Você também pode gostar
- Revista Pergunte e Responderemos - Ano XLIX - No. 555 - Setembro de 2008Documento66 páginasRevista Pergunte e Responderemos - Ano XLIX - No. 555 - Setembro de 2008Apostolado Veritatis Splendor100% (4)
- Historiografias Periféricas Nicodemo, Pereira, SantosDocumento26 páginasHistoriografias Periféricas Nicodemo, Pereira, SantosMarcos Vinicius GontijoAinda não há avaliações
- Acid Trabalho Material BiologicoDocumento1 páginaAcid Trabalho Material BiologicoWelson MikaelAinda não há avaliações
- Livro Pupunha1Documento20 páginasLivro Pupunha1Tales SilvaAinda não há avaliações
- Te Deum Eustache CarroyDocumento11 páginasTe Deum Eustache CarroyVirgilio SolliAinda não há avaliações
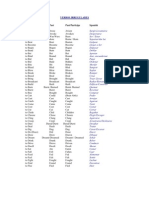
- Ingles - VerbosDocumento6 páginasIngles - Verbossal sal100% (7)
- GabaritoengcivildiscursivaDocumento2 páginasGabaritoengcivildiscursivakarol vitorinoAinda não há avaliações
- The Lion King MedleyDocumento11 páginasThe Lion King Medleymarioverace2Ainda não há avaliações
- Alfa 145-164Documento1 páginaAlfa 145-164GabrielAinda não há avaliações
- Auditoria - Impto. SociedadesDocumento57 páginasAuditoria - Impto. SociedadesMaria Veronica Mikue Ngomo EtunuAinda não há avaliações
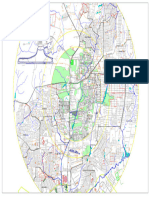
- MapaDocumento1 páginaMapajoseantonio207723Ainda não há avaliações
- Kiko Loureiro Video Aula 1Documento23 páginasKiko Loureiro Video Aula 1Vinnie HeAinda não há avaliações
- Terreno Raio 5km ParadasDocumento1 páginaTerreno Raio 5km Paradasyasminrabelo67Ainda não há avaliações
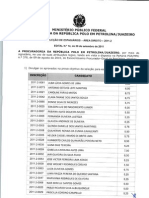
- Edital Nº 14 - Seleção de Estagiários DireitoDocumento2 páginasEdital Nº 14 - Seleção de Estagiários DireitoPhillipe NogueiraAinda não há avaliações
- Mapa 1-2-Equip - Comun - LazerDocumento1 páginaMapa 1-2-Equip - Comun - LazerLorena Ramos TrinchaAinda não há avaliações
- Paulo Lima Silva Psicanalise Dos ExcessosDocumento11 páginasPaulo Lima Silva Psicanalise Dos ExcessosZZZAinda não há avaliações
- Audi A4 2.6 Abc 94-97 PDFDocumento2 páginasAudi A4 2.6 Abc 94-97 PDFJorge Daniel Diaz100% (1)
- Hamas Dadulanu Ela ChudaliDocumento4 páginasHamas Dadulanu Ela Chudaliswarupa sAinda não há avaliações
- Cap02 ProblemasManutenção TassioDocumento6 páginasCap02 ProblemasManutenção TassioTassio SirqueiraAinda não há avaliações
- Teste AllerSnapDocumento1 páginaTeste AllerSnapAllan BatistaAinda não há avaliações
- Alfa 145 20 Twing SparkDocumento2 páginasAlfa 145 20 Twing SparkGabrielAinda não há avaliações
- Viva La Vida ViolinesDocumento4 páginasViva La Vida Violinesjorge100% (1)
- Perda Auditiva Induzida Pelo RuidoDocumento1 páginaPerda Auditiva Induzida Pelo RuidoWelson MikaelAinda não há avaliações
- Mapa Anástacio-MSDocumento1 páginaMapa Anástacio-MSpatriciomontagemagroindustrialAinda não há avaliações
- Revista Pergunte e Responderemos - Ano XLVIII - No. 545 - Novembro de 2007Documento54 páginasRevista Pergunte e Responderemos - Ano XLVIII - No. 545 - Novembro de 2007Apostolado Veritatis Splendor100% (1)
- Anexo III À LC Nº 470 2017 Mapa de Uso e Ocupação Do Solo Versão de Novembro de 2017Documento1 páginaAnexo III À LC Nº 470 2017 Mapa de Uso e Ocupação Do Solo Versão de Novembro de 2017Mauri OládioAinda não há avaliações
- Folder Checklist para Manutencao Versao DigitalDocumento2 páginasFolder Checklist para Manutencao Versao Digitaljosue jetavionicsAinda não há avaliações
- Revista Pergunte e Responderemos - Ano XLV - No. 502 - Abril de 2004Documento54 páginasRevista Pergunte e Responderemos - Ano XLV - No. 502 - Abril de 2004Apostolado Veritatis SplendorAinda não há avaliações
- Exercícios de Arpejos - ViolãoDocumento1 páginaExercícios de Arpejos - ViolãoLEO0% (1)
- Adolfo Mejía - ACUARELA (Pasillo) - para Instrumento Solista & Piano - Piano ScoreDocumento2 páginasAdolfo Mejía - ACUARELA (Pasillo) - para Instrumento Solista & Piano - Piano ScoreIvan Felipe Muñoz VargasAinda não há avaliações
