes e choques mecnicos.
Por no possurem peas mveis estes sensores tm a grande vantagem
de no sofrer desgaste mecnico.
i. SENSORES MAGNTICOS:
O tipo mais comum o interruptor de lminas ou reed-switch.
constitudo por lminas dentro de um bulbo de vidro que contem
gs inerte.
Quando um campo magntico de um m ou de um eletrom atua
sobre as lminas, magnetizando-as, as lminas so unidas fechando
o circuito.
Figura 2.3: Sensor magntico (a)Tipo NA, (b) Tipo NA/NF
1
O termo CURSO, neste caso, signica trajeto ou caminho.
Escola Tcnica Estadual Repblica Pgina 13
Curso Tcnico de Mecnica - Automao Industrial
ii. SENSORES CAPACITIVOS:
O capacitor um componente eletrnico composto de duas placas
metlicas, colocadas uma sobre a outra e isoladas eletricamente,
capaz de armazenar cargas eltricas. O isolante chamado de
dieltrico. A caracterstica que dene um capacitor sua capaci-
tncia. A capacitncia diretamente proporcional rea das placas
e da constante dieltrica do material isolante e inversamente pro-
porcional distncia entre as placas.
O sensor capacitivo tambm possui duas placas mas estas cam
uma ao lado da outra e no uma sobre a outra como no capacitor.
O dieltrico do sensor capacitivo o ar cuja constante dieltrica 1
(um). Quando um objeto, que possui constante dieltrica diferente,
aproxima-se provoca a variao da sua capacitncia.
Um circuito de controle detecta essa variao e processa essa in-
formao.
Figura 2.4: Sensor capacitivo
Escola Tcnica Estadual Repblica Pgina 14
Curso Tcnico de Mecnica - Automao Industrial
iii. SENSORES INDUTIVOS:
O sensor indutivo atuam baseados na variao da indutncia de
um indutor O indutor um componente eletrnico composto de
um ncleo envolto por uma bobina. Quando fazemos circular uma
corrente pela bobina um campo magntico forma-se no ncleo.
Quando um objeto metlico aproxima-se deste campo, ele absorve
parte deste campo provocando alterao na indutncia.
Um circuito de controle detecta essa variao.
Figura 2.5: Sensor indutivo
Escola Tcnica Estadual Repblica Pgina 15
Curso Tcnico de Mecnica - Automao Industrial
iv. SENSORES PTICOS:
Os sensores pticos baseiam-se na emisso e recepo de luz
que pode ser interrompida ou reetida pelo objeto a ser detectado.
Existe trs formas de operao:
A. SENSOR PTICO POR BARREIRA:
O transmissor e o receptor esto em unidades distintas e devem
ser dispostos um frente ao outro, de modo que o receptor possa
constantemente receber a luz do transmissor. acionamento da
sada ocorrer quando o objeto a ser detectado interromper o
feixe de luz.
Figura 2.6: Sensor ptico por barreira.
Escola Tcnica Estadual Repblica Pgina 16
Curso Tcnico de Mecnica - Automao Industrial
B. SENSOR PTICO POR DIFUSO:
Neste sistema o transmissor e o receptor so montados na mesma
unidade. Sendo que o acionamento da sada ocorre quando o
objeto a ser detectado entra na regio de sensibilidade e reete
para o receptor o feixe de luz emitido pelo transmissor.
Figura 2.7: Sensor ptico Por Difuso
Escola Tcnica Estadual Repblica Pgina 17
Curso Tcnico de Mecnica - Automao Industrial
C. SENSOR PTICO POR RETRORREFLEXO OU POR REFLEXO:
Este sistema apresenta o transmissor e o receptor emuma nica
unidade. O feixe de luz chega ao receptor somente aps ser re-
etido por um espelho prismtico, e o acionamento da sada
ocorrer quando o objeto a ser detectado interromper este feixe.
Figura 2.8: Sensor ptico por Retrorreexo
2. SENSORES DE POSIO:
Escola Tcnica Estadual Repblica Pgina 18
Curso Tcnico de Mecnica - Automao Industrial
(a) ENCODERS:
Dentre os sensores que atuam por transmisso de luz, alm dos j vis-
tos, h os encoders (codicadores), que determinam a posio atravs
de um disco(encoder rotativo) ou trilho(encoder linear) marcado.
Nos encoders rotativos, tm-se uma fonte de luz, um receptor e um
disco perfurado,que ir modular a recepo da luz. Nos lineares, o
disco substitudo por uma rgua ou ta.
O disco preso a um eixo, de forma a criar um movimento rotacional,
enquanto que a fonte de luz e o receptor esto xos. A rotao do disco
cria uma srie de pulsos pela interrupo ou no da luz emitida ao de-
tector. Estes pulsos de luz so transformados pelo detector em uma
srie de pulsos eltricos.
A freqncia do pulso diretamente proporcional ao nmero de ro-
taes no intervalo de tempo, e ao nmero de furos ao longo do disco.
Figura 2.9: Encoder rotativo.
Se dividem em:
incrementais(ou relativos):
Nos quais a posio demarcada por contagem de pulsos transmi-
tidos, acumulados ao longo do tempo.
Os encoders ticos incrementais no fornecem informao sobre a
localizao absoluta do eixo de movimento no espao. Mais precisa-
mente, eles fornecem a quantidade de movimento executada pelo
eixo, comeando do momento em que o computador ativado e o
movimento comea. Se o sistema desligado ou ocorre uma queda
de energia, a informao da localizao do eixo de movimento per-
dida. Quando o sistema for religado, a posio inicial do eixo de ser
xada.
Escola Tcnica Estadual Repblica Pgina 19
Curso Tcnico de Mecnica - Automao Industrial
Figura 2.10: Encoder rotativo incremental.
absolutos:
Os encoders ticos absolutos fornecem informaes mais rigorosas
que os encoders ticos incrementais. Encoders absolutos fornecem
um valor numrico especco (valor codicado) para cada posio
angular.
Possuem a capacidade de informar a posio fsica do eixo assim
Escola Tcnica Estadual Repblica Pgina 20
Curso Tcnico de Mecnica - Automao Industrial
que ele ativado, sem a necessidade de xao da posio inicial.
Isto possvel porque o encoder transmite, para o controlador, um
sinal diferente para cada posio do eixo. Os encoders absolutos
rotativos podem ser:
Giro simples: Fornecem a posio angular de apenas uma volta.
Figura 2.11: Encoder rotativo absoluto de giro simples.
Giro mltiplo: Podemfornecer a posio aps vrias voltas( 4096)
Figura 2.12: Encoder rotativo absoluto de giro mltiplo.
Escola Tcnica Estadual Repblica Pgina 21
Curso Tcnico de Mecnica - Automao Industrial
3. SENSORES DE TEMPERATURA:
(a) TERMISTORES
Os termistores so componentes eletrnicos sensveis temperatura,
ou seja, variam a sua resistividade com a temperatura. Existe dois
tipos o PTC(Positive Temperature Coefcient) e o NTC(Negative Tempe-
rature Coefcient).
Figura 2.13: Termistores.
Escola Tcnica Estadual Repblica Pgina 22
Curso Tcnico de Mecnica - Automao Industrial
O NTC diminui sua resistncia com o aumento da temperatura e o PTC
aumenta sua resistncia com o aumento da temperatura.
Figura 2.14: Grco do comportamento dos termistores.
Estes dispositivos so construdos a partir de misturas de cermicas
de xidos semicondutores, tais como titanato de brio(1c1iC
3
) para os
PTCs, e xidos de magnsio, nquel, cobalto, cobre, ferro e titnio para
os NTCs.
Os termistores apresentam baixo custo e alta sensibilidade, mas sua
preciso baixa e trabalham com temperatura mxima em torno de
300
C.
O PTC usado quando mudanas drsticas de temperatura devem ser
detectadas tais como:
Proteo de sobrecarga;
proteo contra superaquecimento;
O NTC usado quando se necessita de detectar variaes contnuas de
temperatura, tais como:
Medida de temperatura;
Variao de temperatura(em torno de 0,001
C);
Controle de temperatura.
O sensor de temperatura do motor nos sistemas de injeo eletrnica
so do tipo NTC, assim como o sensor de temperatura do ar admitido.
(b) TERMO-RESISTORES(RTD)
O RTD(Resistance Temperature Detectors), assim como os termis-
tores, variam sua resistncia com a variao de temperatura. So
Escola Tcnica Estadual Repblica Pgina 23
Curso Tcnico de Mecnica - Automao Industrial
construdos de o enrolado revestido de uma pelcula. Trabalham
em uma larga escala de temperatura, -200
C a 850
C, com elevada
preciso(0. 1
C c 0. 01
C). O metal mais utilizado a Platina.
Figura 2.15: Termoresistor-RTD.
(c) TERMOPARES
Um termopar consiste de dois condutores metlicos, de natureza dis-
tinta, na forma de metais puros ou de ligas homogneas. Os os so
soldados em um extremo ao qual se d o nome de junta quente ou junta
de medio. A outra extremidade dos os levada ao instrumento de
medio de f.e.m. ( fora eletromotriz ), fechando um circuito eltrico
por onde ui a corrente.
O aquecimento da juno de dois metais gera o aparecimento de uma
f.e.m.. Este princpio conhecido por efeito Seebeck.
\ = 11
K constante para cada par de metais. Na tabela abaixo encontramos
as caractersticas de alguns termopares.
Tipo (+)Metal-Metal(-) Temperatura FEM (mV) Aplicaes
Mxima
T Cobre-Constantan
2
190 350
5,603 a 19,027 Criometria ( baixas temperaturas ),
Indstrias de refrigerao, Pesquisas agronmicas e
ambientais, Qumica e Petroqumica.
J Ferro-Constantan 40 750
1,960 a 42,922 Centrais de energia,
Metalrgica, Qumica,
Petroqumica, indstrias em geral.
R 87Pt13Rdio-Pt 0 1600
0 a 18,842 Siderrgica, Fundio, Metalrgica,
S 90Pt10Rdio-Pt 0 a 16,771 Usina de Cimento, Cermica,
Vidro e Pesquisa Cientca.
Escola Tcnica Estadual Repblica Pgina 24
Curso Tcnico de Mecnica - Automao Industrial
Figura 2.16: Efeito Seebeck.
Figura 2.17: Termopares.
O custo dos termopares elevado, exceto com relao aos termoresistores, e
so empregados em aplicaes prossionais, onde se requer alta conabilidade
e preciso(aqui tambm perdem para os termoresistores).
2
liga de cobre 60% e nquel 40%
Escola Tcnica Estadual Repblica Pgina 25
CAPTULO 3
PNEUMTICA:
Nos tempos atuais o uso de sistemas pneumticos bastante comum nas
indstrias.Isto se deve a sua simplicidade aliada a possibilidade de variar a ve-
locidade e a fora aplicada, como por exemplo, acionar uma prensa ou exercer
uma leve presso para segurar um ovo sem quebr-lo. Alm disso uma ferra-
menta indispensvel para a automao.
3.1 Vantagens:
1. A robustez inerente aos componentes pneumticos torna-os relativamente
insensveis a vibraes e golpes, permitindo que aes mecnicas do prprio
processo sirvam de sinal para as diversas seqncias de operao. So de
fcil manuteno;
2. Facilidade de implantao: Pequenas modicaes nas mquinas conven-
cionais, aliadas disponibilidade de ar comprimido, so os requisitos ne-
cessrios para implantao dos controles pneumticos;
3. Simplicidade de manipulao: Os controles pneumticos no necessitam
de operrios especializados para sua manipulao;
4. O ar est disponvel em qualquer parte;
5. No h necessidade de tubulao de retorno;
6. A velocidade do uxo do ar no interior das vlvulas e da tubulao alta;
7. O ar comprimido pode ser estocado e transportado dentro de reservatrios;
8. Limpeza, em caso de vazamentos.
26
Curso Tcnico de Mecnica - Automao Industrial
3.2 Desvantagens:
1. O ar comprimido necessita de uma boa preparao para realizar o trabalho
proposto:
remoo de impurezas, eliminao de umidade para evitar corroso nos
equipamentos e engates ou travamentos e maiores desgastes nas partes
mveis do sistema;
2. Os componentes pneumticos so normalmente projetados e utilizados a
uma presso mxima de 17bar
1
. Logo o tamanho dos atuadores so maiores
quando deve-se vencer grandes foras;
3. Velocidades muito baixas so difceis de ser obtidas com o ar comprimido
devido s suas propriedades fsicas. Neste caso, recorre-se a sistemas mis-
tos(hidrulicos e pneumticos);
4. O ar um uido altamente compressvel, portanto, difcil se obterem
paradas intermedirias e velocidades uniformes.
5. O escape para a atmosfera gera muito ruido. O problema pode ser reduzido
como uso de silenciadores nos orifcios de escape;
6. Os vazamentos so muito caros devido a constante perda de energia(o com-
pressor permanece muito tempo ligado).
3.3 Fundamentos fsicos:
3.3.1 Fluidos:
Qualquer substncia que e capaz de escoar e assumir a forma do recipiente
que a contm e um uido. O uido pode ser lquido ou gasoso. A pneumtica
trata dos uidos gasosos, especialmente o ar.
3.3.2 Fora e presso:
Podemos dizer que fora qualquer causa capaz de alterar o estado de equi-
lbrio de um corpo, podendo produzir ou alterar o movimento ou pode produzir
deformaes. Quando aplicamos uma fora sobre uma superfcie denimos uma
presso que a fora por unidade de rea.
j =
1
(3.1)
1
Na pneumtica industrial a presso de trabalho normalmente utilizada de 6 a 10bar.
