Escolar Documentos
Profissional Documentos
Cultura Documentos
Otimização e Panejamento de Macro Layout - Estudo de Caso
Enviado por
luizeduardo_deoTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Otimização e Panejamento de Macro Layout - Estudo de Caso
Enviado por
luizeduardo_deoDireitos autorais:
Formatos disponíveis
UNIVERSIDADE FEDERAL DE SERGIPE
CENTRO DE CINCIAS EXATAS E TECNOLOGIA
NCLEO DE ENGENHARIA DE PRODUO
CURSO DE ENGENHARIA DE PRODUO
So Cristovo/SE
2011
Luiz Eduardo Santos de Oliveira
OTIMIZAO E PLANEJAMENTO DE MACRO LAYOUT DE
PRODUO: UM ESTUDO DE CASO EM UMA FBRICA DE
ARTEFATOS PR-MOLDADOS DE CIMENTO
So Cristovo/SE
2011
Luiz Eduardo Santos de Oliveira
OTIMIZAO E PLANEJAMENTO DE MACRO LAYOUT DE
PRODUO: UM ESTUDO DE CASO EM UMA FBRICA DE
ARTEFATOS PR-MOLDADOS DE CIMENTO
Trabalho de concluso de curso apresentado ao curso de
Engenharia de Produo, da Universidade Federal de Sergipe,
como requisito parcial para a obteno do Ttulo de Engenheiro
de Produo.
Orientador (a): Prof. Dra. Veruschka Vieira Franca
So Cristovo/SE, 07 de dezembro de 2011
Luiz Eduardo Santos de Oliveira
OTIMIZAO E PLANEJAMENTO DE MACRO LAYOUT DE
PRODUO: UM ESTUDO DE CASO EM UMA FBRICA DE
ARTEFATOS PR-MOLDADOS DE CIMENTO
Trabalho de concluso de curso apresentado ao curso de
Engenharia de Produo, da Universidade Federal de Sergipe,
como requisito parcial para a obteno do Ttulo de Engenheiro
de Produo.
BANCA EXAMINADORA:
_______________________________________________________
Prof(a). Dra. Eng Veruschka Vieira Franca
Orientadora
______________________________________________________
Prof(a). Dr. Eng Reynaldo Chile Palomino
______________________________________________________
Prof(a). Msc. Luciano Fernandes Monteiro
Dedico este trabalho aos meus
pais, pessoas com que sempre
contei nos momentos de deciso e
os responsveis pelas minhas
melhores qualidades e virtudes
AGRADECIMENTOS
Agradeo a todos aqueles que de alguma forma contriburam para concretizao deste
trabalho.
A minha orientadora Professora Dra. Eng Veruschka Vieira Franca pela ajuda e
interesse na orientao deste trabalho.
Ao Engenheiro e empresrio Jonas Pedro Fabris que proporcionou apoio decisivo no
fornecimento de informaes necessrias para que este trabalho pudesse ser concludo.
Agradeo tambm ao colega Felipe Martins pelo auxlio e contribuio atravs de opinies
que agregaram valor ao desenvolvimento deste trabalho.
RESUMO
Nos dias atuais, empresas de manufatura de todos os portes esto sujeitas ao avano da
concorrncia e, consequentemente, a variaes na demanda por produtos e/ou perda de
mercado consumidor. Este cenrio causa uma reao das organizaes que buscam se manter
competitivas. Isso pode ser conseguido pela aplicao de ferramentas e tcnicas permitam
aprimorar os sistemas de produo dessas organizaes. Inseridas nessas tcnicas est o
desenvolvimento de projetos de arranjos fsicos de produo que permitam um fluxo de
materiais eficiente, facilitem o gerenciamento da produo e acelerem dessa forma a entrega
de produtos aos clientes. Neste estudo, analisado o desenvolvimento de um planejamento do
macro layout de produo de uma empresa fabricante de artefatos pr-moldados de cimento
utilizando as tcnicas do mtodo SLP (Systematic Layout Planning). A literatura especfica
sobre assunto foi consultada e informaes sobre a empresa relacionadas a produtos,
processos e utilizao do espao fsico foram levantadas junto aos envolvidos no processo
produtivo e atravs de observao direta. Aps isso, foi descrito processo de planejamento dos
arranjos fsicos aplicveis a rea produtiva da empresa.