- Ciclo Da Auto-Sabotagem - Stanley Rosner Patricia Hermes PDFDocumento120 páginasCiclo Da Auto-Sabotagem - Stanley Rosner Patricia Hermes PDFGrore Dagariolem Vasiuzereliu100% (2)
- FL01 Sintese UrbanaDocumento1 páginaFL01 Sintese UrbanaElaine AlencarAinda não há avaliações
- Conversas Com Woody Allen I Pequenos Truques PDFDocumento4 páginasConversas Com Woody Allen I Pequenos Truques PDFHelder Daniel BadianiAinda não há avaliações
- Audi A4 1.8 Aeb Turbo 95-96Documento4 páginasAudi A4 1.8 Aeb Turbo 95-96GabrielAinda não há avaliações
- Árvore Genealógica Da Familia SantelloDocumento1 páginaÁrvore Genealógica Da Familia SantelloThiago Ossucci SantelloAinda não há avaliações
- Audi A4 1.6 Adp 95-97Documento2 páginasAudi A4 1.6 Adp 95-97GabrielAinda não há avaliações
- (Semana 2) 20 - 05 o Verdadeiro LíderDocumento1 página(Semana 2) 20 - 05 o Verdadeiro LíderNane RibeiroAinda não há avaliações
- Terreno Raio 5km-Layout12Documento1 páginaTerreno Raio 5km-Layout12yasminrabelo67Ainda não há avaliações
- Identificação de Bacilos Gram NegativosDocumento6 páginasIdentificação de Bacilos Gram NegativosSabrina RodriguesAinda não há avaliações
- Asturias, Patria QueridaDocumento1 páginaAsturias, Patria QueridaMai TaAinda não há avaliações
- 2 Material EAD BM - Módulo Defesa Civil - PrefeitosDocumento8 páginas2 Material EAD BM - Módulo Defesa Civil - PrefeitosAndrade RamiresAinda não há avaliações
- Planta Geral Lot-Shopping-Hotel e Residenciais R1Documento1 páginaPlanta Geral Lot-Shopping-Hotel e Residenciais R1Lucas BrancoAinda não há avaliações
- AUDI 80 2.6 Abc 92-95Documento2 páginasAUDI 80 2.6 Abc 92-95GabrielAinda não há avaliações
- Palavras para Iniciar Paragrafos No TCC Monografia ArtigosDocumento2 páginasPalavras para Iniciar Paragrafos No TCC Monografia ArtigosAjbIngAinda não há avaliações
- Audi A6 2.8 Aah 94-97 PDFDocumento2 páginasAudi A6 2.8 Aah 94-97 PDFJorge Daniel DiazAinda não há avaliações
- Irimo - Trombone 1Documento2 páginasIrimo - Trombone 1Salvador VelasquezAinda não há avaliações
- Ligia - AltoDocumento1 páginaLigia - Altoyeison matosAinda não há avaliações
- Oficina de Violão Da Casa Da Música Um Relato de Experiência Como Professor No CursoDocumento9 páginasOficina de Violão Da Casa Da Música Um Relato de Experiência Como Professor No CursoJoao Gabriel De Alencastro MartinsAinda não há avaliações
- Britoo e Jacques, Cenografias e Corpografias UrbanasDocumento8 páginasBritoo e Jacques, Cenografias e Corpografias UrbanasLiaAinda não há avaliações
- La Fierecilla Domada-ShakespeareDocumento56 páginasLa Fierecilla Domada-ShakespeareViviana Lizbeth Santos NicolasAinda não há avaliações
- Ebook - Cromoterapia e Terapia Capilar - Encontrando o Equilíbrio Entre Cores e Cabelos SaudáveisDocumento14 páginasEbook - Cromoterapia e Terapia Capilar - Encontrando o Equilíbrio Entre Cores e Cabelos Saudáveisana caroline da silvaAinda não há avaliações
- Somente Uma Gota Do Sangue de Jesus PDF SalvaDocumento12 páginasSomente Uma Gota Do Sangue de Jesus PDF SalvaVivendoComJesus Rafa SallesAinda não há avaliações
- Guia de Esferas - LWH - 30 Até 45 - BDocumento1 páginaGuia de Esferas - LWH - 30 Até 45 - BERICK FEITOSAAinda não há avaliações
- Literatura e Filosofia: Aproximações Possíveis Sob o Viés Da Mística - Ramon FerreiraDocumento10 páginasLiteratura e Filosofia: Aproximações Possíveis Sob o Viés Da Mística - Ramon FerreiraRamon FerreiraAinda não há avaliações
- NR 32 - Acid Trabalho Material BiologicoDocumento1 páginaNR 32 - Acid Trabalho Material BiologicoCPSSTAinda não há avaliações
- Afirmacao de Fe Da IPIBDocumento1 páginaAfirmacao de Fe Da IPIBJohn FerreiraAinda não há avaliações
- Guia de Esferas - LWE - 15 Até 20Documento1 páginaGuia de Esferas - LWE - 15 Até 20ERICK FEITOSAAinda não há avaliações
- Plano General de Comercio 2020Documento1 páginaPlano General de Comercio 2020RedAinda não há avaliações