Escola Tcnica Estadual Repblica Pgina 27
Curso Tcnico de Mecnica - Automao Industrial
UNIDADES:
No Sistema Internacional (SI):
Fora N newton
rea m
2
metro quadrado
Presso Pa =
N
m
2
Pascal
bar bar
1/c: = 10
5
1c:cc|
1/c: = 1. 02
2
1/c: = 0. 987ct:
1/c: = 14. 5j:i
No Sistema Ingls:
Fora lbf libra-fora
rea pol
2
polegada quadrada
Presso psi =
lbf
pol
2
libra-fora por polegada quadrada
Outras unidades:
Fora kgf quilograma-fora
1/p) = 9. 81`
rea cm
2
centmetro quadrado
Presso
kgf
cm
2
quilograma-fora por centmetro quadrado
1
2
= 0. 981/c:
1
2
= 14. 22j:i
atm atmosfera
1ct: = 1. 033
2
1ct: = 1. 013/c:
1ct: = 14. 7j:i
Escola Tcnica Estadual Repblica Pgina 28
Curso Tcnico de Mecnica - Automao Industrial
3.3.3 Propriedades do ar:
Expansibilidade: Propriedade do ar que lhe possibilita ocupar totalmente o vo-
lume de qualquer recipiente, adquirindo o seu formato;
Figura 3.1: Expansibilidade do ar
Compressibilidade: O ar quando submetido a ao uma fora reduz seu vo-
lume;
Figura 3.2: Compressibilidade do ar
Elasticidade: Devido a sua elasticidade, o ar volta ao seu volume inicial quando
cessa a ao da fora.
Figura 3.3: Elasticidade do ar
Escola Tcnica Estadual Repblica Pgina 29
Curso Tcnico de Mecnica - Automao Industrial
3.3.4 Efeitos do calor sobre o ar:
O ar quando recebe calor(aumento de temperatura)o seu volume aumenta.
Portanto, quando diminumos sua temperatura o seu volume diminui.
Quando o ar estiver em um recipiente fechado, o aumento de temperatura
aumenta sua presso. Portanto, quando diminumos sua temperatura a
presso diminui.
Figura 3.4: Efeito do calor sobre o ar
3.4 Transferncia de energia para o uido
A energia primria para utilizao do uido de trabalho, so os motores
eltrico ou trmico.
Esses equipamentos convertem energia eltrica ou qumica da combusto em
energia mecnica na forma de rotao e torque. A partir do acoplamento com o
eixo dos compressores, os mesmos convertem essa energia mecnica em ener-
gia udica.
3.4.1 Gerao de presso
Na industria, de modo geral, o ar comprimido produzido em local cen-
tral(casa de mquinas) e conduzido ao local da aplicao atravs de uma rede
de tubulao.
Escola Tcnica Estadual Repblica Pgina 30
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.5: Produo de ar comprimido
3.4.1.1 Tipos de compressores:
Compressores alternativos:
Pisto
simples efeito
duplo efeito
Diafragma
Compressores rotativos:
Palhetas
Duplo parafuso
Lbulos(Root)
Centrfugo
Escola Tcnica Estadual Repblica Pgina 31
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.6: Compressor alternativo de pistes.
Figura 3.7: Compressor alternativo de pistes de dois estgios.
Escola Tcnica Estadual Repblica Pgina 32
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.8: Compressor alternativo de diafragma.
Figura 3.9: Compressor rotativo de palhetas.
Escola Tcnica Estadual Repblica Pgina 33
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.10: Compressor rotativo de duplo parafuso.
Figura 3.11: Compressor rotativo de lbulos.
Escola Tcnica Estadual Repblica Pgina 34
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.12: Compressor centrfugo radial.
3.4.1.2 Preparao do ar comprimido
A contaminao do ar comprimido a soma da contaminao do ar ambiente
com outras substncias que so introduzidas durante o processo de compresso.
O ar ambiente contaminado por partculas slidas (poeira, microorganismos,
etc.), vapor dgua (umidade relativa), vapores de hidrocarbonetos (fumaa de
leo diesel, etc.), dixido de carbono, monxido de carbono, xido nitroso, di-
xido de enxofre, etc.
Durante o processo de compresso, o ar comprimido tambm contaminado
pelo leo lubricante do compressor e por partculas slidas provenientes do
desgaste das peas mveis do mesmo. Na tubulao de distribuio, o ar com-
primido ainda pode arrastar ferrugem e outras partculas.
A presena de partculas slida prejudicial porque abrasiva, provocando des-
gastes nas peas mveis.
A presena da gua condensada nas linhas de ar provoca:
oxidao da tubulao e componentes pneumticos;
reduo da vida til das peas por remover a pelcula lubricante;
avarias em vlvulas e instrumentos, etc.
Para tanto, antes de fazer utilizao do ar comprimido nas instalaes deve-
se prepara-lo atravs da unidade de condicionamento de ar, composta por(ver
gura 3.5):
Escola Tcnica Estadual Repblica Pgina 35
Curso Tcnico de Mecnica - Automao Industrial
Resfriador-posterior Sua funo reduzir a temperatura do ar que deixa o com-
pressor para nveis prximos da temperatura ambiente. Com isso, obtm-se
uma grande condensao dos contaminantes gasosos, especialmente do va-
por dgua. Em termos construtivos, o resfriador posterior um trocador
de calor convencional resfriado pelo ar ambiente ou por gua.
Filtro de ar comprimido O ltro de ar comprimido aparece geralmente em trs
posies diferentes:
antes do secador de ar comprimido;
depois do secador de ar comprimido;
e tambm junto ao ponto-de-uso.
A funo do ltro instalado antes do secador (pr-ltro) separar o restante
da contaminao slida e liquida no totalmente eliminada pelo separador
de condensados do resfriador-posterior.
O ltro instalado aps o secador (ps-ltro) deve ser responsvel pela eli-
minao da umidade residual no removida pelo separador mecnico de
condensados do secador, alm da conteno dos slidos no retidos no pr-
ltro.
Secador de ar comprimido Sua funo eliminar a umidade (liquido e vapor)
do uxo de ar.
Um secador deve estar apto a fornecer o ar comprimido com o Ponto de
Orvalho especicado pelo usurio.
Ponto de Orvalho a temperatura na qual o vapor comear a condensar.
H dois conceitos principais de secadores de ar comprimido:
por refrigerao (cujo Ponto de Orvalho padro +3
C) e
por adsoro (com Ponto de Orvalho mais comum de 40
C).
Purgadores Os purgadores so pequenos aparelhos destinados a efetuar a dre-
nagem dos contaminantes lquidos do sistema de ar comprimido para o
meio-ambiente. Podem ser manuais ou automticos.
Purgadores geralmente esto presentes no resfriador posterior, ltros e
secadores. Tambm so colocados na rede de distribuio de ar compri-
mido para drenar a gua condensada.
Alm disso, nos pontos de utilizao so colocadas unidades de conservao
que so compostas de:
ltro;
regulador de presso;
lubricador.
Escola Tcnica Estadual Repblica Pgina 36
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.13: Unidade de conservao.
A norma internacional ISO-8573-1 a referncia central sobre a qualidade do
ar comprimido para uso geral, no valendo para usos muito particulares, como
ar medicinal, respirao humana e alguns outros. A tabela a seguir apresenta as
classes de qualidade do ar comprimido em funo dos seus trs contaminantes
tpicos: gua, leo e partculas slidas.
Tabela 3.1: ISO8573-1 Classes de qualidade
Slidos gua leo
(j:) (
C) (:p,:
3
)
1 0,1 -70 0,01
2 1 -40 0,1
3 5 -20 1
4 15 +3 5
5 40 +7 25
6 - +10 -
7 - n espec. -
Para a obteno dos diferentes nveis de pureza do ar comprimido (classes de
qualidade), a ISO-8573 recomenda a seguinte seqncia padro de equipamen-
Escola Tcnica Estadual Repblica Pgina 37
Curso Tcnico de Mecnica - Automao Industrial
tos:
Figura 3.14: Seqncia padro de equipamentos(ISO8573).
3.4.2 Tubulao:
importante dimensionar o dimetro da rede de ar comprimido de forma tal
que no ocorra uma perda de presso maior que 0,1 bar. Para evitar transtornos
futuros tambm recomendvel que seja prevista uma ampliao, pois uma
substituio posterior da rede demasiadamente cara. Para o dimensionamento
do dimetro da rede deve-se levar em considerao:
Vazo;
Comprimento da rede;
Queda de presso admissvel;
Presso de trabalho;
Pontos de estrangulamento.
Devemos lembrar que a tubulao de ar comprimido requer manuteno peri-
dica, sendo portanto necessrio deix-la exposta, evitando passagens estreitas.
As tubulaes devem ser montadas com um declive de 1 a 2% na direo do
uxo.
As tomadas de ar devem sair pela parte de cima da tubulao principal.
Escola Tcnica Estadual Repblica Pgina 38
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.15: Rede de distribuio de ar comprimido.
Figura 3.16: Rede de distribuio de ar comprimido.
3.5 Atuadores:
A funo dos atuadores executar a converso da energia udica em energia
mecnica. Num circuito qualquer, o atuador ligado mecanicamente carga.
Assim, ao sofrer a ao do uido, sua energia convertida em trabalho.
Os atuadores podem ser divididos em dois grupos:
Atuador linear:
Cilindro de simples ao;
Cilindro de dupla ao.
Atuador rotativo:
limitado - cilindro de movimento giratrio;
contnuo - motor.
Escola Tcnica Estadual Repblica Pgina 39
Curso Tcnico de Mecnica - Automao Industrial
3.5.1 Atuador Linear:
Convertem a energia udica em energia mecnica na forma de fora e veloci-
dade linear. So popularmente conhecidos por cilindros.
Figura 3.17: Cilindro pneumtico.
Figura 3.18: Cilindro pneumtico-Detalhes internos.
Escola Tcnica Estadual Repblica Pgina 40
Curso Tcnico de Mecnica - Automao Industrial
Os cilindros podem ser classicados:
Pelo acionamento:
Simples ao:
So assim chamados porque utilizam a energia do uido para produzir
trabalho em um nico sentido de movimento, no avano ou no retorno,
sendo o primeiro mais comum.
Estes cilindros possuem apenas um orifcio para entrada e sada do u-
ido. No lado oposto existe outro orifcio que serve apenas para respiro,
para impedir a formao de contra-presso.
Nos cilindros de simples ao o movimento no realizado pelo u-
ido feito geralmente por ao de uma mola. Porm, pode ser tam-
bm realizado por ao de uma fora externa, a gravidade, por exem-
plo(caamba de caminho).
Figura 3.19: Cilindro de simples ao. Simbologia: a)Cilindro de simples ao
com retorno por fora no denida b) Cilindro de simples ao com retorno por
mola c) cilindro de simples ao com avano por mola d)cilindro de simples ao
com avano por fora no denida.
Dupla ao:
So aqueles que utilizam a energia do uido para produzir trabalho em
ambos os sentidos: avano e retorno. Estes possuem dois orifcios por
onde, alternadamente, entra e sai o uido.
Escola Tcnica Estadual Repblica Pgina 41
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.20: Cilindro de dupla ao.
Figura 3.21: Cilindro de dupla ao.No avano o ar entra pelo orifcio traseiro,
empurrando o mbolo, e sai pelo orifcio dianteiro. No retorno o sentido inver-
tido.
Pela congurao da haste:
cilindro sem haste;
cilindro com uma haste(comum);
cilindro com duas hastes ou haste passante;
cilindro sem haste tipo almofada.
Escola Tcnica Estadual Repblica Pgina 42
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.22: Cilindro sem haste: com acoplamento mecnico, com acoplamento
magntico.
Figura 3.23: Cilindro pneumtico com uma haste.
Figura 3.24: Cilindro pneumtico com haste passante.
Figura 3.25: Cilindro pneumtico tipo almofada.
Escola Tcnica Estadual Repblica Pgina 43
Curso Tcnico de Mecnica - Automao Industrial
3.5.2 Atuador rotativo:
Convertem a energia udica em energia mecnica na forma de momento de
toro.
Podem ser:
Limitados: Os atuadores rotativos limitados so aqueles que produzem movi-
mentos oscilatrios, ou seja, giram em um sentido at alcanar o m de curso
e precisam retornar girando no sentido oposto. Dependendo de sua construo,
podem ser limitados a apenas uma volta ou a algumas voltas.
O tipo pinho e cremalheira, na gura abaixo, possuem uma haste dentada (cre-
malheira). Esta cremalheira aciona uma engrenagem, transformando o movi-
mento linear em movimento rotativo.
Nos de aleta giratria s possvel um movimento angular de no mximo 300
.
Figura 3.26: Cilindro giratrio de pinho e cremalheira.
Figura 3.27: Cilindro giratrio de aleta.
Escola Tcnica Estadual Repblica Pgina 44
Curso Tcnico de Mecnica - Automao Industrial
Contnuos:
Os atuadores rotativos contnuos, tambm chamados de motores, podem re-
alizar um nmero innito de voltas. O motores pneumticos so similares aos
compressores quanto sua construo. Existem motores de engrenagens, de
palhetas, de pistes radiais, de pistes axiais e turbo-motores(turbinas).
Figura 3.28: Motores pneumticos de engrenagens e de palhetas.
Escola Tcnica Estadual Repblica Pgina 45
Curso Tcnico de Mecnica - Automao Industrial
Figura 3.29: Motores pneumticos de pistes radiais, de pistes axiais e turbo
motor.
Escola Tcnica Estadual Repblica Pgina 46
Curso Tcnico de Mecnica - Automao Industrial
3.6 Vlvulas
As vlvulas so componentes dos sistemas pneumticos, responsveis pela
distribuio e regulagem do uido transmitido do compressor at os atuadores.
A regulagem consiste em limitar os nveis de presso e vazo para garantir a
disponibilidade de fora e velocidade, respectivamente.
Vlvulas direcionais:
So vlvulas que inuenciam no trajeto do uxo do uido;
Figura 3.30: Valvula direcional boto/mola.
Escola Tcnica Estadual Repblica Pgina 47
Curso Tcnico de Mecnica - Automao Industrial
Vlvulas de bloqueio:
Vlvula de reteno:
So vlvulas que bloqueiam completamente a passagem do uido em
um sentido. No outro sentido o uido passa com a mnima perda de
presso;
Figura 3.31: Vlvula de reteno.
Vlvula alternadora(elemento OU):
Esta vlvula possui duas entradas, X e Y, e uma sada A. Quando o
uido entra em X a esfera bloqueia a entrada em Y. Quando o uido
entra por Y a esfera bloqueia a entrada X.
Figura 3.32: Vlvula alternadora.
Vlvula de simultaneidade(elemento E): Esta vlvula tambm possui
duas entradas, X e Y, e uma sada A.
O uido so passa quando houver presso em ambas as entradas, x e y.
Um sinal apenas em X ou em Y ca impedido de passar para A porque
ele atua sobre a pea mvel fechando a passagem. Quando dois sinais
Escola Tcnica Estadual Repblica Pgina 48
Curso Tcnico de Mecnica - Automao Industrial
iguais chegam em tempos diferentes, o ltimo passa para A.