Palavras-Chave: Layout, SLP, Arranjo fsico, Pr-moldado
ABSTRACT
Nowadays, manufacturing companies of all sizes are subject to the advancement of
competition and hence the variations in demand for products and/or loss of the consumer
market. This scenario causes a reaction of organizations seeking to remain competitive. This
can be achieved by the application of tools and techniques allow improving the production
systems of these organizations. Inserted in these techniques is the development of projects of
production of physical arrangements that allow an efficient flow of materials, facilitate the
management of production and thereby accelerate the delivery of products to customers. This
study analyzes the development of a planning layout macro to produce a manufacturer of
devices precast cement method using the techniques of SLP (Systematic Layout Planning).
The specific literature on the subject was consulted and information about the company
related to products, processes and use of space were raised with those involved in the
production process and through direct observation. After that, it was described the planning
process of the physical arrangements applicable to the company's production area.
Keywords: Layout, SLP, Physical Arrangement, Precast
LISTA DE ILUSTRAES
Figura 1 - Nveis de planejamento de layout............................................................................21
Figura 2 - Layout por Processo.................................................................................................23
Figura 3 - Exemplo de layout linear ou por produto.................................................................25
Figura 4 - Exemplo de Layout posicional ou por posio fixa.................................................26
Figura 5 - Manufatura Celular..................................................................................................28
Figura 6 - Variaes do layout celular......................................................................................29
Figura 7 - Exemplo de Layout misto ou hbrido.......................................................................31
Figura 8 - Matriz de layout e grfico volume-variedade..........................................................32
Figura 9 - Elementos do Planejamento de Espao...................................................................34
Figura 10 - Smbolos padronizados pela ANSI Y15.3M-1979................................................35
Figura 11 - Conveno de Afinidades......................................................................................36
Figura 12 - Exemplo de Diagrama de afinidades (relacionamento entre atividades)...............37
Figura 13 - Diagrama de Configurao....................................................................................38
Figura 14 - Diagrama de relacionamentos entre atividades.....................................................39
Figura 15 - Exemplo de plano de espao primitivo..................................................................41
Figura 16 - Exemplo de Resumo de limitaes........................................................................42
Figura 17 - Opes de layout definidas durante o planejamento Macro do Espao................43
Figura 18 Exemplo de Grfico Produto-Volume..................................................................45
Figura 19 - Exemplo de Diagrama de processo de um produto...............................................46
Figura 20 - Exemplo de diagrama de espao...........................................................................47
Figura 21 - Exemplo de Diagrama de processos mltiplos......................................................48
Figura 22 - Exemplo de diagrama De-Para...........................................................................49
Figura 23- Exemplo Checklist de infraestrutura fsica.............................................................50
Figura 24 - Exemplo de tabela para Anlise de fatores ponderados........................................52
Figura 25 - Layout atual da fbrica de pr-moldados..............................................................56
Figura 26 - Vigotas treliadas para laje....................................................................................57
Figura 27 - Anel para fossa......................................................................................................58
Figura 28 - Grfico Produto-Volume.......................................................................................62
Figura 29- Diagrama de Processo para as vigotas treliadas....................................................64
Figura 30 - Diagrama de Processo para os elementos de Acabamento e Drenagem................65
Figura 31 - Frma para fabricao de canaletas.......................................................................66
Figura 32 - Mesa Vibratria......................................................................................................66
Figura 33 - Diagrama de Processo da famlia de Elementos estruturais...................................67
Figura 34 - Diagrama de Processo da os Anis de Concreto....................................................68
Figura 35 - Extrao do anel de fossa da frma do anel vibratrio..........................................69
Figura 36 - Secagem da Tampa para Anel................................................................................69
Figura 37 - Diagrama de Processo da famlia dos elementos de construo............................70
Figura 38 - Diagrama de Espao da Fbrica.............................................................................73
Figura 39 - Perfil da ocupao do espao.................................................................................74
Figura 40 - Diagrama de espao para estoque de produtos acabados......................................75
Figura 41 - Perfil de espao de estoque por famlia de produtos.............................................76
Figura 42 - Betoneira para a preparao de concreto...............................................................77
Figura 43 - Secagem de canaletas.............................................................................................77
Figura 44 - Secagem de estacas (moures)...............................................................................78
Figura 45 - Frmas para vigotas...............................................................................................79
Figura 46 - Diagrama de Fluxo de Canaletas e Vigas Treliadas.............................................81
Figura 47 - Diagrama de Configurao A................................................................................87
Figura 48 - Diagrama de Configurao B................................................................................88
Figura 49 - Plano de espao primitivo A..................................................................................90
Figura 50 - Plano de espao primitivo B..................................................................................91
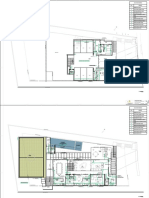
Figura 51 - Opo de Layout A...............................................................................................94
