Escolar Documentos
Profissional Documentos
Cultura Documentos
Arco Pulsado
Enviado por
marcionilo540 notas0% acharam este documento útil (0 voto)
45 visualizações12 páginasDireitos autorais
© © All Rights Reserved
Formatos disponíveis
PDF, TXT ou leia online no Scribd
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
0 notas0% acharam este documento útil (0 voto)
45 visualizações12 páginasArco Pulsado
Enviado por
marcionilo54Direitos autorais:
© All Rights Reserved
Formatos disponíveis
Baixe no formato PDF, TXT ou leia online no Scribd
Você está na página 1de 12
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 1
Moiss L. Lagares J r.
Amrico Scotti
Resumo
Neste trabalho apresentada a primeira parte de uma metodologia para
implementao do processo MIG pulsado na cadeia produtiva de uma indstria de
autopeas, como meio de minimizar os efeitos dos respingos. Para tanto, o
trabalho faz uma anlise do desempenho de quatro combinaes de dois gases
comerciais com dois tipos de arames, quando soldado em junta de materiais
dissimilares e com formato no convencional.
Para cada combinao, foram feitos testes para determinao do mapa
operacional da regio de uma gota por pulso, bem como das constantes presentes
na equao de previso de consumo do processo MIG/MAG. Tambm foram
abordados e discutidos os efeitos do gs e arame na queda de tenso total
(eletrodo mais arco de soldagem) e no consumo.
Os resultados mostraram que a junta modifica as condies otimizadas nos
equipamentos comerciais, justificando a no adequabilidade dos mesmos se
usados sem uma seleo correta de parmetros. Pde-se tambm verificar que
cada combinao de gs e arame proporciona caractersticas especficas de
consumo e tenso de arco, o que provavelmente afetar o desempenho do
processo (a ser analisado na parte 2).
Palavras-chave: Soldagem, MIG pulsado, produtividade, ao inoxidvel, autopeas
Introduo
A indstria de manufatura de autopeas utiliza principalmente o processo
MIG/MAG, na forma robotizado ou automatizado e, em raras excees, na
forma semi-automtica. Como exemplo de automatizao do processo de
soldagem (e objeto de estudo deste trabalho), destaca-se a soldagem MIG
com transferncia por curto-circuito na fabricao de manifolds
de ao inoxidvel (tubulao de escape de gases do motor) para motores do
automvel. Todo o processo de soldagem do manifold automatizado e feito
por um sistema especialmente desenvolvido para este fim. Esta prtica,
entretanto, pode apresentar altos nveis de respingos, o que interfere
negativamente na qualidade final da pea soldada e demanda a operao
de limpeza.
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 2
Uma soluo encontrada para diminuio do nvel de respingos foi o uso do
processo MIG pulsado. Algumas vantagens deste processo esto na
transferncia spray (goticular) muito bem controlado, diminuindo
acentuadamente o nvel de respingos, e na corrente mdia baixa, o que permite a
soldagem de chapas finas e em posies desfavorveis.
Entretanto, o uso otimizado do processo MIG pulsado requer uma combinao de
parmetros bem particular a cada caso. Casos especficos como o da soldagem
deste manifold (altssimas velocidades de soldagem, junta dissimilar e formato
de difcil acesso) no tm especificaes de parmetros fornecidos pelos
fabricantes de equipamentos ou consumveis.
Desta forma, neste trabalho procura-se desenvolver uma metodologia para
determinao dos parmetros otimizados de soldagem MIG pulsado, visando
implementao do processo na cadeia produtiva da referida Indstria.
Metodologia e procedimento experimental
O processo MIG pulsado tem como premissas a transferncia de uma gota a cada
pulso de corrente (UGPP), com dimetro de gota prximo ao dimetro do eletrodo
(Allum, 1985).