Quando os sinais so de presses diferentes, o de presso maior ca
bloqueado o de presso menor passa para A.
Figura 3.33: Vlvula de simultaneidade.
Vlvulas controladoras(reguladoras) de uxo: So vlvulas que ao re-
duzirem a seo de passagem do uido inuenciam o valor da vazo na
linhas de ligao com os atuadores. Essa regulagem da vazo est rela-
cionada com a variao da presso nas tomadas de entrada e sada da
vlvula. Dessa forma, para uma melhor preciso, devem trabalhar em con-
junto com vlvulas que regulam os nveis de presso no sistema;
Figura 3.34: Vlvula controladora de uxo unidirecional.
Escola Tcnica Estadual Repblica Pgina 49
Curso Tcnico de Mecnica - Automao Industrial
Vlvulas controladoras de presso: So vlvulas que agemsobre a presso
do sistema.
As vlvulas controladoras de presso podem ser utilizadas como:
Limitadoras de presso (de segurana ou de alvio): A presso m-
xima do sistema pode ser controlada com o uso de uma vlvula de
presso normalmente fechada. Com a via primria da vlvula conec-
tada presso do sistema e a via secundria conectada ao tanque
(hidrulica) ou atmosfera(pneumtica), a vlvula acionada por um
nvel predeterminado de presso, e neste ponto as vias primrias e se-
cundrias so conectadas e o uxo desviado para o tanque ou para
a atmosfera. Esse tipo de controle de presso normalmente fechado
conhecido como vlvula limitadora de presso.
Figura 3.35: Vlvula controladora de presso.
Sequencia: Uma vlvula de controle de presso normalmente fechada,
que faz com que uma operao ocorra antes da outra, conhecida como
vlvula de sequencia.
Escola Tcnica Estadual Repblica Pgina 50
Curso Tcnico de Mecnica - Automao Industrial
Reguladora de presso: So vlvulas usadas para manter a presso de
trabalho(secundria) do sistema, pre-regulada e indicada no manmetro,
em um nvel uniforme independente da presso da rede(primria) e do
consumo do ar.
A presso primria tem que ser sempre maior que a secundria.
A presso controlada por meio de uma membrana. Uma das faces da
membrana ca submetida presso de trabalho. Do outro lado atua
uma mola que pode ser ajustada por meio de um parafuso de regu-
lagem.
O ar vindo da entrada(primrio) aumenta a presso do lado secundrio
(trabalho) e provoca o movimento da membrana contra a fora da mola.
Comisto, a passagemdo ar primrio sofre restrio ou fecha totalmente
quando a presso do lado secundrio atingir o valor regulado vencendo
totalmente a fora da mola. Com o consumo de ar durante o trabalho
a presso diminui e a mola reabre a vlvula.
Fica claro ento que a presso regulada pela vazo do consumo.
Figura 3.36: Vlvula reguladora de presso.
Escola Tcnica Estadual Repblica Pgina 51
CAPTULO 4
CIRCUITOS PNEUMTICOS
Quando unimos vrias vlvulas e atuadores por meio de tubulaes, a m
de realizar determinada tarefa, damos ao conjunto o nome de circuito circuito
pneumtico ou circuito hidrulico, conforme o caso.
O desenho do circuito chamado diagrama ou esquema. um desenho sim-
plicado, feito com a utilizao de smbolos. Cada componente do circuito
representado por um smbolo. Examinando o diagrama, possvel compreender
como funciona um circuito.
4.1 Simbologia
4.1.1 Vlvulas direcionais
Um dos smbolos mais importantes aquele usado para representar vlvu-
las e, principalmente, as vlvulas direcionais. Uma vlvula pode assumir vrias
posies, dependendo do estado em que se encontra: no acionada, acionada
para a direita,acionada para a esquerda etc.
As vlvulas direcionais so classicadas de acordo com o nmero de vias ou
orifcios para passagem do uxo de ar ou leo e pelo numero de posies que ela
pode assumir. As vias de comando ou pilotagem no so consideradas.
Cada posio da vlvula simbolizada por um quadrado e o nmero de quadra-
dos indica o nmero de posies ou estados que ela pode assumir.
Figura 4.1: Valvula direcional: 1 posio, 2 posies e trs posies.
52
Curso Tcnico de Mecnica - Automao Industrial
No interior do quadrado, representam-se as passagens que esto abertas,
permitindo o uxo de uido, e as que esto fechadas.
Quando uma via ou orifcio da vlvula se comunica com outro, permitindo a
passagem de uido, essa passagem representada por uma seta.
As vias quando so fechadas so indicadas por um trao horizontal.
As vias so indicadas externamente por traos verticais curtos.
Figura 4.2: a)Vias fechadas; b)vias em comunicao; c)Ligaes externas com
as vias; d)vlvula com duas posies e trs vias.O orifcio 1 est bloqueado e o
orifcio 2 est em comunicao com o orifcio 3.
As vias so identicadas por letras maisculas ou por nmeros:
TIPOS DE VIAS IDENTIFICAO
(ORIFCIOS) Letras Numeros
Trabalho ou Sada: A,B,C,D 2,4,6
Entrada ou presso: P 1
Escape: R,S,T 3,5,7
Comando ou pilotagem: X,Y,Z 10,12,14
Posio de repouso: aquela que a vlvula assume quando no acionada.
Nem toda vlvula possui posio de repouso. Somente aquelas que possuem
mola outro dispositivo que force a vlvula a retornar a posio anterior aps o
seu desacionamento
1
.
Posio de partida: aquela que a vlvula assume quando montada no sistema
e recebe a presso da rede e ainda , se houver, a ligao eltrica.
1
Apesar de no ser uma vlvula, o boto de campainha tem uma posio de repouso. Aps
retirarmos a presso sobre o boto, este desliga automaticamente devido a ao de uma mola
interna.
Escola Tcnica Estadual Repblica Pgina 53
Curso Tcnico de Mecnica - Automao Industrial
Figura 4.3: Algumas conguraes de vlvulas direcionais.
Escola Tcnica Estadual Repblica Pgina 54
Curso Tcnico de Mecnica - Automao Industrial
A gura abaixo ilustra como funciona uma vlvula com o tipo de construo
de carretel.
Figura 4.4: Vlvula de 2 posies e 3 vias tipo carretel. A primeira gura mostra
o carretel posicionado de tal forma a conectar a via de presso 1 com a via de
utilizao 2. Ao comutarmos o carretel, a via de presso 1 ca bloqueada e a via
de utilizao 2 ca conectada via de escape 3.
4.1.1.1 Acionamentos
A mudana de posio da vlvula pode ser feita por acionamento mecnico,
eltrico ou por ar comprimido.
Os smbolos dos elementos de acionamento so desenhados adjacentes aos quadra-
dos.
Figura 4.5: vlvulas direcionais: esquerda com acionamento mecnico tipo
rolete, direita com duplo acionamento eltrico, duplo solenide.
Escola Tcnica Estadual Repblica Pgina 55
Curso Tcnico de Mecnica - Automao Industrial
Figura 4.6: vlvulas direcionais: esquerda com acionamento por boto e
direita por alavanca.
Figura 4.7: Simbologia dos acionamentos de vlvulas.
Escola Tcnica Estadual Repblica Pgina 56
Curso Tcnico de Mecnica - Automao Industrial
4.1.2 Fonte de presso
Como na indstria , de modo geral, o ar comprimido produzido em local
central (casa de mquinas) e conduzido ao local da aplicao atravs de uma
rede de tubulao, os smbolos do compressor e dos elementos de condiciona-
mento do ar tais como secador, ltros etc. geralmente no aparece nos circuitos
de automao pneumtica. Usamos um smbolo para indicar a fonte de presso.
Figura 4.8: Fonte de presso.
Escola Tcnica Estadual Repblica Pgina 57
Curso Tcnico de Mecnica - Automao Industrial
4.2 Comandos pneumticos bsicos
4.2.1 Comando de um cilindro de simples ao(comando di-
reto)
Para comandarmos um cilindro de simples ao basta uma vlvula direcional
de trs vias, duas posies normal fechada. Nesta soluo usamos uma vlvula
com acionamento por boto e retorno por mola. Ao apertarmos o boto, em-
purramos o carretel da vlvula e o ar passa de 1 para 2, enchendo a cmara
traseira do cilindro. A presso que antes estava equilibrada com a presso at-
mosfrica aumenta at o valor da presso de trabalho ajustada na unidade de
conservao. A presso atuando sobre a rea do mbolo produz uma fora que
empurra o mbolo e este avana comprimindo a mola at atingir o m da cmara
dianteira. Ao aliviarmos o boto a mola retrocede o carretel da vlvula fazendo
com que o ar passe de 2 para 3, esvaziando a cmara traseira do cilindro. As-
sim, a presso torna a cair para o valor da presso atmosfrica eliminando a
fora produzida pela presso de trabalho e o mbolo retorna pela ao da mola.
Observe que esta vlvula possui uma mola que provoca o retorno do carretel.
Deste modo, o mbolo do cilindro s avana enquanto o boto estiver acionado,
pois se aliviarmos o boto o mbolo retornar imediatamente.
Figura 4.9: Circuito de comando de um cilindro de simples ao.
Escola Tcnica Estadual Repblica Pgina 58
Curso Tcnico de Mecnica - Automao Industrial
4.2.1.1 Comando alternativo(direto)
Com a utilizao de uma vlvula alternadora podemos comandar um cilindro
de simples ao em dois pontos diferentes. Ao apertarmos o boto de uma das
vlvulas o ar passa de 1 para 2 e, atravs da vlvula alternadora chega at o
cilindro.
Caso no houvesse a vlvula alternadora o ar sairia pelo escape da outra vlvula.
Figura 4.10: Circuito de comando de um cilindro de simples ao com uso do
elemento OU.
4.2.1.2 Comando simultneo(direto)
Quando precisarmos que um cilindro seja acionado somente quando haja
a ao simultnea de duas vlvulas podemos utilizar uma vlvula de simul-
taneidade ou elemento "E"ou ento colocarmos as duas vlvulas em srie. Este
comando tambm conhecido por comando bimanual.
Figura 4.11: Comando de um cilindro atravs do acionamento simultneo de
duas vlvulas.
Escola Tcnica Estadual Repblica Pgina 59
Curso Tcnico de Mecnica - Automao Industrial
4.2.2 Comando de um cilindro de dupla ao(comando direto)
Para comandarmos um cilindro de dupla ao podemos usar uma vlvula
direcional de duas posies, de quatro ou cinco vias. Ao acionarmos o boto, o
ar passa de 1 para 2 fazendo com que o mbolo avance. O ar que se encontra
na outra cmara passa para 3 ou de 4 para 5 escapando para a atmosfera. Ao
retirarmos a presso do boto a mola retrocede a vlvula fazendo com que ar
passe de 1 para 4 retornando o mbolo. O ar que se encontra na outra cmara
passa de 2 para 3 escapando para a atmosfera.
Figura 4.12: Circuito de comando de um cilindro de dupla ao.
4.3 Comando indireto
As vezes para comandar cilindros de grandes dimenses, que exigem vlvulas
de grande passagem de ar, usamos uma vlvula menor para comandar a vlvula
principal. Ao acionarmos o boto da a1 ar passa de 1 para 2 e aciona a vlvula
principal a
atravs do orifcio piloto 12. O ar ento passa de 1 para 2 e avana
o mbolo do cilindro.
Figura 4.13: Comando de um cilindro atravs do acionamento indireto.
Escola Tcnica Estadual Repblica Pgina 60
Curso Tcnico de Mecnica - Automao Industrial
4.4 Controle de velocidade
4.4.1 Cilindros de simples ao:
Os cilindros de simples ao podem ter a velocidade de avano controlada
pela regulagem da entrada do ar. Para regular a velocidade de retorno, basta
regular a sada do ar.
Figura 4.14: Controle de velocidade um cilindro de simples ao.
4.4.2 Cilindros de dupla ao
Os cilindros de dupla ao permitem o controle da velocidade de avano tanto
pela regulagem do ar que entra como pela regulagem do ar que sai. Da mesma
forma a regulagem da velocidade de retorno. Existem vlvulas de regulagem de
velocidade combinadas com silenciadores as quais so montadas nos orifcios de
escape.
Figura 4.15: Controle de velocidade um cilindro de dupla ao.
Escola Tcnica Estadual Repblica Pgina 61
CAPTULO 5
ELETROPNEUMTICA
A eletropneumtica uma tcnica de automao industrial que combina a
energia pneumtica com a energia eltrica. Na eletropneumtica usamos atua-
dores pneumticos e os elementos de comando so eltricos. Assim temos, em
geral, a seguinte distribuio:
elementos de entrada de sinal: componentes eltricos;
elementos de processamento de sinal: componentes eltricos e eletropneu-
mticos;
elementos de sada: componentes eletropneumticos.
5.1 Elementos de entrada de sinal
Os componentes de entrada de sinais eltricos so aqueles que emitem in-
formaes ao circuito por meio de um sinal eltrico, proveniente de uma ao
muscular, mecnica, eltrica, eletrnica ou combinao entre elas. Entre os ele-
mentos de entrada de sinais podemos citar as botes de comando, as chaves m
de curso, os sensores de proximidade e os pressostatos entre outros, todos des-
tinados emitir sinais para energizao ou desenergizao do circuito ou parte
dele.
5.1.1 Botes de comando:
Os botes de comando so chaves eltricas acionadas manualmente que po-
dem ter um contato aberto(NA) ou um contato fechado(NF) ou os dois. De acordo
com o tipo de sinal a ser enviado ao comando eltrico, os botes so caracteriza-
dos como pulsadores ou com trava.
62
Curso Tcnico de Mecnica - Automao Industrial
Os botes pulsadores quando acionados invertem a condio dos seus con-
tatos e, devida a ao de uma mola, retornam a condio inicial quando cessa o
acionamento.
Os botes com trava tambm invertem a condio dos seus contatos quando
acionados, porm, ao contrrio dos botes pulsadores, permanecem acionados e
travados mesmo depois de cessado o acionamento.
Botes de comando podem ser redondos, quadrados, cogumelo e etc.. O aciona-
mento pode ser feito pela presso do dedo ou por movimento giratrio.