Figura 52 - Opo de Layout B................................................................................................95
LISTA DE TABELAS
Tabela 1 - Vendas por famlia de produtos no perodo de Junho/2010-Maio/2011..................61
Tabela 2 - Clculo do nmero de elementos de atividade do diagrama de processo...............71
Tabela 3 - Necessidades de Espao das reas da empresa........................................................72
Tabela 4 - UPE e Necessidades de espao................................................................................80
Tabela 5 - Diagrama De-Para entre UPEs dos fluxos principais...........................................82
Tabela 6 - Diagrama De-Para com a taxa de fluxo e as afinidades.......................................83
Tabela 7 - Diagrama de Afinidades..........................................................................................85
Tabela 8 - Comparao entre alternativas de Layout................................................................97
Tabela 9 - Avaliao de alternativas por anlise de fatores ponderados...................................99
LISTA DE QUADROS
Quadro 1 - Famlia de Elementos de Acabamento e drenagem................................................59
Quadro 2 Famlia de elementos de construo......................................................................59
Quadro 3 - Famlia de pr-moldados estruturais.......................................................................60
Quadro 4 - Razes para o grau de proximidade........................................................................84
Quadro 5 - UPE e Conveno de Smbolos ANSI....................................................................86
LISTA DE ABREVIATURAS E SIGLAS
ANSI American National Standards Institute
IVA ndice de Valor Agregado
SLP Systematic Layout Planning
UFE Unidade de Fluxo Equivalente
UPE Unidade de Planejamento de Espao
SUMRIO
1 INTRODUO.................................................................................................................14
1.1 Apresentao do Tema....................................................................................................15
1.2 Objetivo Geral..................................................................................................................15
1.3 Objetivos Especficos.......................................................................................................15
1.4 Justificativa.......................................................................................................................16
1.5 Delimitao do Tema.......................................................................................................16
1.6 Estrutura do Trabalho....................................................................................................16
2 REVISO DA LITERATURA.........................................................................................18
2.1 Layout de Produo.........................................................................................................18
2.1.1 Nveis de Planejamento de Layout...............................................................................20
2.1.2 Tipos de Layout.............................................................................................................22
2.1.3 Variedade-Volume e Tipo de Layout............................................................................31
2.2 Planejamento Sistemtico de Layout de Produo........................................................33
2.2.1 Diagrama de Configurao..........................................................................................34
2.2.2 Determinao dos Espaos para UPEs........................................................................39
2.2.3 Planejamento de Espao Primitivo..............................................................................41
2.2.4 Anlise de Limitaes...................................................................................................42
2.2.5 Planejamento do Macro Espao...................................................................................43
2.2.6 Tarefas e Ferramentas para a Obteno de Informaes...........................................44
2.2.6.1 Anlise Produto-Volume...........................................................................................44
2.2.6.2 Diagrama de Processo...............................................................................................45
2.2.6.3 Diagrama de Espao..................................................................................................47
2.2.6.4 Anlise de Fluxo de Materiais..................................................................................47
2.2.6.5 Identificao da Infraestrutura fsica........................................................................49
2.2.7 Seleo de Layout..........................................................................................................50
3 PROCEDIMENTOS METODOLGICOS.....................................................................53
4 APRESENTAO E ANLISE DE RESULTADOS...................................................55
4.1 Caracterizao da Empresa.............................................................................................55
4.2 Aplicao do Planejamento de Layout na Empresa......................................................55
4.2.1 Anlise Produto-Volume..............................................................................................60
4.2.2 Anlise de Processos Existentes...................................................................................63
4.2.3 Anlise de Espao.........................................................................................................71
4.3 Desenvolvimento do Planejamento de Layout.............................................................76
4.3.1 UPE Unidade de Planejamento de Espao.............................................................76
4.3.2 Anlise de Fluxo de Materiais ( Intensidade de Transporte)...................................80
4.3.3 Diagrama de Configurao........................................................................................86
4.3.4 Plano de Espao Primitivo..........................................................................................89
4.3.5 Projetando os Planejamentos de Macro Espao........................................................91
4.4 Seleo do Melhor Planejamento de Espao..................................................................96
5 CONCLUSO....................................................................................................................101
REFERNCIAS...................................................................................................................102
14
1 INTRODUO
Nas ltimas dcadas, tem-se observado que as empresas de manufatura vm passando
por profundas transformaes no mbito econmico e tecnolgico. Em termos econmicos,
essas organizaes esto inseridas em um processo de globalizao de mercados que tem
levado a um cenrio de competitividade atravs da busca por melhores posies de mercado.