Para se conseguir conformidade com tais premissas, necessrio determinar
algumas constantes paramtricas que alimentem as rotinas para clculos dos
parmetros de ajuste para soldagem. Um dos primeiros a ser determinado o par
corrente de pulso (Ip) e tempo de pulso (tp) que fornea UGPP. Na verdade, o par
Ip e tp uma famlia de valores, para os quais o Ip um valor acima do da
corrente de transio do eletrodo (dimetro e material) para um dado gs e o tp
representa o tempo necessrio para que a transferncia ocorra. A fim de se
determinar o par adequado para cada combinao de gs, um levantamento de
pares de Ip e tp foi feito fixando-se a Ip em 295 A (comum aos dois tipos de
arames e gases) e variando-se o tp de 1,7 a 6,6 ms (os valores de Ib e tb so
mantidos invariveis).
Para se determinar em quais pares ocorrem UGPP, utilizou-se uma tcnica
conhecida como shadowgrafia sincronizada (Blsamo et al., 2000a), na qual uma
cmera de vdeo de alta velocidade (2000 quadros/s) filma a projeo do eletrodo
e pea durante a soldagem, atravs do uso de um laser e um conjunto de filtros.
Um programa de computador sincroniza as imagens com os sinais de
corrente e tenso, podendo-se garantir o momento do destacamento das gotas.
Como dito, a determinao dos parmetros de pulso dependente da junta.
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 3
A junta a ser soldada (tal como ocorre na Indstria) constitui-se de um tubo
encaixado ao furo de uma flange. A solda feita no interior da flange, o que
impede a filmagem do arco eltrico. No sendo possvel realizar a solda nas
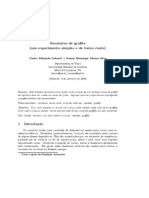
mesmas condies da junta real, props-se uma junta similar, como
mostrada na Fig. 1. Esta junta constituda de uma chapa de ao
inoxidvel AISI 409 (1,5 x 52 x 150 mm) sobreposta a uma chapa de ao ABNT
1020 (10 x 62 x 150 mm). Conforme a figura, as chapas so posicionadas de
modo que na regio de solda mantenha a mesma dimenso da junta real.
Sendo assim esta junta pode ser considerada com sendo uma junta similar da
Indstria, de raio infinito. Todas as soldas foram realizadas neste tipo de junta.
Figura 1 - Esquema com dimenses em milmetros do corpo de prova utilizado.
Os consumveis utilizados nos experimentos esto mostrados na Tabela 1. Tabela
1- Caracterizao dos consumveis relacionados a cada ensaio.
Ensaio
Gs (componentes
bsicos)
Material de adio
(classe AWS)
Dimetro do
arame (mm)
F3
Ar + 2%O
2
ER 308LSi 1,2
F4
Ar + 2%O2
ER 430 1,2
S3
Ar + 3%CO
2
+ 2%N
2
ER 308LSi 1,2
S4
Ar + 3%CO
2
+ 2%N
2
ER 430 1,2
Outros valores paramtricos importantes de serem determinados so os
coeficientes da equao genrica de consumo (Valim = a.Im + b .l.I 2). A partir do
Ip e tp determinados, variaes de Ib e tb foram impostas para varrer uma faixa
maior de corrente mdia para um clculo mais robusto dos coeficientes a e b.
Tais coeficientes foram, ento, estimados por um pacote computacional de
estatstica atravs do mtodo de estimao no linear Quasi Newton (em
funo do comprimento do eletrodo e das correntes mdia e eficaz).
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 4
Finalmente, o efeito das combinaes dos gases/eletrodos sobre alguns
aspectos operacionais, tais como tenso de arco e consumo foram verificados.
Resultados e discusso
Levantamento do mapa da regio de UGPP para as quatro combinaes e
determinao das constantes a e b Analisando as Figuras 2 (a) e (b), observa-se
que as regies de UGPP no se alteram em funo dos gases. Nos dois grficos,
uma mudana do gs F para o S, mantendo o mesmo arame, no implicou na
mudana de faixas das regies de UGPP. O parmetro responsvel pela
mudana na regio de uma gota por base (UGPB) seria o arame.