Figura 5.1: Botes de comando.
Figura 5.2: Boto pulsador NA, boto pulsador NF, boto pulsador NA+NF e
boto pulsador comutador.
Escola Tcnica Estadual Repblica Pgina 63
Curso Tcnico de Mecnica - Automao Industrial
5.2 Elementos de processamento de sinal
5.2.1 Rels
So dispositivos eletromecnicos que abrem, fecham ou comutam contatos.
Os rels so utilizados para o processamento de sinais eltricos ou para mo-
nitorar circuitos de correntes mais elevadas. A bobina ao receber uma tenso
nos seus terminais ser percorrida por uma corrente eltrica a qual produz um
campo magntico. Este campo magntico imanta o ncleo que atrai a armadura.
Nesta atrao os contatos se movimentam podendo ser abertos, fechados ou co-
mutados dependendo da sua posio e da construo do rel. Quando cessar
a tenso nos terminais da bobina, cessar tambm o campo magntico e a ar-
madura retorna pela fora da mola. Na gura: 5.3 vemos um rel com contados
comutadores.
Figura 5.3: Rel com contatos comutadores 4NA+4NF e rel comutador com
1NA+1NF.
Escola Tcnica Estadual Repblica Pgina 64
Curso Tcnico de Mecnica - Automao Industrial
Figura 5.4: Rel com 1 contato NA.
Outro tipo o rel temporizador. O rel temporizador tem como caracterstica
o fato de que aps a energizao da bobina, podem ocorrer duas situaes:
rel temporizador com retardo no ligamento: Neste tipo, aps os terminais
da bobina serem energizados, levar um tempo pr ajustado para que cir-
cule a corrente na bobina retardando assim o acionamento dos contatos.
rel temporizador com retardo no desligamento: Neste tipo, a bobina ener-
gizada e os contado so acionados e quando houver o corte de energia nos
terminais da bobina, levar um tempo pre ajustado para que os contatos
retornem a condio anterior.
5.2.2 Vlvulas direcionais acionamento eltrico
A operao das vlvulas efetuada por meio de sinais eltricos, provenientes
de chaves m de curso, pressostatos, temporizadores, etc.
So de grande utilizao onde a rapidez dos sinais de comando o fator impor-
tante, quando os circuitos so complicados e as distncias so longas entre o
local emissor e o receptor.
Embora as vlvulas de grande porte possam ser acionadas diretamente por
solenide, a tendncia fazer vlvulas de pequeno porte, acionadas por solenide
e que servem de pr-comando (vlvulas piloto), pois emitem ar comprimido para
acionamento de vlvulas maiores (vlvulas principais). As vlvulas possuem um
enrolamento que circunda uma capa de material magntico, contendo em seu
interior um induzido, confeccionado de um material especial, para evitar mag-
netismo remanescente. O induzido possui vedaes de material sinttico em
ambas as extremidades, no caso da vlvula de 3 vias, e em uma extremidade,
quando de 2 vias. mantido contra uma sede pela ao de uma mola. Sendo
a vlvula N.F., a presso de alimentao ca retida pelo induzido no orifcio de
entrada e tende a desloc-lo. Por este motivo, h uma relao entre o tamanho
do orifcio interno de passagem e a presso de alimentao.
Escola Tcnica Estadual Repblica Pgina 65
Curso Tcnico de Mecnica - Automao Industrial
Figura 5.5: Acionamento por meio de solenide.
Escola Tcnica Estadual Repblica Pgina 66
Curso Tcnico de Mecnica - Automao Industrial
A bobina energizada pelo campo magntico criado e o induzido deslo-
cado para cima, ligando a presso(1) com o ponto de utilizao(2), vedando o
escape(3).
Desenergizando-se a bobina, o induzido retoma posio inicial e o ar emitido
para a utilizao tem condies de ser expulso para a atmosfera.
Esta vlvula freqentemente incorporada em outras, de modo que ela (vlvula
piloto) e a principal formem uma s unidade.
Com as trocas das funes de seus orifcios, pode ser utilizada como N.A.
Figura 5.6: Acionamento por meio de solenide.
V
Figura 5.7: Valvula direcional duplosolenide.
Escola Tcnica Estadual Repblica Pgina 67
Curso Tcnico de Mecnica - Automao Industrial
5.3 Comandos eletropneumticos bsicos
5.3.1 Comando de um cilindro de simples ao
Ao acionarmos um boto de comando, a haste de um cilindro de simples ao
com retorno por mola deve avanar. Enquanto mantivermos o boto acionado,
a haste dever permanecer avanada. Ao soltarmos o boto, o cilindro deve
retornar sua posio inicial.
Figura 5.8: Comando de um cilindro de simples ao.
Escola Tcnica Estadual Repblica Pgina 68
Curso Tcnico de Mecnica - Automao Industrial
5.3.2 Comando de um cilindro de dupla ao
Ao acionarmos um boto de comando, a haste de um cilindro de dupla ao
deve avanar. Enquanto mantivermos o boto acionado, a haste dever per-
manecer avanada. Ao soltarmos o boto, o cilindro deve retornar sua posio
inicial.
Figura 5.9: Comando de um cilindro de dupla ao.
Escola Tcnica Estadual Repblica Pgina 69
Curso Tcnico de Mecnica - Automao Industrial
Um cilindro de ao dupla deve ser acionado por dois botes. Acionando-se
o primeiro boto o cilindro deve avanar e permanecer avanado mesmo que o
boto seja desacionado. O retorno deve ser comandado por meio de um pulso no
segundo boto.
Figura 5.10: Comando de um cilindro de dupla ao.
Escola Tcnica Estadual Repblica Pgina 70
CAPTULO 6
CONTROLADOR LGICO PROGRAMVEL -
CLP
Os primeiros CLPs surgiram na dcada de 60 na indstria automobilstica
para substituir os painis de rels. Fazer alteraes nos painis de rels no era
econmico e quase sempre exigia sua substituio. Os CLPs por possurem uma
lgica de controle programvel, permitem essa modicao via software sem sem
grandes mudanas no hardware.
Na dcada de 80 foi introduzido o microcontrolador e o CLP passou a contar com
maior capacidade para executar algoritmos mais complexos e conexo via rede.
O CLP
1
, um aparelho eletrnico digital que possui memria programvel para
armazenar instrues que desenvolvem funes lgicas, sequenciamento, tem-
porizao, contagem e operaes aritmticas usadas para controlar diversos
tipos de mquinas e processos.
Podemos citar algumas das vantagens dos CLP em relao aos comandos con-
vencionais:
ocupam menos espao;
trabalham com menor potncia eltrica;
por serem programveis, pode-se alterar os parmetros de controle;
so mais conveis;
podem comunicar-se com outros CLPs ou computadores;
os projetos do sistema de controle so mais rpidos.
1
A ABNT padronizou o nome deste equipamento como Controlador Programvel, CP, porm a
sigla CLP, em portugus ou PLC(Programable Logical Controller), em ingls se popularizou entre
os usurios.
71
Curso Tcnico de Mecnica - Automao Industrial
Figura 6.1: CLP: acima a esquerda: CLP com interface para programao e a
direita: CLP sem interface de programao; abaixo a esquerda:CLP com mdulos
de expanso e a direita: mdulos de expanso.
O CLP pode ser considerado um microcomputador destinado ao controle de
um sistema ou de um processo.
projetado para funcionar em ambientes industriais, podendo controlar desde
simples mquinas at automatizar uma planta completa.
Seria impossvel mencionar todas as aplicaes do CLP, porm, a ttulo de exem-
plo pode ser utilizado para:
Automao de mquinas: injetoras de plstico, extrusoras, prensas, mquinas
ferramenta, impressoras, robs, cmaras de vcuo, bobinadeiras de motores;
Controle de processos: siderrgicos, qumicos, medio e controle de energia,
estufas e secadoras, superviso de plantas industriais, sistemas de transporte e
armazenamento.
Possui uma arquitetura modular composta de fonte, CPU e mdulos de entrada
e sada, alm de mdulos para comunicao em rede. O controlador monitora
o estado inicial e nal dos dispositivos conectados aos terminais de entrada e,
de acordo com o programa, controla os dispositivos conectados aos terminais de
sada.
Escola Tcnica Estadual Repblica Pgina 72
Curso Tcnico de Mecnica - Automao Industrial
Figura 6.2: Estrutura do CLP.
Os sinais dos sensores so aplicados s entradas do controlador e a cada
ciclo (varredura) todos esses sinais so lidos e transferidos para a unidade de
memria interna em uma regio denominada Tabela Imagem das Entradas(TIE).
Atravs da lgica do programa,estes sinais esto associados entre si e s sadas.
No processo de execuo do programa, a TIE utilizada para obter os estados
dos dispositivos.
Os resultados das lgicas programadas que atuam em cada sada transferido
para uma regio da memria denominada Tabela Imagem das Sadas(TIS). Ao
trmino do ciclo de varredura
2
, os resultados so transferidos memria ima-
gem de sada e ento aplicados aos terminais de sada.
Figura 6.3: Ciclo de varredura(scan) do CLP.
2
Atualmente o tempo de varredura da ordem de 10
6
.
Escola Tcnica Estadual Repblica Pgina 73
Curso Tcnico de Mecnica - Automao Industrial
6.1 Mdulos de entrada:
Todo sinal recebido pelo CLP a partir de dispositivos ou componentes exter-
nos(sensores) so conectados aos mdulos de entrada que podem ser analgicos
ou digitais.
Cada mdulo possui normalmente 16, 8 ou 4 terminais onde podemos conectar
os elementos de entrada tais como:
Botes;
microswitches;
Sensores: indutivos, capacitivos, fotoeltricos, etc;
Pressostatos,Termostatos;
Contatos: rels, contatores, etc.
Os mdulos de entrada devem atender a certos requisitos:
ser seguros contra excessos ou alimentao indevida;
devem possuir ltros de supresso de impulsos parasitrios.
Estas caractersticas dependem do fabricante.
6.2 Mdulos de sada:
atravs dos mdulos de sada que todos os sinais so enviados pelo CLP
para comandar dispositivos ou componentes do sistema de controle. Os mdulos
de sada possuem uma estrutura parecida ao dos mdulos de entrada. Tambm
podem ser analgicos ou digitais.
Nos terminais dos mdulos de sada podemos conectar:
Sinalizadores: lmpadas, buzinas, sirenes, etc;
bobinas de rels e contatores;
bobinas de vlvulas solenoides;
motores;
inversores de frequncia;
servo-acionamentos, etc.
Escola Tcnica Estadual Repblica Pgina 74
Curso Tcnico de Mecnica - Automao Industrial
Figura 6.4: Dispositivos ligados ao CLP.
6.3 CPU
A CPU (unidade central de processamento) a responsvel pelo armazena-
mento do programa aplicativo e sua execuo. Ela recebe os dados de entrada,
realiza as operaes lgicas baseada no programa armazenado e atualiza as sa-
das. Consta de um processador, memria de programa (no-voltil), memria
de dados, relgio de tempo real (para disparo de eventos em datas e horrios
determinados), fonte de alimentao.
6.4 Dispositivos de Programao e leitura:
So os diversos dispositivos de Interface Homem-Mquina(IHM) conectados
aos CLPs,tais como:
Terminal de programao com teclado e monitor;
PC(Microcomputador).
Escola Tcnica Estadual Repblica Pgina 75
Curso Tcnico de Mecnica - Automao Industrial
atravs destes dispositivos que o programa inserido na memria do CLP e
tambm podemos monitorar o andamento do programa, as variveis e o estado
dos dispositivos conectados aos mdulos de entrada e sada.
Dependendo do tipo de CLP os dispositivos de programao e leitura podem estar
ou no incorporados ao equipamento. Vide gura 6
1.
6.5 Programao
Uma linguagem pode ser denida como um meio de transmisso de infor-
maes entre dois ou mais elementos com capacidade de se comunicarem.
Linguagem de programao um conjunto padronizado de instrues que o
sistema computacional capaz de reconhecer. As linguagens de programao
permitem a comunicao com o CLP atravs de um dispositivo de programao
para denir as tarefas que o CLP deve executar.
Dentre as linguagens de programao podemos citar:
Linguagens textuais:
Lista de Instrues(IL-Instruction List);
Texto Estruturado(ST-Structured Text).
Grcas:
Diagrama de Blocos de Funes(FBD-Function Block Diagram);
Linguagem Ladder(LD-Ladder Diagram);
Sequenciamento Grco de Funes(SFC-System Function Chart).
6.5.1 Linguagem Ladder - Ladder Diagram(LD)
uma linguagem grca de programao para CLP baseada na lgica de rels
e contatos eltricos.
Vantagens:
Smbolos padronizados e mundialmente aceitos pelos fabricantes e usu-
rios;
Tcnica de programao mais difundida e aceita industrialmente;
Possibilidade de uma rpida adaptao do pessoal tcnico (semelhana
com diagramas eltricos convencionais com lgica a rels);
Possibilidade de aproveitamento do raciocnio lgico na elaborao de
um comando feito com rels;
Fcil recomposio do diagrama original a partir do programa de apli-
cao;
Escola Tcnica Estadual Repblica Pgina 76
Curso Tcnico de Mecnica - Automao Industrial
Fcil visualizao dos estados das variveis sobre o diagrama Ladder,
permitindo uma rpida depurao e manuteno do software;
Documentao fcil e clara.
Desvantagens:
Sua utilizao em programas extensos ou com lgicas mais complexas
bastante difcil;
Programadores no familiarizados com a operao de reles tendem a
ter diculdades com essa linguagem;
Edio mais lenta.
Foi a primeira linguagem utilizada pelos fabricantes por isso, a mais uti-
lizada e compatvel com a maioria dos CLPs atuais.
Por ser a primeira, houve uma preocupao em no provocar uma mudana
brusca na forma de aplicar os conhecimentos dos tcnicos e engenheiros da
poca. Assim, ela foi desenvolvida com com os mesmos conceitos dos diagramas
de comandos eltricos que utilizam bobinas e contatos.
A gura abaixo, mostra os smbolos mais comuns utilizados no Diagrama Ladder.
Figura 6.5: Smbolos utilizados na linguagem Ladder.
