Você também pode gostar
- Ligações em estruturas metálicas de coberturas com perfis formados a frioDocumento157 páginasLigações em estruturas metálicas de coberturas com perfis formados a frioSergio EstevaoAinda não há avaliações
- Hachura Cobrindo Desenho (DICA)Documento2 páginasHachura Cobrindo Desenho (DICA)cjaraujoAinda não há avaliações
- Técnicas de faceamento para solda de topo em tubos e flangesDocumento2 páginasTécnicas de faceamento para solda de topo em tubos e flangescjaraujoAinda não há avaliações
- ValBrac Válvulas ProdutosDocumento5 páginasValBrac Válvulas ProdutoscjaraujoAinda não há avaliações
- Abolição do comércio de escravos e africanos livres no BrasilDocumento27 páginasAbolição do comércio de escravos e africanos livres no BrasilAbel BorgesAinda não há avaliações
- Válvula ControleDocumento7 páginasVálvula ControlecjaraujoAinda não há avaliações
- Análise da Narrativa JornalísticaDocumento16 páginasAnálise da Narrativa JornalísticaPaola SeveroAinda não há avaliações
- Seis Maneiras Incríveis para Criar Vídeos Com Fotos e MúsicaDocumento7 páginasSeis Maneiras Incríveis para Criar Vídeos Com Fotos e MúsicacjaraujoAinda não há avaliações
- Banhos de AssentoDocumento11 páginasBanhos de AssentoStefany Lima100% (2)
- ValAço VálvulasTipoRetenção Portinhola PDFDocumento2 páginasValAço VálvulasTipoRetenção Portinhola PDFcjaraujoAinda não há avaliações
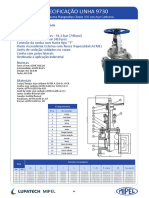
- Válvula Gaveta 300Lb Especificacao 9730nl2Documento1 páginaVálvula Gaveta 300Lb Especificacao 9730nl2cjaraujoAinda não há avaliações
- CAD ComandosRápidosDocumento8 páginasCAD ComandosRápidoscjaraujoAinda não há avaliações
- Válvula Alívio Auto OperadaDocumento8 páginasVálvula Alívio Auto OperadacjaraujoAinda não há avaliações
- Catalogo Valvulas PT-DataDocumento75 páginasCatalogo Valvulas PT-DataPaulo CezarAinda não há avaliações
- Válvula Alívio Spirax IM D343 01 - Rev03 SV81HDocumento25 páginasVálvula Alívio Spirax IM D343 01 - Rev03 SV81HcjaraujoAinda não há avaliações
- Válvula Alívio-Vs RoscaDocumento6 páginasVálvula Alívio-Vs RoscacjaraujoAinda não há avaliações
- Apostila Autocad Patriciafaria 2016Documento129 páginasApostila Autocad Patriciafaria 2016cjaraujoAinda não há avaliações
- Válvulas de segurança e alívio Valbrac dimensionamento e seleçãoDocumento6 páginasVálvulas de segurança e alívio Valbrac dimensionamento e seleçãocjaraujoAinda não há avaliações
- Cálculo VolumeDocumento12 páginasCálculo VolumejizreellAinda não há avaliações
- Cap 4Documento9 páginasCap 4mailsomcostaAinda não há avaliações
- Cap3 - Função ExponencialDocumento21 páginasCap3 - Função ExponencialcspmafiAinda não há avaliações
- Proporcionalidade Capitulo 1Documento18 páginasProporcionalidade Capitulo 1Erivaldo Virgolino de MedeirosAinda não há avaliações
- Engel OcDocumento4 páginasEngel OccjaraujoAinda não há avaliações
- Capítulo 2 - Funções QuadráticasDocumento22 páginasCapítulo 2 - Funções QuadráticaswagnerjorgeAinda não há avaliações
- Combinatória: 648 números de 3 dígitosDocumento25 páginasCombinatória: 648 números de 3 dígitosmilenkaren9427Ainda não há avaliações
- Flanges Lista Completa PDFDocumento8 páginasFlanges Lista Completa PDFrodrigo.firstAinda não há avaliações
- Cap 7Documento20 páginasCap 7João de AndradeAinda não há avaliações
- Calculo 2 VetorialDocumento62 páginasCalculo 2 VetorialcjaraujoAinda não há avaliações
- Engel OcDocumento4 páginasEngel OccjaraujoAinda não há avaliações
- Flanges Lista Completa PDFDocumento8 páginasFlanges Lista Completa PDFrodrigo.firstAinda não há avaliações
- Manual de Operação Guindaste Esteiras LINKBELT248.181TDocumento110 páginasManual de Operação Guindaste Esteiras LINKBELT248.181TMagna Santos100% (2)