Comparando os dois grficos, verifica-se que, enquanto para o menor tp de 1,7 ms
o arame ER430 ainda no apresenta a regio de menos de UGPP, esta regio j
est presente para o ER308LSi a 1,7 ms. Isto quer dizer que o arame de ao
ER308LSi desloca a regio de menos de UGPP para a direita. Contudo, ainda no
se pode afirmar que os dois arames possuem a mesma regio de UGPP. Para
delimitar tal regio com maior preciso, mais ensaios entre os valores de 2,7 e 3,7
ms teriam que ser realizados.
A Tabela 2 mostra resultados obtidos por Blsamo (2000b) que trabalhou com
combinaes muito similares. Comparando o mapa da Figura 2 (a) (para o gs F)
com os dados de Blsamo (2000b), que tambm soldou com o mesmo gs e
mesmo arame usados neste trabalho, e com o mesmo equipamento (Ip = 284 A
ligeiramente menor), observa-se que o tp mnimo encontrado por ele foi de 4,7 ms,
enquanto neste trabalho encontrou-se tp = 3,7 ms. Este resultado sugere o efeitos
de alguma varivel no controlada.
Pela Tabela 3, observa-se que Blsamo (2000b), Richardson et al. (1994) e
Santos (1986) obtiveram valores prximos para as constantes a e b quando
soldando sob condies semelhantes. Comparando tais dados com os deste
trabalho, nota-se que os valores de a e b encontrados, para a combinao F3, so
bastante diferentes.
Como a constante a representa a influncia no consumo gerada pelas condies
existentes na regio andica e a constante b representa a influncia no consumo
gerada pelo tipo de eletrodo (dimetro e resistividade), e como o gs e eletrodo
so os mesmos, valores mais prximos eram esperados. Pode-se, entretanto,
sugerir que a explicao para tal fato (assim como a diferena de tp) se baseia no
fato do uso de soldagem de materiais dissimilares, sendo um deles um ao
carbono comum, o qual poderia estar gerando vapores metlicos que esto
interferindo no consumo e, consequentemente, nas constantes.
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 5
Alm disso, no caso deste trabalho, foi usado junta, enquanto nos demais as
soldagens foram feitas por simples deposio sobre chapa.
Figura 2 - Mapa da regio de UGPP para as quatro combinaes de gases. Em (a)
usando o arame ER308LSi, enquanto em (b) usou-se o arame ER430. O tp est
legendando cada ponto
Tabela 2 - Comparao de resultados de tp referente ao limite inferior da regio
de UGPP para Ip comparativamente a dados da literatura (le o comprimento de
arco mdio)
Ip (A) t p (ms) le (mm) DBCP (mm) Gs
Arame-
eletrodo
Dimetro
(mm)
Medido 290 3,7 11 15 Ar + 2%O
2 ER 308LSi 1,2
Blsamo 285 4,7 15 20 Ar + 2%O
2 ER 308LSi 1,2
Tabela 3 - Constantes a e b determinadas neste trabalho e comparadas com
dados de outros autores
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 6
(mm.A
-1
.s
-1
)
(
*
10
-5
)
(A
-2
.s
-1
)
Arame Material de
Base
Gs elet.
(mm)
le
(mm)
Blsamo 0,3497 7,8 ER 308LSi 304L
Ar+2%O
2
1,2 15
Richardson 0,36 7,8 304 304L
Ar+1,5%O
2
1,2 15
Santos 0,35 5,63 ER 308L 304L
Ar+2% O
2
1,2 15
F3 0,472129 1,8 ER 308LSi 409 (inox) +
1020 (ao-
carbono)
Ar+2% O
2
1,2
11
F4 0,393536 3,0 ER 430 409 (inox) +
1020 (ao-
carbono)
Ar+2% O
2
1,2
11
S3 0,375010 4,3 ER 308LSi 409 (inox) +
1020 (ao-
carbono)
Ar+CO
2
+N
2
1,2
11
S4 0,402881 2.6 ER 430 409 (inox) +
1020 (ao-
carbono)
Ar+CO
2
+N
2
1,2
11
As discordncias entre os valores de tp, a e b deste trabalho e da literatura
reforam a idia de que no se pode usar diretamente as condies de ajustes de
um equipamento comercial quando as condies de soldagem so muito distintas,
o que leva a sair da condio ideal de estabilidade da corrente pulsada.