O nome Ladder deve-se representao da linguagem se parecer com uma
escada (ladder), na qual duas barras verticais paralelas so interligadas pela
Lgica de Controle, formando os degraus (rungs) da escada. Portanto, a cada
Lgica de Controle existente no Programa de Aplicao d-se o nome de rung, a
qual composta por Colunas e Linhas, conforme apresentado na gura a seguir.
Escola Tcnica Estadual Repblica Pgina 77
Curso Tcnico de Mecnica - Automao Industrial
Figura 6.6: Estrutura do Diagrama Ladder.
Um degrau (rung) composto de um conjunto contatos (NA e NF) e uma ins-
truo de sada no nal da linha ( bobinas, contadores, temporizadores etc.).
O conjunto formado pelos contatos do degrau conhecido como condies de
entrada.
As instrues de sada devem ser sempre os ltimos elementos direita.
As duas barras verticais representam os polos de uma bateria. A barra vertical
esquerda representa o polo positivo e a barra vertical direita representa o polo
negativo. Assim, o Diagrama Ladder representa gracamente um uxo de ele-
tricidade virtual entre as barras verticais energizadas. Essa eletricidade virtual,
ui sempre do polo positivo para o negativo, ou seja, sempre da barra esquerda
para a barra direita.
A quantidade de Colunas e Linhas, ou Elementos e Associaes, que cada rung
(degrau) pode conter determinada pelo fabricante do CLP, podendo variar con-
forme a CPU utilizada. Em geral, este limite no representa uma preocupao ao
usurio durante o desenvolvimento do Programa de Aplicao, pois os Softwares
de Programao indicam se tal quantidade foi ultrapassada, por meio de erro
durante a compilao do Programa de Aplicao.
Cada elemento (contato ou bobina, por exemplo) da lgica de controle representa
uma instruo da linguagem Ladder sendo alocada em um endereo especco
e consumindo uma quantidade determinada de memria disponvel para ar-
mazenamento do programa de aplicao, conforme a CPU utilizada.
Os CLPs podem possuir vrios mdulos de entradas e sadas tanto analgicas
quanto digitais, alm de outros mdulos especiais. Alm disso, cada placa geral-
mente tem mais de uma entrada ou sada. Portanto, a CPU do CLP necessita
saber qual o endereo de cada mdulo e qual entrada ou sada esta conectada.
Para diferenciar as reas de memria so usadas letras:
Entradas: I
Sadas: Q
Interna: M
Escola Tcnica Estadual Repblica Pgina 78
Curso Tcnico de Mecnica - Automao Industrial
Para as reas de entrada e sada os mdulos so endereados com a letra corres-
pondente seguido de dois nmeros separados por um ponto(.) ou uma barra(/).
Veja o exemplo abaixo:
Figura 6.7: Exemplo de endereamento de memria de entrada e de sada.
Na gura, temos uma placa de entrada no endereo 00 e uma placa de sada
no endereo 50. A placa de entrada e a de sada poderia ter 8 entradas cada
uma, sendo seus bits numerados de 0 a 7.
Nos CLPs mais simples as entradas e sadas so numeradas de 0 a 7 respectiva-
mente.
Exemplos:
Para entendermos a estrutura da linguagem vamos adotar um exemplo bem
simples: o acionamento de uma lmpada L a partir de um boto liga/desliga. Na
gura abaixo temos o esquema eltrico tradicional, o programa e as ligaes no
CLP.
Figura 6.8: Exemplo e aplicao da linguagem Ladder.
Para entendermos o circuito com o CLP, vamos observar o programa desen-
volvido para acender a lmpada L quando acionamos o boto B1.
O boto B1, normalmente aberto, est ligado entrada I1 e a lmpada est li-
gada sada Q1.
Ao acionarmos B1, I1 acionado e a sada Q1 energizada.
Podemos desenvolver programas para CLPs que correspondam a operaes lgi-
cas combinacioais bsicas da lgebra de Boole, como a operao AND. Na rea
eltrica a operao E (AND) corresponde associao em srie de contatos, como
Escola Tcnica Estadual Repblica Pgina 79
Curso Tcnico de Mecnica - Automao Industrial
indicado na gura abaixo.
Figura 6.9: Exemplo e aplicao da linguagem Ladder. Lgica E
Outra operao lgica bsica a funo OU (OR), que corresponde associ-
ao em paralelo de contatos,como indicado na gura abaixo:
Figura 6.10: Exemplo e aplicao da linguagem Ladder. Lgica OU
Assim podemos armar que todas as funes lgicas combinacionais podem
ser desenvolvidas em programao e executadas por CLPs, uma vez que todas
derivam dos bsicos: NOT, AND e OR.
Escola Tcnica Estadual Repblica Pgina 80
Curso Tcnico de Mecnica - Automao Industrial
A exibilidade dos CLPs percebida neste momento, pois as alteraes lgicas
podem ocorrer com grande facilidade, sem que sejam necessrias alteraes do
hardware ou incluso de componentes eletrnicos ou eltricos. Esta a prin-
cipal caracterstica dos sistemas de automao exveis e o que faz dos CLPs
ferramentas de grande aplicao nas estruturas de automao.
Escola Tcnica Estadual Repblica Pgina 81
CAPTULO 7
HIDRULICA
Experincias tm mostrado que a hidrulica vem se destacando e ganhando
espao como um meio de transmisso de energia nos mais variados segmentos
do mercado, sendo a Hidrulica Industrial e Mobil as que apresentam um maior
crescimento. Porm, pode-se notar que a hidrulica est presente em todos
os setores industriais. Amplas reas de automatizao foram possveis com a
introduo de sistemas hidrulicos para controle de movimentos.
Figura 7.1: Aplicaes da hidrulica.
Para um conhecimento detalhado e estudo da energia hidrulica vamos ini-
cialmente entender o termo Hidrulica. O termo Hidrulica derivou-se da raiz
grega Hidro, que tem o signicado de gua, por essa razo entendem-se por
Hidrulica todas as leis e comportamentos relativos gua ou outro uido
lquido, ou seja, Hidrulica o estudo das caractersticas e uso dos uidos lqui-
dos sob presso.
82
Curso Tcnico de Mecnica - Automao Industrial
1. VANTAGENS:
Emaplicaes comvlvulas simples a compressibilidade do leo baixa
sendo na prtica desprezada;
Com atuadores de pequeno tamanho possvel trabalhar com elevados
nveis de presso e vencer grandes cargas (fora ou torque);
No h problemas de exploso, podendo trabalhar com presses muito
acima de 6 bar;
O movimento dos atuadores pouco afetado pela variao da resistn-
cia (variaes na fora ou torque);
2. DESVANTAGENS:
So necessrias tubulaes de retorno;
As fugas provocam sujeiras ao redor da instalao;
A velocidade de uxo baixa e afetadas pelas variaes da tempera-
tura.
Figura 7.2: Circuito hidrulico.
Escola Tcnica Estadual Repblica Pgina 83
Curso Tcnico de Mecnica - Automao Industrial
7.1 Fluido hidrulico
Na HIDRULICA INDUSTRIAL o uido utilizado o leo hidrulico. O uido
tem 4 funes principais:
transmitir a energia convertida na bomba at os atuadores (cilindros ou
motores) para realizarem trabalho;
lubricar as partes mveis;
minimizar os vazamentos;
como veculo de transferncia de calor.
O uido hidrulico base de petrleo(leo mineral) o mais comum. Possuem
aditivos que do ao leo caractersticas que o tornam apropriado para uso em
sistemas hidrulicos.
So eles:
Inibidores de Oxidao;
Inibidores de Corroso;
Aditivos de Extrema Presso ou Antidesgaste;
Antiespumantes;
7.1.1 Viscosidade e ndice de viscosidade
A viscosidade a medida da resistncia ao uxo das molculas de um lquido
quando elas deslizam umas sobre as outras.
A maioria dos leos hidrulicos so formulados com viscosidade ISO VG 32, 46
ou 68. Outra caracterstica importante do leo hidrulico o ndice de viscosi-
dade que um nmero puro que indica como um uido varia sua viscosidade
quando a temperatura muda. Um uido com um alto ndice de viscosidade
mudaria relativamente pouco com a temperatura. A maior parte dos sistemas
hidrulicos industriais requer um uido com um ndice de viscosidade de 90 ou
mais.
7.2 Gerao de vazo hidrulica
A bomba o elemento responsvel pela converso de energia mecnica em
energia hidrulica, com a funo de criar a vazo e suportar um limite de
presso que surge na cmara do atuador e propaga-se at sua regio de expulso
do uido hidrulico. de fundamental importncia destacar que a presso
uma varivel dependente da carga: existe carga, surgir a presso conforme
tamanho do atuador.
A bomba componente essencial no sistema de acionamento primrio, o qual
composto:
Escola Tcnica Estadual Repblica Pgina 84
Curso Tcnico de Mecnica - Automao Industrial
Bomba;
Motor;
Vlvula limitadora de presso(alvio);
Manmetro;
Reservatrio;
Filtro; Similar ao sistema pneumtico, a qualidade do uido de funda-
mental importncia para o bom funcionamento do sistema hidrulico. Por
garantia, deve-se em algum ramo do sistema prever a instalao de um l-
tro para reter as substncias slidas: na suco da bomba, ou na linha de
presso (por onde passa o uido que vem da bomba) ou na linha de retorno
(por onde passa o uido que volta ao reservatrio).
Resfriador.
Figura 7.3: Unidade hidrulica.
Escola Tcnica Estadual Repblica Pgina 85
Curso Tcnico de Mecnica - Automao Industrial
Figura 7.4: Unidade hidrulica, detalhes.
7.2.1 Bombas hidrulicas
A bomba o componente do sistema hidrulico responsvel pela converso
da energia mecnica em energia hidrulica.
As bombas podem ser classicadas em dois tipos:
Bombas hidrodinmicas:
Tambm chamadas de bombas de uxo, so bombas de deslocamento no-
positivo, usadas para transferir uidos e cuja nica resistncia a criada
pelo peso do uido e pelo atrito. Essas bombas raramente so usadas
em sistemas hidrulicos, porque seu poder de deslocamento de uido se
reduz quando aumenta a resistncia e tambm porque possvel bloquear-
se completamente sua sada em pleno regime de funcionamento da bomba.
A maioria das bombas de deslocamento no positivo funcionam mediante a
fora centrfuga. No existe uma vedao entre a entrada e a sada.
Centrfugas axiais;
Centrfugas radiais;
Centrfugas mistas.
Bombas hidrostticas:
So bombas de deslocamento positivo, que fornecem determinada quanti-
dade de uido a cada rotao ou ciclo.
Como nas bombas hidrostticas a sada do uido independe da presso,
Escola Tcnica Estadual Repblica Pgina 86
Curso Tcnico de Mecnica - Automao Industrial
com excesso de perdas e vazamentos, praticamente todas as bombas ne-
cessrias para transmitir fora hidrulica em equipamento industrial, em
maquinaria de construo e em aviao so do tipo hidrosttico.
As bombas hidrostticas produzem uxos de forma pulsativa, porm sem
variao de presso no sistema.
Tipos de bombas hidrostticas:
Alternativas
de pisto
de pistes radiais;
de pistes axiais.
de diafragma;
Rotativas
Palhetas;
Lbulos;
de engrenagens;
parafusos;
peristlticas.
Escola Tcnica Estadual Repblica Pgina 87
Curso Tcnico de Mecnica - Automao Industrial
Figura 7.5: Bombas hidrulicas hidrodinmicas: Centrfuga axial e radial.
Escola Tcnica Estadual Repblica Pgina 88
Curso Tcnico de Mecnica - Automao Industrial
Figura 7.6: Bombas hidrulicas hidrostticas:Bomba de palhetas, bomba de
pistes axiais e bomba de engrenagens.
Escola Tcnica Estadual Repblica Pgina 89
CAPTULO 8
COMANDOS HIDRULICOS BSICOS
Nos circuitos hidrulicos em geral, diferentemente dos pneumticos, temos
uma unidade de gerao de vazo para cada circuito. Como vimos no captulo
anterior, uma unidade hidrulica de gerao bsica possui os seguintes compo-
nentes:
ltro;
reservatrio;
bomba;
vlvula de alvio.
A vlvula de alvio ou de segurana tem a funo de limitar a presso mxima
do circuito.
Figura 8.1: Unidade hidrulica.
90
Curso Tcnico de Mecnica - Automao Industrial
8.1 Comando de um cilindro de simples ao
Figura 8.2: Comando de um cilindro de simples ao.
8.2 Comando de um cilindro de dupla ao
8.2.1 Com vlvula direcional 4/2
Figura 8.3: Comando de um cilindro de dupla ao.
Escola Tcnica Estadual Repblica Pgina 91
Curso Tcnico de Mecnica - Automao Industrial
8.2.2 Com vlvula direcional 4/3
As vlvulas hidrulicas industriais de 4 vias so geralmente vlvulas de 3
posies, consistindo de 2 posies extremas e uma posio central.
As duas posies extremas da vlvula direcional de quatro vias esto diretamente
relacionadas ao movimento do atuador. Elas controlam o movimento do atuador
em uma direo, tanto quanto na outra. A posio central de uma vlvula dire-
cional projetada para satisfazer uma necessidade ou condio do sistema. Por
este motivo, a posio central de uma vlvula direcional geralmente designada
de condio de centro.
H uma variedade de condies centrais disponveis nas vlvulas direcionais de
quatro vias. Algumas destas condies mais conhecidas so: centro aberto, cen-
tro fechado, centro tandem e centro aberto negativo. Estas condies de centro
podem ser conseguidas dentro do prprio corpo da vlvula, com a simples uti-
lizao de um mbolo adequado.
Figura 8.4: Tipos de centro para vlvulas de trs posies.
1. Centro Fechado
Uma vlvula direcional com um carretel de centro fechado tem as vias P, T,
A e B, todas bloqueadas na posio central.
Uma condio de centro fechado para o movimento de um atuador.
Escola Tcnica Estadual Repblica Pgina 92
Curso Tcnico de Mecnica - Automao Industrial
Figura 8.5: Cilindro de dupla ao comandado por vlvula 4/3 centro fechado.
2. Centro Aberto
Uma condio de centro aberto permite o movimento livre do atuador en-
quanto o uxo da bomba devolvido ao tanque a uma presso baixa. As
vlvulas de 4 vias, de centro aberto, so muitas vezes usadas em circuitos
de atuadores simples. Nestes sistemas, depois do atuador completar o seu
ciclo, o carretel da vlvula direcional centralizado e o uxo da bomba re-
torna ao tanque a uma presso baixa. Ao mesmo tempo, o atuador ca livre
para se movimentar. Uma desvantagem da vlvula de centro aberto que
nenhum outro atuador pode ser operado quando a vlvula estiver centrada.