Com base nisso, a ateno das empresas em fatores como a garantia de melhor produtividade
com reduo de custos e entregas aos clientes com mais qualidade em menos tempo passou a
ser uma necessidade, obrigando as empresas a promover melhorias constantes em seus
sistemas de produo.
Observando esse contexto, empresas de todos os portes enxergam a necessidade de
aprimorar, entre outros fatores, as suas estratgias de produo para poder competir nos novos
mercados. Para Lee (1998), o layout de fbrica a manifestao fsica da estratgia de
produo da empresa.
O projeto de arranjo fsico (layout) de uma operao produtiva preocupa-se com o
posicionamento fsico dos recursos de transformao. Definir o arranjo fsico decidir onde
colocar as instalaes, mquinas, equipamentos e pessoal da produo. uma caracterstica
que determina a aparncia e forma da operao produtiva, alm de definir a maneira segundo
a qual os recursos, sejam estes materiais, informaes, clientes, etc. fluem pela operao.
Com um arranjo fsico adequado possvel reduzir o custo de fabricao de um
produto, medida que se aumenta a produtividade e a eficincia obtida atravs de um
aproveitamento racional das reas envolvidas na produo, da otimizao das movimentaes
de materiais, produtos e pessoal envolvido atendendo, desta maneira, as necessidades dos
clientes.
O planejamento sistemtico de layout um conjunto de procedimentos que promove a
preparao para uma manufatura eficiente desde a sua base, promovendo resultados com
condies para receber estruturas e ferramentas modernas de produo.
15
O presente trabalho apresenta um planejamento de layout, baseado na bibliografia
especfica sobre o assunto, aplicado a uma instalao de produo de uma microempresa
fabricante de artefatos pr-moldados de cimento, resultando em um estudo de caso.
1.1 Apresentao do Tema
O tema deste trabalho o planejamento do macro layout da rea de produo de uma
microempresa fabricante de artefatos pr-moldados de cimento para a construo civil. Este
trabalho tem a sua relevncia acadmica justificada por apresentar a aplicao prtica de
conceitos relacionados ao projeto sistemtico de layout, encontradas nas referncias
bibliogrficas. Para a empresa, este trabalho servir de referencial para a definio da sua
estratgia de produo futura.
1.2 Objetivo Geral
Este trabalho tem por objetivo geral apresentar a aplicao do planejamento sistemtico
do layout para a otimizao e o rearranjo da rea de produo de uma microempresa
fabricante de peas pr-moldadas de cimento.
1.3 Objetivos Especficos
Os objetivos especficos so:
Fazer um levantamento atual da empresa (anlise produto-volume, processos
existentes e espao atual);
Identificar as unidades de planejamento de espao da nova unidade produtiva;
Levantar os requerimentos de espao para os postos de trabalho;
Identificar as limitaes das reas funcionais da fbrica no que refere ao rearranjo do
layout;
Apresentar na prtica tcnicas e ferramentas para o projeto de layout de instalao
com base na bibliografia especfica;
Desenvolver os layouts aplicveis para a empresa;
Avaliar e selecionar a melhor opo de layout.
16
1.4 Justificativa
Com base em uma anlise visual e em conversa com o seu proprietrio, a empresa foco
deste trabalho demonstrou no possuir um planejamento lgico de sua instalao de produo.
A partir desta informao, aliada ao interesse do proprietrio da empresa em melhorar seus
processos e a organizao da sua fbrica, surgiu o interesse em desenvolver um estudo que
avaliasse a aplicao do mtodo de planejamento de macro layout de produo que sirva de
referncia para a empresa na definio de seu planejamento futuro. pertinente comentar que
a empresa est localizada no municpio de Barra dos Coqueiros-SE, uma regio de visvel
expanso do mercado imobilirio em que o crescimento da demanda por materiais de
construo se faz uma hiptese plausvel.