Efeito da combinao gs/eletrodo sobre a tenso do arco
Os grficos da Fig. 3 mostram o comportamento da tenso mdia do arco de
soldagem em funo da corrente mdia para as quatro combinaes de gases e
arames. Como todas as soldas foram feitas procurando-se manter um
comprimento de eletrodo de aproximadamente 4 mm (medido pela tcnica de
shadowgrafia descrita no item 2), na verdade as curvas da Fig. 3 mostram a
tendncia da caracterstica esttica do arco para cada combinao de gs e
arame.
Observa-se um comportamento j esperado, onde, medida que a corrente
aumenta, a tenso tambm aumenta. Isso pode ser explicado pelo fato de que,
medida que a corrente se eleva, a queda de tenso em um mesmo comprimento
de eletrodo aumenta (aumento da resistividade). Alm disto, o permetro do arco
tambm aumenta e pode, consequentemente, aumentar a rea de troca de calor
do arco com o meio ambiente (maior desionizao); uma maior tenso requerida
para manter a estabilidade do arco, mesmo que o nmero de choques
(intensidade de corrente) tambm aumente.
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 7
Figura 3 - Tenso do arco de soldagem em funo da corrente mdia para as
quatro combinaes de gases e arames. A letra F corresponde mistura de gs
Argnio com 2% de Oxignio e S refere-se mistura Argnio com CO2 e N2. O
dgito 3 representa o arame da classe AWS ER 308LSi (austentico) e o dgito 4, o
da classe AWS ER 430 (ferrtico).
Fazendo-se, agora, uma comparao entre as curvas, observa-se que, para um
mesmo tipo de arame, o gs S sempre apresenta maior tenso mdia do que oF,
para qualquer nvel de corrente (Fig. 3 (a) e (b)). Isso poderia ser explicado pela
presena do dixido de carbono e nitrognio em S. Como estes gases possuem
alta capacidade especfica de calor, maior energia seria transferida por este gs
com relao ao F. Visto que o comprimento de arco o mesmo para os dois
gases (4,20,5 mm), maior tenso necessria para que ocorra a compensao
da energia transferida a mais por S, de forma a manter um arco estvel.
Analisando o efeito do arame para um mesmo tipo de gs, nota-se que o
consumvel ferrtico proporciona uma maior tenso total (DUt) com relao ao
austentico (Fig. 3 (c) e 3 (d)).
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 8
Como mostra a Fig. 4, esta tenso composta da queda de tenso no arco (DUa)
mais a queda de tenso no eletrodo (DUe), sendo que esta ltima depende da
resistividade eltrica ao longo do eletrodo. Considerando que o comprimento de
arco, em todas as condies, aproximadamente o mesmo e que se esteja
estabelecendo uma comparao sob a ao do mesmo gs, tal comportamento
parece contraditrio, pois a resistncia eltrica do ao austentico
tradicionalmente considerada maior do que a do ferrtico. Sendo assim, espera-se
uma queda de tenso no eletrodo maior no ao austentico.
Figura 4 - Discretizao das quedas de tenso que ocorrem durante a soldagem
DUt = DUe + DUa (DUt = queda de tenso total, DUe = queda de tenso no
eletrodo, DUa = queda de tenso no arco de soldagem)
Ainda no se tem uma explicao para esse comportamento, mas, em uma
primeira tentativa, pode-se relacionar tal fenmeno com os vapores produzidos por
cada tipo de arame. Tais vapores influenciariam o arco eltrico de tal sorte que a
queda de tenso no arco de um arame ferrtico seja maior que em um austentico.
Outra explicao adicional estaria na real resistividade eltrica do eletrodo. Com o
aumento da temperatura do mesmo, pode estar ocorrendo mudana de fase
alotrpica no material do eletrodo, o que, consequentemente, muda a sua
resistividade. Uma prova de que isso possa estar ocorrendo encontrada nos
diagramas ternrios de fases (ASM, 1973). Analisando os diagramas tem-se que:
Para o ao austentico ER 308LSi (liga Fe-Cr-Ni):
650
o
C presena das fases + , onde austenita e um precipitado de forma
CrFe;
1100
o
C presena das fases + , onde ferrita;
1400
o
C presena somente da fase ..