Figura 8.6: Cilindro de dupla ao comandado por vlvula 4/3 centro aberto.
Escola Tcnica Estadual Repblica Pgina 93
Curso Tcnico de Mecnica - Automao Industrial
3. Centro em Tandem
Uma vlvula direcional com um carretel de centro em tandem tem as vias P
e T conectadas, e as vias A e B bloqueadas na posio central.
Uma condio de centro em tandem para o movimento do atuador, mas
permite que o uxo da bomba retorne ao tanque sem passar pela vlvula
limitadora de presso.
Figura 8.7: Cilindro de dupla ao comandado por vlvula 4/3 centro tandem.
4. Centro Aberto Negativo
Uma vlvula direcional com um carretel de centro aberto negativo tem a
via P bloqueada, e as vias A, B e T conectadas na posio central. Uma
condio de centro aberto negativo permite a operao independente dos
atuadores ligados mesma fonte de energia, bem como torna possvel a
movimentao livre de cada atuador.
Figura 8.8: Cilindro de dupla ao comandado por vlvula 4/3 centro aberto
negativo.
Escola Tcnica Estadual Repblica Pgina 94
CAPTULO 9
Comando Numrico Computadorizado
Figura 9.1: Torno CNC.
95
Curso Tcnico de Mecnica - Automao Industrial
9.1 Introduo:
A diferena entre os equipamentos convencionais e os equipados com Con-
trole Numrico que nestes, no existe a necessidade de gabaritos, cames, limi-
tes, etc., para o controle dos movimentos da mquina. Atravs de um programa
ou de dados de entrada, os movimentos so executados de maneira bastante
uniforme e a qualidade das peas executadas tem maior garantia quando com-
parada quelas feitas nas mquinas convencionais. Sua grande vantagem est
na execuo de peas complexas e na reduo dos tempos improdutivos devido
troca e posicionamento das ferramentas.
Figura 9.2: Controle Numrico Computadorizado.
Escola Tcnica Estadual Repblica Pgina 96
Curso Tcnico de Mecnica - Automao Industrial
No desenvolvimento histrico das Mquinas Ferramentas de usinagem, sem-
pre se procurou solues que permitissem aumentar a produtividade com qua-
lidade superior associada a minimizao dos desgastes fsicos na operao das
mquinas. Muitas solues surgiram, mas at recentemente, nenhuma ofere-
cia exibilidade necessria para o uso de uma mesma mquina na usinagem
de peas com diferentes conguraes e em lotes reduzidos. Um exemplo desta
situao o caso do torno. A evoluo do torno universal, levou criao do
torno revlver, do torno copiador e torno automtico, com programao eltrica
ou mecnica, com emprego de "cames", etc. Em paralelo ao desenvolvimento
da mquina, visando o aumento dos recursos produtivos, outros fatores colabo-
raram com sua evoluo, que foi o desenvolvimento das ferramentas, desde as
de ao rpido, metal duro s modernas ferramentas com insertos de cermica.
As condies de corte imposta pelas novas ferramentas exigiram das mquinas
novos conceitos de projetos, que permitissem a usinagem com rigidez e dentro
destes, novos parmetros. Ento, com a descoberta e, consequente aplicao
do Comando Numrico Mquina Ferramenta de Usinagem, esta preencheu as
lacunas existentes nos sistemas de trabalho com peas complexas, reunindo as
caractersticas de vrias destas mquinas.
Apresentam caracters-
Figura 9.3: Torno Revlver.
tica fundamental que
o emprego de vrias
ferramentas pr se-
lecionadas e pr -
xadas em um acessrio
chamado castelo ou
torre revlver. Reduzem
bastante o tempo ma-
nual porm produzem
aumento do tempo de
preparao o que para
execuo de poucas
peas no interes-
sante. O torno revlver
tem por nalidade per-
mitir que se usinem
vrias peas iguais
de modo igual, usando
variadas ferramentas,
sem a necessidade de
trocar a pea de mquina
operatriz.
Escola Tcnica Estadual Repblica Pgina 97
Curso Tcnico de Mecnica - Automao Industrial
Os tornos automticos me-
Figura 9.4: Torno Automtico.
cnicos tem os seus movi-
mentos realizados atravs
de cames. Cada carro porta-
ferramenta e demais rgos
mveis, como o encosto do
material, conjunto de aciona-
mento da sujeio do ma-
terial e outros, tem para
si um came. A grande maio-
ria dos tornos automti-
cos acionados atravs de
cames so de carros mlti-
plos.
Figura 9.5: Torno Copiador.
Escola Tcnica Estadual Repblica Pgina 98
Curso Tcnico de Mecnica - Automao Industrial
9.2 Histrico:
No conceito "Comando Numrico", devemos entender numrico, como sig-
nicando por meio ou atravs de nmeros. Este conceito surgiu e tomou corpo,
inicialmente nos idos de 1949/50, nos Estados Unidos da Amrica e, mais pre-
cisamente, no Massachussets Institute of Technology, quando sob a tutela da
Parsons Corporation e da Fora Area dos Estados Unidos, desenvolveu-se um
projeto especco que tratava do "desenvolvimento de um sistema aplicvel s
mquinas-ferramenta para controlar a posio de seus fusos, de acordo com
os dados fornecidos por um computador, idia, contudo, basicamente simples.
Entre 1955 e 1957, a Fora Area Norte-Americana utilizou em suas ocinas
mquinas C.N., cujas idias foramapresentadas pela Parson Corporation. Nesta
mesma poca, vrias empresas pesquisavam, isoladamente, o C.N. e sua apli-
cao. O M.I.T., Massachussets Institute os Tecnology, tambm participou das
pesquisas e apresentou um comando com entrada de dados atravs de ta mag-
ntica. A aplicao ainda no era signicativa, pois faltava conana, os custos
eram altos e a experincia muito pequena. Da dcada de 60, foram desenvolvi-
dos novos sistemas, mquinas foram especialmente projetadas para receberem
o C.N., e aumentou muita a aplicao no campo da metalurgia.
Em 1970, com a evoluo da eletrnica de componentes, surge o CNC. A dife-
rena bsica entre Mquina CN e Mquina CNC que as mquinas CN no so
providas de memria, ou seja, os controles apenas lem os comandos e executam
as tarefas no permitindo alteraes nos programas na hora da produo, em
quanto que as mquinas CNC possuem memrias e permitem essas alteraes
aumentando muito as possibilidades das mquinas, atualmente muito raro se
encontrar uma mquina CN.
9.3 O que o Comando Numrico Computadorizado?
O comando CNC um equipamento eletrnico, dotado de um processador ou
mais de um, e de memrias de armazenamento, capaz de receber informaes
atravs de entrada prpria de dados, processar e compilar estas informaes,
transmitindo-as em forma de impulsos eltricos mquina ferramenta. Esses
impulsos eltricos acionam os motores gerando o movimento dos eixos em com-
binao com seu sistema de medio e funes de programao, de modo que
esta sem a interveno do operador, realize as operaes de usinagem na se-
quncia programada
Escola Tcnica Estadual Repblica Pgina 99
Curso Tcnico de Mecnica - Automao Industrial
Figura 9.6: Movimento do eixo.
9.4 Tipos de equipamento de usinagem com CNC
Torno CNC: So mquinas que realizam todas operaes de torneamento
equipadas com CNC;
Figura 9.7: Torno CNC.
Escola Tcnica Estadual Repblica Pgina 100
Curso Tcnico de Mecnica - Automao Industrial
CENTROS DE TORNEAMENTO: Tambm denominado torno multitarefa,
uma mquina-ferramenta de alto rendimento que conta com um elevado
grau de automatizao, possibilitando controlar diversos eixos lineares e
circulares e utilizar tanto ferramentas xas como acionadas, com o obje-
tivo de usinar peas complexas com elevada preciso por completo. Alm
das operaes de torneamento, os centros de torneamento realizam furos
transversais, furos frontais fora de centro, fresamentos, rasgos.
Figura 9.8: Torno CNC.
Fresadora CNC:So mquinas que realizam todas as operaes de fresa-
mento equipadas com CNC;
Figura 9.9: Fresadora CNC.
Escola Tcnica Estadual Repblica Pgina 101
Curso Tcnico de Mecnica - Automao Industrial
CENTROS DE USINAGEM: Um Centro de Usinagem capaz de efetuar
vrias operaes de usinagem e de executar mudanas de ferramentas de
um magazine ou de outro dispositivo de armazenamento, de acordo com um
programa.So mquinas, em geral de grande porte, com grande capacidade
de remoo de cavaco equipadas com CNC. Podem ser horizontais ou verti-
cais. Realizam operaes diversas como: mandrilhamento, faceamento, fu-
rao, roscamento, alargamento, canais, rasgos, perlamento, superfcies
em planos diversos, etc.. Possuem ainda grande preciso e repetibilidade.
Figura 9.10: Centro de Usinagem CNC.
As principais vantagens da mquinas equipadas com CNC so:
1. Maior versatilidade do processo;
2. Interpolaes lineares e circulares;
3. Corte de roscas
4. Sistema de posicionamento, controlado pelo CNC, de grande preciso;
Escola Tcnica Estadual Repblica Pgina 102
Curso Tcnico de Mecnica - Automao Industrial
5. Reduo na gama utilizvel de ferramentas;
6. Menor tempo de espera;
7. Menor movimento da pea;
8. Menor tempo de preparao da mquina;
9. Menor interao entre homem/mquina. As dimenses dependem, quase
que somente, do comando da mquina;
10. Uso racional de ferramentas, face aos recursos do comando/mquina, os
quais executam as formas geomtricas da pea, no necessitando as mes-
mas de projetos especiais;
11. Simplicao dos dispositivos;
12. Aumento da qualidade de servio;
13. Facilidade na confeco de pers simples e complexos, sem a utilizao de
modelos;
14. Repetibilidade dentro dos limites prprios da mquina;
15. Maior controle sobre desgaste das ferramentas;
16. Possibilidade de correo destes desgastes;
17. Seleo innitesimal dos avanos;
18. Profundidade de corte perfeitamente controlvel;
19. Troca automtica de velocidades;
20. Reduo do refugo;
21. Maior segurana do operador;
22. Reduo na fadiga do operador;
23. Rpido intercmbio de informaes entre os setores de Planejamento e Pro-
duo;
24. Troca rpida de ferramentas.
Escola Tcnica Estadual Repblica Pgina 103
Curso Tcnico de Mecnica - Automao Industrial
9.5 Programao e Operao:
Uma mquina com CNC possui recursos que permitem tornar as tarefas mais
fceis de executar:
Troca de ferramenta automtica;
Contornos em torneamento ou fresamento sem necessidade de copiador;
Roscamento sem a necessidade de caixa de engrenagens;
Podem operar em polegadas ou mm;
Possuemponto de referncia xo que possibilitamo zeramento da mquina;
Possuem monitor onde podem ser vistos, durante toda a execuo, as vari-
veis de posio, velocidade, etc
A mquina pode ser operada, basicamente de duas maneiras:
Manual:
ligar e desligar o motor principal;
mudar o sentido de rotao da rvore;
ligar/desligar o leo de corte;
girar a torre de ferramentas;
movimentar a torre nos sentidos longitudinal, transversal;
trocar ferramentas;
girar a mesa indexvel;
girar o magazine de ferramentas.
Automtico:
O Comando obedece s instrues introduzidas por programa. Neste modo
de operao podem ser executadas todas as operaes e funes possveis
de ser programadas, compatveis com os recursos existentes na mquina.
9.6 Os Eixos nas Mquinas CNC:
Os movimentos das mquinas operatrizes CNC que do origem a geometria
da pea, so comandados e controlados pelo comando da mquina. Para que
isso seja possvel, o comando deve receber a informao que permite a ele recon-
hecer qual dos carros, mesas, cabeotes ou rvores de rotao ele deve comandar
e controlar num dado instante.
O programa CNC quem fornece essas informaes, atravs de designaes nor-
malizadas das direes e sentido dos movimentos dos componentes da mquina
Escola Tcnica Estadual Repblica Pgina 104
Curso Tcnico de Mecnica - Automao Industrial
Figura 9.11: Torre e Magazine de Ferramentas.
(g.1,2 e 3). As direes e sentidos dos movimentos so designados conforme
norma DIN66217.
Os eixos rotativos so designados conforme a norma DIN, com letras A, B, e C,
primeiras letras do alfabeto, e os eixos principais de avano com as letras X, Y, e
Z, ltimas letras do alfabeto.
Os eixos primrio para o deslocamento linear so:
Eixo z Nas maquinas que possuem um cabecote principal giratorio(tornos e
fresadoras) o eixo z coincide com o eixo da arvore principal.
Eixo x O eixo x o eixo principal da mesa de trabalho. Deve,sempre que pos-
svel, ser horizontal. Nas fresadoras e furadeiras o eixo correspondente
ao movimento longitudinal. Nos tornos e reticadoras, o eixo x radial em
relao ao eixo de rotao e paralelo a guia do carro transversal.
Eixo y O eixo y ca estabelecido pela regra da mo direita.
Escola Tcnica Estadual Repblica Pgina 105
Curso Tcnico de Mecnica - Automao Industrial
Os eixo de rotativos primrio so:
A Eixo rotativo paralelo ao eixo X;
B Eixo rotativo paralelo ao eixo Y;
C Eixo rotativo paralelo ao eixo Z.
Veja nas guras abaixo alguns exemplos:
Figura 9.12: Eixos das mquinas.
Escola Tcnica Estadual Repblica Pgina 106
Curso Tcnico de Mecnica - Automao Industrial
9.7 Regra da mo direita:
Todos os sistemas de coordenadas das mquinas CNC, respeitam a regra da
mo direita (g.5). Para um sistema tridimensional, so utilizados trs eixos
perpendiculares entre si, que podem ser designados com auxlio dos dedos da
mo direita onde:
Polegar: Indica o sentido positivo do eixo imaginrio X;
Indicador: Indica o sentido positivo do eixo imaginrio Y;
Mdio: Indica o sentido positivo do eixo imaginrio Z.