- Unidades e medidas físicasDocumento14 páginasUnidades e medidas físicasEder Silveira Del MestreAinda não há avaliações
- SPDA Moradas GarapuvuDocumento8 páginasSPDA Moradas GarapuvuRicardo StepanskiAinda não há avaliações
- Exercicios Hidraulica PneumaticaDocumento12 páginasExercicios Hidraulica PneumaticaalunoscmmsapcermiAinda não há avaliações
- Módulos Fotovoltaicos - Caracteristicas e AssociaçõesDocumento18 páginasMódulos Fotovoltaicos - Caracteristicas e AssociaçõesJefferson AmaráAinda não há avaliações
- MORAESDocumento3 páginasMORAESnantesAinda não há avaliações
- Lista 2 - OscilaçõesDocumento2 páginasLista 2 - OscilaçõesKenya AlvesAinda não há avaliações
- Catálogo - Produto-UNIDADES Fancoletes de Água Gelada-FWC-FWH (MC-PRC005A-PB) PDFDocumento53 páginasCatálogo - Produto-UNIDADES Fancoletes de Água Gelada-FWC-FWH (MC-PRC005A-PB) PDFPaulo CezarAinda não há avaliações
- VAlter Lucio ApresentacaoDocumento28 páginasVAlter Lucio ApresentacaoMarceloAbiAinda não há avaliações
- Rele de Tempo 7PUDocumento1 páginaRele de Tempo 7PUfelipeintegraAinda não há avaliações
- Lista de exercícios de química orgânica com estruturas e grupos funcionaisDocumento9 páginasLista de exercícios de química orgânica com estruturas e grupos funcionaisiranete267% (3)
- GasesDocumento21 páginasGasesjoao paulo alcantaraAinda não há avaliações
- Projeto Técnico Simplificado para edificações de baixo riscoDocumento28 páginasProjeto Técnico Simplificado para edificações de baixo riscoKézia NatalyAinda não há avaliações
- Plano de ensino de Ciências para 5o anoDocumento2 páginasPlano de ensino de Ciências para 5o anoFabiana FariaAinda não há avaliações
- Sistema de Refrigeração de MotoresDocumento3 páginasSistema de Refrigeração de MotoresJoão GuedesAinda não há avaliações
- Manual para implantação de estabelecimento industrial de pescadoDocumento112 páginasManual para implantação de estabelecimento industrial de pescadoLeonardo Caetano100% (1)
- Arte e ReciclagemDocumento5 páginasArte e ReciclagemFlávia Pedrosa Vasconcelos100% (1)
- Ufcd 6076 - Instalacoes Electricas Projecto v0.0Documento109 páginasUfcd 6076 - Instalacoes Electricas Projecto v0.0Ricardo SantosAinda não há avaliações
- Fermentação Alcoolica Na Produção de PãoDocumento7 páginasFermentação Alcoolica Na Produção de PãoAnthony KentAinda não há avaliações
- NTD - 02.07-CEB-Redes Secundárias Isoladas - RSIDocumento52 páginasNTD - 02.07-CEB-Redes Secundárias Isoladas - RSIYuri Da Gama SantosAinda não há avaliações
- Fispq - Cera Auto Brilho Polylar 3Documento6 páginasFispq - Cera Auto Brilho Polylar 3Mariana GomesAinda não há avaliações
- Interações Entre A Energia e A MatériaDocumento15 páginasInterações Entre A Energia e A MatériaCarlos CruzAinda não há avaliações
- Aula 06 Processo de Construção e Manutenção de Estrturas Navais PDFDocumento69 páginasAula 06 Processo de Construção e Manutenção de Estrturas Navais PDFAline VargasAinda não há avaliações
- Cabala Anjos e GnoseDocumento578 páginasCabala Anjos e Gnosesibilium100% (3)
- Lista CEME2 para P1Documento6 páginasLista CEME2 para P1Arthur Carvalho100% (2)
- Curso Avançado Bloqueio Sinalizacao Rev2.0Documento56 páginasCurso Avançado Bloqueio Sinalizacao Rev2.0Marcos Carvalho Medeiros100% (1)
- Cromatografia em Camada DelgadaDocumento95 páginasCromatografia em Camada DelgadaLucas RonieryAinda não há avaliações
- DX-10Plus manual de serviçosDocumento39 páginasDX-10Plus manual de serviçosRoger Silva100% (4)
- Aula14CompactacaodeSolos 20211021140329Documento18 páginasAula14CompactacaodeSolos 20211021140329Gabriel MunizAinda não há avaliações