Para o ao ferrtico ER 430 (liga C-Cr-Fe):
qualquer temperatura, sempre ocorre a presena de .
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 9
Observa-se que a altas temperaturas os dois aos apresentam estrutura ferrtica
(a). Desta forma, no deveria haver diferena de resistividade entre eles. No
havendo diferena de resistividade e lembrando que os gases e os comprimentos
de arco so os mesmos, esperaria-se que as DUt para os dois arames seriam as
mesmas. Assim, as duas explicaes propostas podem ser usadas para justificar
os valores encontrados de tenso do arco.
Efeito da combinao gs/eletrodo sobre o consumo
As Figuras 5 (a) e (b) mostram a influncia do gs no consumo de eletrodo.
Observa-se que o gs no possui influncia significativa no consumo quando o
arame utilizado o ER430 (Fig. 5 (a)). Este comportamento j foi verificado por
Quites et al. (1979) na soldagem com eletrodos ER 70-S3 e ER 70-S6; soldando
com Ar (e posteriormente CO2) no foi observada variao no consumo para o
mesmo arame. Entretanto, ao se soldar usando o arame ER308LSi, o consumo
mostrou variar com a mudana de gs. uma corrente de 106 A, o consumo
referente ao gs F supera o S em aproximadamente 9%.
Figura 5 - Consumo em funo da corrente mdia para as quatro combinaes
gs/arame.
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 10
Analisando agora a influncia do eletrodo para um mesmo tipo de gs, nota-se
que o consumo varia sob o arco do gs F. Na Fig. 5 (c), observa-se que, medida
que a corrente aumenta, a variao no consumo tambm aumenta para o gs F. A
uma corrente de 140 A, tem-se a mxima variao, de aproximadamente 11%.
Nesta configurao, o eletrodo austentico apresenta o maior consumo, como era
de se esperar. Entretanto, o mesmo par de eletrodos soldados sob o arco do gs
S, no apresentou variao do consumo (Fig. 5 (d)). Apesar de ser um resultado
no esperado, Quites et al. (1979) tambm encontrou resultados semelhantes,
onde, para uma atmosfera de CO2, houve variao no consumo quando variou-se
o tipo de eletrodo, no havendo variao quando a atmosfera foi mudada para Ar.
Acredita-se que o efeito dos elementos de liga esto se sobressaindo (com
relao ao consumo) sobre a resistividade dos eletrodos. Ao usar o gs F (com
caractersticas oxidantes devido a presena de O2), talvez o Si (ou at mesmo o
Ni, ambos presentes no eletrodo austentico) queima-se no arco, reduzindo a
tenso do mesmo, mas aumentando o aquecimento na regio andica (maior
consumo). Isso explicaria o porqu do consumo ser maior para o eletrodo
austentico com gs F (Fig. 5 (c)), mesmo sendo a queda de tenso total maior
para o ferrtico (Fig. 3 (c)). O mesmo efeito do decrscimo da queda de tenso no
arco devido elementos de liga presentes no eletrodo austentico pode estar
acontecendo quando soldando sob o gs S, explicando a maior queda de tenso
para o ferrtico, observada na Fig. 3 (d). Entretanto, o gs S, que possui
caractersticas redutoras mais marcantes que o F (devido a presena de N2 que
pode estar neutralizando o efeito oxidante do CO2), agiria sobre a regio catdica
(e no a andica), o que leva a um balanceamento no consumo, conforme visto na
Fig. 5 (d).