Figura 9.13: Regra da mo direita.
9.8 Coordenadas:
No Torno para a programao CNC, o sistema de coordenadas utilizado compe-
se de dois eixos (X e Z), cujo ponto de interseco corresponde a origem, ou seja,
ao ponto zero do sistema, e toma como referncia a linha de centro do eixo r-
vore da mquina, onde todo movimento transversal a ele corresponde ao eixo
de coordenadas X (em geral relativo a dimetro), e todo movimento longitudinal
corresponde ao eixo Z (comprimento).
Na Fresadora necessria a representao espacial da pea, para isso o sis-
tema de coordenadas utilizado compe-se de trs eixos (X,Y,Z), cujo ponto de
interseco corresponde a origem, ou seja, o ponto zero do sistema, que geral-
mente denido em um canto da pea, atravs do qual ser tomada as medidas
dimensionais.
Escola Tcnica Estadual Repblica Pgina 107
Curso Tcnico de Mecnica - Automao Industrial
Figura 9.14: Eixos no torno CNC.
Figura 9.15: Eixos na fresadora CNC.
Escola Tcnica Estadual Repblica Pgina 108
Curso Tcnico de Mecnica - Automao Industrial
9.8.1 Sistema de Coordenadas absolutas:
Neste sistema, todos os pontos so denidos por um sistema de coordenadas
ortogonais e o ponto de intercesso destes eixos a origem. O ponto de origem
do sistema de coordenadas absolutas, pode ser xo ou utuante.
No sistema com zero xo, para todas as peas a referncia sempre a mesma
que denido pelo sistema da mquina.
No sistema com zero utuante, que o utilizado pelas mquinas atuais, o ponto
zero pode ser denido em qualquer ponto do plano de trabalho. No torno, a
origem denida pelo ponto X0, Z0, onde o ponto X0 denido pela linha de
centro do eixo rvore, e Z0 denida por qualquer linha perpendicular linha
de centro do eixo rvore.
Este processo denominado "ZERO FLUTUANTE", ou seja pode-se utuar em
relao ao eixo Z, porm, uma vez denida a origem ela se torna uma Origem
Fixa, ou seja no muda mais sem que haja uma nova denio.
Figura 9.16: Coordenadas absolutas.
9.8.2 Sistema de Coordenadas Incrementais:
A origem no sistema de Coordenadas Incrementais estabelecida em cada
movimento da ferramenta.
Qualquer deslocamento efetuado ir gerar uma nova origem , ou seja qualquer
ponto atingido pela ferramenta, a origem das coordenadas passar a ser o ponto
alcanado.
Todas as medidas so feitas atravs da distncia a ser deslocada.
Note-se que o ponto A a origem do deslocamento para o ponto B, e B ser a
origem para o deslocamento at o ponto C, e assim sucessivamente.
Escola Tcnica Estadual Repblica Pgina 109
Curso Tcnico de Mecnica - Automao Industrial
Figura 9.17: Coordenadas incrementais.
9.8.3 Pontos de Referncia:
Os movimentos das ferramentas na usinagem de uma pea exigem do co-
mando um domnio total da rea de trabalho da mquina, e para que isso ocorra
necessrio que ele reconhea alguns pontos bsicos:
Figura 9.18: Pontos de Referncias no torno CNC.
Escola Tcnica Estadual Repblica Pgina 110
Curso Tcnico de Mecnica - Automao Industrial
9.8.3.1 Ponto Zero Mquina: M
O Ponto Zero da Mquina a origem do Sistema de Coordenadas da Mquina.
representado pela letra M.
Este ponto ajustado pelo fabricante e no pode ser alterado. Todas as medidas
da mquina so referenciadas a este ponto. Este ponto, no caso dos tornos,
ca localizado na interseco da linha de centro da rvore principal(fuso) com a
superfcie de encosto do dispositivo de sujeio de peas(placa, porta pinas).
No caso das furadeiras e fresadoras , o ponto zero da mquina ca localizado na
mesa de trabalho.
Figura 9.19: Pontos Zero Mquina.
9.8.3.2 Ponto de Referncia:R
um ponto da mquina determinado pelo fabricante sobre o qual se realiza a
sincronizao do sistema. O ponto de Referencia uma coordenada denida na
rea de trabalho atravs de chaves ns de curso, que servem para a aferio e
controle do sistema de medio dos eixos de movimento da mquina. O controle
se posiciona sobre este ponto, em lugar de deslocar-se at origem da mquina,
tomando ento, as cotas de referncia que esto denidas e gravadas na memria
do equipamento.
Escola Tcnica Estadual Repblica Pgina 111
Curso Tcnico de Mecnica - Automao Industrial
Figura 9.20: Ponto de Referncia.
9.8.3.3 Ponto de Referncia da Ferramenta:F
o ponto de referncia na torre de ferramentas, atravs do qual se determina
a posio da ponta da ferramenta.
Quando a mquina referenciada, o ponto F coincide com o ponto R.
conhecido tambm como Ponto de Trajetria.
Figura 9.21: Ponto de Referncia da Ferramenta.
Escola Tcnica Estadual Repblica Pgina 112
Curso Tcnico de Mecnica - Automao Industrial
9.8.3.4 Ponto Zero da Pea: W
O ponto zero pea "W", o ponto que dene a origem (X0,Z0) do sistema de
coordenadas da pea. Este ponto denido no programa atravs de um cdigo de
funo preparatria "G", e determinado na mquina pelo operador na preparao
da mesma (Preset).
Em geral, o ponto W ca localizado na face traseira da pea ou na face dianteira
da pea.
Figura 9.22: Ponto Zero da Pea; Exemplo.
Escola Tcnica Estadual Repblica Pgina 113
Curso Tcnico de Mecnica - Automao Industrial
9.8.3.5 Ponto da Ferramenta: P
o ponto de atuao da ferramenta no perl programado. Porm para que
isso ocorra necessrio denir os valores de correo em X e Z das ferra-
mentas, tendo como referncia nas tomadas de medidas o ponto de trajetria
"N". Tais valores introduzidos na memria de correo da ferramenta durante a
preparao da mquina, servem para efetuar os clculos necessrios para que o
comando determine a posio da ponta da ferramenta P.
Existe 9 modos diferentes no qual o ponto P pode ser posicionado em relao ao
centro do raio da ponta da ferramenta.
Figura 9.23: Ponto P.
9.8.4 Programa CN
Abordaremos apenas o sistema ISO de programao que adotado como
padro pela grande maioria do fabricantes de comandos numricos.
O programa CN a maneira com nos comunicamos com a mquina.
Um programa CN uma sequncia de sentenas que so memorizadas pelo co-
mando e executadas uma aps a outra, que induz a mquina a executar uma
tarefa predeterminada.
9.8.4.1 Estrutura do Programa:
O programa constitudo de um incio seguido de vrios blocos e um m.
O incio consiste de um nmero de programa que o identica.
Um bloco consiste de um nmero de bloco e de uma ou mais palavras.
Cada palavra consiste de um endereo e de um valor numrico. As palavras de-
nem as funes.
Escola Tcnica Estadual Repblica Pgina 114
Curso Tcnico de Mecnica - Automao Industrial
O endereo uma instruo, indicado por uma letra, e passado ao comando
para executar um movimento ou denir um determinado modo de operao
(G,X,O.B.I,K,etc.).
Figura 9.24: Programa CN.
9.8.4.2 Funes:
As funes so os comandos de programao. As funes podem ser:
modais So funes que uma vez programadas permanecem na memria do
comando valendo para todos os blocos posteriores;
no modais So as funes que toda vez que forem necessrias devem ser pro-
gramadas. So vlidas apenas nos blocos que as contm.
9.8.4.3 Tipos de funes:
Funes auxiliares ou complementares;
Funes Miscelnea;
Funes preparatrias;
Funes de posicionamento.
Funes auxiliares:
As funes auxiliares formam um grupo de funes que completam as infor-
maes transmitidas ao comando atravs das funes preparatrias e funes
Escola Tcnica Estadual Repblica Pgina 115
Curso Tcnico de Mecnica - Automao Industrial
de posicionamento, principalmente com informaes tecnolgicas.
Dentre as funes auxiliares podemos destacar as seguintes:
Funo N(nmero do bloco):
Cada bloco ou sentena de informao identicado pela funo "N", seguida de
at 4 dgitos.
A funo "N"dever ser informada no incio do bloco ou sentena.
A numerao deve ser incrementada com valores por exemplo, de 5 em 5 ou 10
em 10, deixando assim espao para possveis modicaes no programa.
Exemplo:
:
N50 G00 X130. Z140. #
N55 G01 X132. Z138. F.2 #
:
Funo # (EOB - END OF BLOCK)
A funo auxiliar "EOB", representado pelo caractere #, e utilizada no nal
de cada bloco ou sentena com o intuito de naliza-la para que outra possa ser
aberta.
Exemplo:
:
N10 G1 X45. Z66. F.15 #
:
Funo S:
Atravs desta funo o comando recebe informaes quanto ao valor da veloci-
dade de corte de duas maneiras diferentes:
DIRETA:
Quando utilizado junto com a funo G96, o valor da funo auxiliar "S", en-
tra como valor de velocidade de corte constante, com o qual o comando executa
os clculos de rpm em funo do dimetro da pea, ocasionando assim uma
variao de rotao durante a usinagem.
Deve-se limitar o rpm mximo alcanado em funo da velocidade de corte re-
querida, programando-se a funo G92 seguida da funo auxiliar "S", entrando
neste caso como valor mximo de rotao atingir.
Exemplo:
:
G96# (Programao em velocidade de corte constante)
S 200# (Valor da velocidade de corte)
G92 S3000# (Limitao de rpm mximo e sentido de giro)
:
INDIRETA:
Escola Tcnica Estadual Repblica Pgina 116
Curso Tcnico de Mecnica - Automao Industrial
Quando utilizado com a funo G97 o valor da funo auxiliar "S", entra apenas
como valor de rotao(rpm) constante a ser usada da mquina, com um formato
de funo S4 (4 dgitos).
Exemplo:
:
G97 # ( Programao em rpm direta )
S3000# ( rpm constante e sentido de giro )
:
Funo T:
A funo T usada para selecionar as ferramentas na torre informando para a
mquina o seu zeramento ( PRE-SET ), raio do inserto, sentido de corte e corre-
tores.
Exemplo:
:
N40 T 01 01#
Onde:
O primeiro numeral (01), representa qual ferramenta ser usada.
O segundo numeral (01), representa o corretor usado para as medidas e desgaste
do inserto.
Funo F:
Atravs da funo F programa-se a velocidade de avano para o trabalho em
usinagem. Este avano poder ser em pol/rot (quando utilizada as funes G70
com G94) ou em mm/rot (quando utilizada as funes G71 com G95)
Nota: Na maioria dos comandos, ligou a mquina ela j assume G71 com G95
(mm/rot) como condio bsica de funcionamento. Exemplo:
:
N10 G1 X45. Z66. F.15 #
:
Funes Miscelneas:
As funes Miscelneas M formam um grupo de funes que abrangem os re-
cursos da mquina no cobertos pelas funes preparatrias, posicionamento,
auxiliares e especiais, ou seja so funes complementares.
Estas funes tm formato M2 (2 dgitos), e so determinados de acordo com a
mquina.
As funes Miscelneas esto denidas de acordo com a norma DIN 66025 den-
tre as quais podemos destacar as seguintes:
M00 - Parada Programada;
M03 - Sentido horrio de rotao do eixo rvore;
Escola Tcnica Estadual Repblica Pgina 117
Curso Tcnico de Mecnica - Automao Industrial
M04 - Sentido anti-horrio de rotao do eixo rvore;
M06 - Libera o giro da torre para a troca automtica da ferramenta;
M07 - Liga o refrigerante de corte (alta presso);
M08 - Liga o refrigerante de corte (baixa presso);
M09 - Desliga o refrigerante de corte;
M26 - Recua o mangote da contra ponta;
M27 - Avana o mangote da contra ponta;
M30 - Final do programa.
Funes de Posicionamento:
X posicionamento no eixo x
Y posicionamento no eixo y
Z posicionamento no eixo z
R raio de um arco
I posicionamento auxiliar na direo Z
K posicionamento auxiliar na direo X
Funes Preparatrias G:
As funes Preparatrias G formamumgrupo de funes que denem mquina
O que fazer, preparando-a para executar um tipo de operao, ou para receber
uma determinada informao.
Abaixo veremos alguns exemplos de funes preparatrias:
Funes "G"
G00 Interpolao linear rpida;
G01 Interpolao linear com avano programado;
G02 Interpolao circular Horria;
G03 Interpolao circular Anti-horria;
G04 Tempo de permanncia;
G20 Programao em dimetro;
G21 Programao em raio;
G40 Cancela compensao do raio da ponta da ferramenta;
G41 Compensao do raio da ponta da ferramenta ( esquerda);
G42 Compensao do raio da ponta da ferramenta ( direita);
G53 Cancela todos os deslocamentos de ponto zero (DPZs);
G54 Ativa o primeiro deslocamento de ponto zero da pea (1
o
DPZ);
G55 Ativa o segundo deslocamento de ponto zero da pea(2
o
DPZ);
G70 Programao em Polegada;
G71 Programao em Milmetros;
G90 Programao em coordenadas absolutas;
Escola Tcnica Estadual Repblica Pgina 118
Curso Tcnico de Mecnica - Automao Industrial
G91 Programao em coordenadas incrementais;
G94 Estabelece a programao em avano por minuto;
G95 Estabelece a programao em avano por rotao;
G96 Programao em velocidade de corte constante;
G97 Programao em RPM direta;
G00 Interpolao linear com avano rpido:
A funo G00, realiza movimentos nos eixos da mquina com a maior velocidade
de avano disponvel, portanto, deve ser utilizada somente para posicionamentos
sem nenhum tipo de usinagem.
A velocidade de avano pode variar para cada modelo de mquina, e determi-
nada pelo fabricante da mesma.
Exemplo: G00 X50 Z5
G00 prepara o comando para deslocar-se em linha reta com o avano mais
rpido da mquina.
X50 informa ao comando a coordenada X( Dimetro ou Raio) do ponto nal do
movimento.
Z5 informa a coordenada Z do ponto nal do movimento.