Concluses
Dentro dos limites deste trabalho, pode-se concluir que:
1. Nem o gs, nem o arame, influenciaram no posicionamento da regio de UGPP;
2. As constantes a e b foram diferentes para cada combinao arame/gs, mas
sem mostrar qualquer correlao entre o arame ou o gs e as referidas constantes
(a interao dos parmetros parece ser mais importante);
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 11
3. Apesar de pequenas, existem variaes de tenso do arco e consumo
referentes certas mudanas de gs e arame, mostrando que, no somente o tipo
de arame, mas tambm o gs, influenciam no consumo e na queda de tenso total
do eletrodo e arco de soldagem;
4. Tanto para o arame ER 308LSi, quanto para o ER 430, o gs S, apresentou
maior queda de tenso total (eletrodo mais arco de soldagem);
5. Para um mesmo tipo de gs (F ou S), o arame ferrtico (ER 430) apresentou
maior queda de tenso total;
6. O gs F ofereceu maior consumo de eletrodo que o S quando soldando com
arame austentico, mas apresentam consumos similares quando soldando com
eletrodo ferrtico;
7. No existe uma relao direta e simples entre queda de tenso total e consumo
de eletrodo;
8. Existe um efeito da junta (forma, posio e composio) sobre as condies
otimizadas dos parmetros de pulsao do processo MIG, justificando a no
adequabilidade de equipamentos comerciais se usados sem seleo correta de
parmetros.
Referncias
Allum, C. J., 1985, Recent developments in pulsed gas metal arc welding,
Welding for Challenging Environments, october, pp. 1-10.
Blsamo, P. S. S., Vilarinho, L. O., Vilela, M. & Scotti, A., 2000a,
Development of an Experimental Technique for Studying Metal Transfer in
Welding: Synchronized Shadowgraphy, The Int. Journal for the Joining of
Materials, vol , no. , The European Institute for Joining of Materials (JOM),
Denmark, pp. (ISSN0905-6866)
Blsamo, P. S. S., 2000b, Desenvolvimento de um sistema sinrgico no linear
para soldagem MIG pulsado de ao inoxidvel, tese de doutorado, Universidade
Federal de Uberlndia, Uberlndia, Brasil, 204 pp.
ASM, 1973, Metals Handbook, American Society for Metals, vol. 8.
Quites, A. M., Dutra, J. C. and Mira, F. M., 1979, Variao do consumo de material
de adio em soldagem MIG/MAG em funo da corrente e da composio
qumica do eletrodo, V COBEM, pp. B-045-B054.
Implementao do processo mig
pulsado para soldagem de ao
inoxidvel de componente
automotivo Parte 1
________________________________________________________________________________________
____________________________________________________________________________________
www.infosolda.com.br/download/15dad.pdf pgina 12
Richardson, I. M., Bucknall, P. W. and Stares, I., 1994, The influence of
power source dynamics on wire melting rate in pulsed GMA welding,
Welding Journal, february, pp.
32-s-37-s.
Santos, J. O., 1986, Controled transfer MIG welding of stainless steel, PhD tesis,
Cranfield Institute Tecnology, Cranfield, UK, 169 pp.
Implementation of the pulsed mig process for stainless steel welding of
auto-parts part 1
Abstract. In his work is presented a first part of a proposed methodology for
implementing the pulsed MIG process in the production chain of an auto-part
manufacturing plant, as a way of minimizing spattering detrimental effects. A
performance evaluation of four combinations between two commercial gases and
two wire compositions were checked by welding a geometrically non-conventional
joint made of dissimilar materials. For each combination, a series of experiments
were carried out to determine an operational envelope for having one- droplet-per
pulse and the constants of the fusion rate predicting equation. The effects of gases
and wires on arc voltage and fusion rate were discussed. The results showed that
the given joint modifies the optimized conditions of commercial equipment,
what justifies the incorrectness of using this equipment without a proper
parameter selection. It was also verified that each gas/wire combination provides
distinct fusion rate and arc voltage characteristics. This particularity might affect
the process performance (to be analyzed in part 2).
Keywords: Welding, pulsed MIG, productivity, stainless steel, auto-parts
Você também pode gostar
- Relatorio MirassolDocumento121 páginasRelatorio MirassolAndré SousaAinda não há avaliações
- Soldagem Por ExplosãoDocumento68 páginasSoldagem Por ExplosãoJose Roberto dos Santos100% (1)
- Catalogo de OportunidadesDocumento31 páginasCatalogo de OportunidadesRaxplorerAinda não há avaliações
- Catalogo OrdenBrasil 2020 - r3Documento49 páginasCatalogo OrdenBrasil 2020 - r3CarlosAinda não há avaliações
- Cotação Detalhado 30 2024Documento49 páginasCotação Detalhado 30 2024Jorge JanuarioAinda não há avaliações
- Polia Mademil Perfil C 8 CanaisDocumento4 páginasPolia Mademil Perfil C 8 CanaisAnderson MancianoAinda não há avaliações
- Repositorio de Erros - Validacao NF-e EstadualDocumento12 páginasRepositorio de Erros - Validacao NF-e EstadualFelipe David100% (1)
- Higienização em Redes de Dutos de Ar CondicionadoDocumento41 páginasHigienização em Redes de Dutos de Ar CondicionadoMauro GreffAinda não há avaliações
- VidrosDocumento132 páginasVidrossergiooiAinda não há avaliações
- Aic n24 22 Operacoes Simultaneas Dependentes em Pistas Convergentes Cro No Aeroporto Do Galeao SBGL Sob VMCDocumento6 páginasAic n24 22 Operacoes Simultaneas Dependentes em Pistas Convergentes Cro No Aeroporto Do Galeao SBGL Sob VMCSuellen SerejoAinda não há avaliações
- Filtros FAMEL Novedades Marzo 09 Rev0Documento17 páginasFiltros FAMEL Novedades Marzo 09 Rev0FLorenciaAinda não há avaliações
- Apostila - Introdução À AdministraçãoDocumento78 páginasApostila - Introdução À AdministraçãoPaulo Henrique100% (1)
- Tabela Aplicação Variadores SGV 2017Documento23 páginasTabela Aplicação Variadores SGV 2017marcos_s_lima50% (4)
- 1a Lista de Exercicios AvaliativosDocumento7 páginas1a Lista de Exercicios Avaliativosarthur_2011Ainda não há avaliações
- Planejamento e Gerenciamento de Obras PDFDocumento2 páginasPlanejamento e Gerenciamento de Obras PDFLuis Alves100% (1)
- Manual UsuarioDocumento6 páginasManual UsuarioluciliogomesAinda não há avaliações
- Reostatos de GRAFITEDocumento6 páginasReostatos de GRAFITELuis Filipe RosaAinda não há avaliações
- Exercício ResolvidoDocumento8 páginasExercício ResolvidoLucas Mutti SantanaAinda não há avaliações
- Edital 005-2013 - DocentesDocumento21 páginasEdital 005-2013 - DocentesmariejunoAinda não há avaliações
- Unifacs - Universidade Salvador Engenharia MecânicaDocumento7 páginasUnifacs - Universidade Salvador Engenharia MecânicaDanilo PeixotoAinda não há avaliações
- Fiat Strada Adventure CDDocumento4 páginasFiat Strada Adventure CDkledsonribeiro0% (1)
- CpuDocumento160 páginasCpuMariana Mossmann BatschauerAinda não há avaliações
- Permaban Wave Installation Guide AlphaFix V2Documento4 páginasPermaban Wave Installation Guide AlphaFix V2Inteligencia MercadoAinda não há avaliações
- Organização de Manutenção: Guia DaDocumento36 páginasOrganização de Manutenção: Guia DaJerry SantanaAinda não há avaliações
- Job-Catalogo-Mainline-Bus 2020 Paginado v4Documento6 páginasJob-Catalogo-Mainline-Bus 2020 Paginado v4Diego ManicaAinda não há avaliações
- Munditop PortafolioDocumento12 páginasMunditop PortafoliojaimeAinda não há avaliações
- Manual - LSE11 - Eletrolux Lavadora e SecadoraDocumento28 páginasManual - LSE11 - Eletrolux Lavadora e SecadoraLuccas Alves Gaulia100% (1)
- Guia de Bolso - ShureDocumento64 páginasGuia de Bolso - ShureEvando CésarAinda não há avaliações
- Prova 013Documento5 páginasProva 013Girlene MedeirosAinda não há avaliações
- Manual LG Lava e SecaDocumento44 páginasManual LG Lava e SecaDaniel QuadrosAinda não há avaliações