Figura 9.25: G00
Escola Tcnica Estadual Repblica Pgina 119
Curso Tcnico de Mecnica - Automao Industrial
G01 Interpolao linear com avano programado:
A funo G01, realiza movimentos retilneos com qualquer ngulo, calculado
atravs das coordenadas de posicionamento descritas, utilizando-se de uma ve-
locidade de avano (F) pr determinada pelo programador.
Figura 9.26: G01
G02 e Go3 Interpolao circular:
Estas funes so usadas para usinar pers circulares podendo formar at uma
esfera completa.
Figura 9.27: G02 e G03
Escola Tcnica Estadual Repblica Pgina 120
Curso Tcnico de Mecnica - Automao Industrial
G02 Interpolao circular no sentido horrio:
Esta funo usada para gerar
Figura 9.28: Exemplo G02.
arcos, ou seja pers circulares, no
sentido horrio.
O comando precisa das coordenadas
do ponto nal e o valor do raio ou
das coordenadas do ponto nal e
as coordenadas do centro.
G02 X50 Z-35 R10 F0.2
No exemplo a ferramenta deslocar-
se- do ponto 2 para o ponto 3 em
movimento circular horrio comraio
de 10mm e avano de 0,2mm/rot.
O comando tambmpoderia ser es-
crito assim:
G02 X50 Z-35 K50 I-25 F0.2
Onde K a coordenada no eixo x e I a coordenada no eixo z do centro do raio.
G03 Interpolao circular no sentido anti-horrio
Esta funo usada para gerar
Figura 9.29: Exemplo G03.
arcos, ou seja pers circulares, no
sentido anti-horrio.
Da mesma forma que o comando
anterior precisa das coordenadas
do ponto nal e o valor do raio ou
das coordenadas do ponto nal e
as coordenadas do centro.
G03 X50 Z-35 R10 F0.2 No exem-
plo a ferramenta deslocar-se- do
ponto 2 para o ponto 3 em movi-
mento circular anti-horrio comraio
de 10mm e avano de 0,2mm/rot.
O comando tambmpoderia ser es-
crito assim:
G03 X50 Z-35 K30 I-35 F0.2
Onde K a coordenada no eixo x e I a coordenada no eixo z do centro do raio.
Escola Tcnica Estadual Repblica Pgina 121
CAPTULO 10
ROBTICA
Uma das maiores fantasias do homem construir uma mquina com "In-
teligncia Articial"capaz de agir e pensar como ele. No entanto, este desejo
esconde em seu subconsciente a vontade de possuir um "escravo metlico"que
satisfaa todos os seus desejos, este sonho humano est perto de se tornar real-
idade com o espantoso avano da tecnologia.
A palavra rob tem origem da palavra tcheca robotnik, que signica servo, o
termo rob foi utilizado inicialmente por Karel Capek em 1923, nesta poca a
idia de um "homem mecnico"parecia vir de alguma obra de co.
No s do homem moderno o desejo de construir tais robs, existem alguns
fatos histricos que nos mostram que a idia no nova, por exemplo, existem
inmeras referncias sobre o "Homem Mecnico"construdo por relojoeiros com
a nalidade de se exibir em feiras.
Temos relatos tambm da realizao de vrias "Animaes Mecnicas"como o
leo animado de Leonardo da Vinci, e seus esforos para fazer mquinas que
reproduzissem o vo das aves. Porm estes dispositivos eram muito limitados,
pois no podiam realizar mais que uma tarefa, ou um nmero reduzido delas.
O grande escritor americano de co cientca Isaac Asimov no seu livro "Eu
Rob"estabeleceu as leis para a robtica:
1
lei Um rob no pode ferir um ser humano ou, por omisso, permitir
que um ser humano sofra algum mal
2
lei Um rob deve obedecer s ordens dadas pelos seres humanos,
exceto se tais ordens estiverem em contradio com a primeira
lei"
3
lei Um rob deve proteger sua prpria existncia, desde que essa
proteo no entre em conito com a primeira e a segunda leis".
122
Curso Tcnico de Mecnica - Automao Industrial
10.1 Robs manipuladores
O tipo de rob mais utilizado na indstria e nos laboratrios de pesquisa o
rob manipulador. A denio de rob usada pela Associao de Indstrias de
Robtica(RIA) :
Um rob industrial um manipulador reprogramvel, multifuncional,
projetado para mover materiais, peas, ferramentas ou dispositivos es-
peciais em movimentos variveis programados para a realizao de
uma variedade de tarefas."
O tipo mais comum de rob manipulador o brao mecnico que consiste
numa srie de corpos rgidos interligados por juntas, que permitem um movi-
mento relativo entre esses corpos. Assemelham-se de uma forma geral um
brao humano, s vezes quase com as mesmas possibilidades de movimento.
10.2 Estruturas dos Robs Manipuladores
A estrutura de um rob manipulador constituda basicamente numa srie
de corpos rgidos denominados elos (links), que podem ter diversos tamanhos e
formas.
Os elos esto unidos por juntas que lhes permitem movimentos relativos entre si.
Assim, forma-se uma cadeia cinemtica aberta de elos interligados por juntas.
Geralmente os manipuladores so montados sobre uma base onde o primeiro
elo se une atravs da primeira junta. Esta base pode ser montada sobre uma
superfcie xa ou num veculo que lhe permite um deslocamento sobre o local de
trabalho.
A extremidade do ltimo elo chamada de punho, onde normalmente est xado
o efetuador.
O tipo de movimento de um elo em relao ao outro depende do tipo de junta
que os une.
junta de revoluo neste tipo de junta o movimento de rotao, onde um elo
pode girar um determinado ngulo em relao ao outro;
junta prismtica neste tipo de junta o movimento de deslocamento linear,
onde um elo se afasta ou aproxima do outro a uma determinada distncia.
As juntas determinam os movimentos possveis do manipulador. A combi-
nao dos diferentes tipos de juntas e a forma e dimenses dos elos determinam
a anatomia do manipulador. Esta anatomia deve levar em considerao sua
aplicao especca.
Escola Tcnica Estadual Repblica Pgina 123
Curso Tcnico de Mecnica - Automao Industrial
Figura 10.1: Brao mecnico.
10.3 Graus de liberdade
O nmero total de juntas do manipulador chamado de graus de liberdade(DOF-
Degrees Of Feedom, em ingls).
Um manipulador tpico possui 6 graus de liberdade sendo trs para o posi-
cionamento do efetuador no espao de trabalho e trs para orientar o efetuador
de forma a segurar o objeto.
A gura mostra os trs graus de liberdade necessrios para o posicionamento do
efetuador.
As ltimas trs juntas recebem usualmente o nome de punho. Estas juntas
tm o objetivo de orientar o efetuador para a tarefa a ser realizada. Por exem-
plo, uma garra deve estar devidamente orientada com relao pea para poder
peg-la convenientemente. Estas juntas so de revoluo j que sua funo
Escola Tcnica Estadual Repblica Pgina 124
Curso Tcnico de Mecnica - Automao Industrial
Figura 10.2: a)Juntas prismticas. b)Juntas de revoluo.
de orientar o efetuador e no posicion-lo. Os ngulos que caracterizam o movi-
mento dessas juntas so denominados de pitch", yaw"e roll".
Estas trs juntas tm seus eixos de rotao perpendiculares que permitem ao
efetuador orientar-se em qualquer ngulo de rotao, de inclinao para es-
querda ou direita e de inclinao para cima ou para baixo.
Na extremidade do punho xado o efetuador ou dispositivo destinado a
trabalhar sobre o objeto a ser manipulado. Geralmente os punhos dos braos
mecnicos, e de outros tipos de manipuladores, permitem a troca do dispositivo
efetuador com facilidade, adequando o rob para diferentes tarefas.
10.4 Espao de trabalho
O espao de trabalho do manipulador a regio do espao onde este pode
movimentar o efetuador. denido como o volume total formado pelo percurso
da extremidade do ltimo elo(punho) quando o manipulador percorre todas as
trajetrias possveis.
O efetuador geralmente no considerado na denio deste volume, pois podem
variar de forma e tamanho.
O espao de trabalho depende da anatomia do rob, do tamanho dos elos e dos
limites de movimento das juntas.
A posio do punho no espao de trabalho determinada segundo um sistema
de coordenadas cartesiano cuja origem localizada na base. assim, a posio do
Escola Tcnica Estadual Repblica Pgina 125
Curso Tcnico de Mecnica - Automao Industrial
Figura 10.3: Brao mecnico.
punho representada no espao por um vetor de trs componentes nas direes
x, y e z.
Escola Tcnica Estadual Repblica Pgina 126
Curso Tcnico de Mecnica - Automao Industrial
Figura 10.4: Brao mecnico. Trs primeiros graus de liberdade.
Figura 10.5: Brao mecnico. Trs primeiros graus de liberdade.
Escola Tcnica Estadual Repblica Pgina 127
Curso Tcnico de Mecnica - Automao Industrial
Figura 10.6: Brao mecnico. Trs primeiros graus de liberdade.
Escola Tcnica Estadual Repblica Pgina 128
ndice Remissivo
Automao, 2
circuito pneumtico, 52
circuitos pneumticos, 58
comando de um cilindro de dupla
ao, 60
Comando de um cilindro de simples
ao, 58
comando de um cilindro de simples
ao com uso do elemento OU,
59
controle de velocidade, 61
comando, 6
cadeia de, 9
sinais, 8
analgico, 8
digital, 8
Filtro de ar comprimido, 36
Jacques Benson, 3
mecanismo
James Watt, 3
Pneumtica, 26
Atuador linear, 40
Atuador rotativo, 44
Atuadores, 39
Compressores, 31
Fluidos, 27
Fundamentos fsicos, 27
Vlvulas, 47
Acionamentos, 55
Purgador, 36
Qualidade do ar comprimido, 37
Resfriador posterior, 36
Secador de ar, 36
sensores, 11
pticos, 16
capacitivos, 14
de posio, 19
de presena, 12
de temperatura, 22
Termistores, 22
Termo-Resistores, 23
Termopares, 24
encoders, 19
indutivos, 15
magnticos, 13
mecnicos, 12
proximidade, 13
simbologia, 52
posies, 52
via, 53
129
Você também pode gostar
- Apostila FrancesDocumento292 páginasApostila FrancesVitoria Cavalcante100% (3)
- Gerenciamento de Serviços de TIDocumento244 páginasGerenciamento de Serviços de TIEscola Superior de Redes97% (66)
- Guia de Início Rápido - DMH-Z5380TVDocumento20 páginasGuia de Início Rápido - DMH-Z5380TVMarley SeabraAinda não há avaliações
- Introdução Ao AutoCAD 2DDocumento3 páginasIntrodução Ao AutoCAD 2DCOTRAN EAD100% (1)
- Tampos de Vasos de PressãoDocumento3 páginasTampos de Vasos de PressãoBruno281087100% (2)
- Apostila BlenderDocumento22 páginasApostila Blenderjclauber100% (2)
- 1.1 Memorial Descritivo e Caderno de EspecificaçSes - PSCIP - MASDP (SEI Nº 1322042)Documento20 páginas1.1 Memorial Descritivo e Caderno de EspecificaçSes - PSCIP - MASDP (SEI Nº 1322042)soldatechAinda não há avaliações
- PPRADocumento49 páginasPPRAMárcio André100% (2)
- TCC ScrumDocumento8 páginasTCC ScrumEverson P. Alcantara JuniorAinda não há avaliações
- Prova 2015-2016Documento10 páginasProva 2015-2016Gabriel De Oliveira SoaresAinda não há avaliações
- Comprovante de FaturaDocumento2 páginasComprovante de FaturaFELIPE COACHAinda não há avaliações
- Apostila Solidface 1° BimestreDocumento41 páginasApostila Solidface 1° BimestreSandro Luiz LopesAinda não há avaliações
- Edital Leilao Publico 01 2020 Governo AcreDocumento36 páginasEdital Leilao Publico 01 2020 Governo AcreMesquita Divino NunesAinda não há avaliações
- Case Final - AuditoriaDocumento2 páginasCase Final - AuditoriaVitor SantanaAinda não há avaliações
- Listaexerc Algoritmos ModularizacaoDocumento5 páginasListaexerc Algoritmos ModularizacaoNelio Manuel NovelaAinda não há avaliações
- WORX CicloDocumento36 páginasWORX CicloCarlos Ayuso LucíoAinda não há avaliações
- Vinno A5Documento9 páginasVinno A5Tiago DiasAinda não há avaliações
- Estenografia PDFDocumento4 páginasEstenografia PDFAlberto SenaAinda não há avaliações
- ManualdeSegurançadaRSFN v32Documento28 páginasManualdeSegurançadaRSFN v32Michael VazquezAinda não há avaliações
- Noções de Arquitetura de ComputadoresDocumento142 páginasNoções de Arquitetura de Computadoresjulio cesar desiderioAinda não há avaliações
- My PDF mFBH6F PDFDocumento1 páginaMy PDF mFBH6F PDFErasmo DudaAinda não há avaliações
- PorteirocoletivosmartDocumento8 páginasPorteirocoletivosmartIsmael SoaresAinda não há avaliações
- Manual CA40 - RV2Documento34 páginasManual CA40 - RV2SandroVieiraGuimarãesAinda não há avaliações
- Ia 5Documento28 páginasIa 5Fabiana Ferreira CordeiroAinda não há avaliações
- IFSP Relatorio Ele 1 Volume FinalDocumento4 páginasIFSP Relatorio Ele 1 Volume FinalwaldijrAinda não há avaliações
- SITE SURVEY - Relatório Da Análise e Simulações PDFDocumento125 páginasSITE SURVEY - Relatório Da Análise e Simulações PDFElias Da Silva ArrudaAinda não há avaliações
- Apostila Inventor Pro 11Documento167 páginasApostila Inventor Pro 11dan_dnlAinda não há avaliações
- Eags 2021 SadDocumento35 páginasEags 2021 Sadanderson Silva SousaAinda não há avaliações
- Manual Do Usuário DEVEC - Versão 1.1 de 16.01.2018Documento31 páginasManual Do Usuário DEVEC - Versão 1.1 de 16.01.2018JLOSRAinda não há avaliações
- WEG CFW11 (DEVICENET-05) Comunicacao Com Rockwell RSLogix 5000Documento30 páginasWEG CFW11 (DEVICENET-05) Comunicacao Com Rockwell RSLogix 5000AlexandreAinda não há avaliações