As aplicaes dos mtodos e ferramentas utilizados neste trabalho no se limitam a
empresa estudada, mas servem como uma referncia para empresas que estejam tanto no
segmento de pr-moldados de cimento como outros tipos empresa do mesmo porte.
Esta monografia servir de contribuio acadmica como material fundamentado no
assunto, que o planejamento sistemtico de layout de produo.
1.5 Delimitao do Tema
Este trabalho se limita ao estudo da determinao do macro layout para a planta da
fbrica de uma empresa que produz artefatos pr-moldados de cimento, envolvendo somente a
sua rea de produo.
As sugestes para o novo macro layout so baseadas na necessidade de uma utilizao
racional do espao disponvel na fbrica, que busca maior agilidade na entrega de pedidos,
organizao e facilidade de superviso.
1.6 Estrutura do Trabalho
No primeiro captulo so apresentados os objetivos gerais e especficos, a justificativa,
bem como a delimitao e a estrutura do trabalho.
17
O segundo captulo corresponde reviso da literatura, com o intuito de buscar
informaes bibliogrficas necessrias para o correto entendimento do mtodo de
planejamento de layout e suas etapas.
O terceiro captulo define o tipo de pesquisa adotada e os procedimentos metodolgicos
que foram aplicados neste estudo de caso, bem como suas fases de realizao.
No quarto captulo, encontra-se a apresentao e a anlise dos dados e resultados. Esta
parte do trabalho apresenta a empresa, suas caractersticas e o desenvolvimento da aplicao
do mtodo de planejamento de layout, com o objetivo de apresentar e avaliar a eficcia do
mesmo na realidade encontrada.
E o quinto captulo apresenta comentrios e concluses sobre os resultados da
aplicao, algumas consideraes sobre a aplicao e sugestes para trabalhos futuros na rea.
18
2 REVISO DA LITERATURA
2.1 Layout de Produo
De acordo com Slack et al. (2007, p. 200): o arranjo fsico (layout) de uma operao
produtiva preocupa-se com o posicionamento fsico dos recursos de transformao. Colocado
de forma simples, definir o arranjo fsico decidir onde colocar todas as instalaes,
mquinas, equipamentos e pessoal da produo.
Segundo Corra e Corra (2008), o arranjo fsico de uma operao a maneira em que
os recursos esto fisicamente dispostos dentro uma instalao de operao.
Como em todo projeto, a definio do layout de uma instalao envolve uma fase de
planejamento. Quanto a isso, Gaither e Frazier (2008) discorre que planejar o layout de
instalao significa planejar a localizao de mquinas, utilidades, estaes de trabalho, reas
de atendimento ao cliente, depsitos de materiais, corredores, banheiros refeitrios,
bebedouros, divisrias internas, escritrios e salas de computador, e ainda os padres de fluxo
de materiais e de pessoas que circulam pelo prdio.
Quando as organizaes decidem elaborar ou modificar o layout de produo de suas
instalaes, alguns objetivos so pretendidos. Segundo Gaither e Frazier (2008) o layout de
uma operao manufatura pode auxiliar os seguintes objetivos: fornecer suficiente capacidade
de produo; reduzir o custo de manuseio de materiais; adequar-se as restries do lugar e do
prdio; garantir espao para as mquinas de produo; permitir elevada utilizao e
produtividade da mo-de-obra, das mquinas e do espao; fornecer flexibilidade de volume e
produto; garantir espao para banheiros e outros cuidados pessoais dos empregados; garantir
sade e segurana para os empregados; permitir facilidade de superviso; atingir os objetivos
com o menor investimento de capital.
Black (1998 apud SILVA, 2009) em seu trabalho destaca que: neste mundo de
competio internacional, o sucesso de uma unidade fabril depende do projeto de seu sistema
de manufatura. O sistema fabril deve satisfazer as necessidades de seus usurios, os clientes
internos da empresa.
19
A deciso de arranjo fsico uma parte importante da estratgia de operao. Um
projeto bem elaborado de arranjo fsico ser capaz de refletir e alavancar
desempenhos competitivos desejveis. H, por exemplo, tipos de arranjo fsico que
favorecem a flexibilidade das operaes, os fluxos mltiplos, a customizao; j h
outros que favorecem a eficincia dos fluxos e do uso dos recursos, Como muitas
das decises em operao, em determinadas situaes pode haver trade-offs
(conflitos) entre a obteno de flexibilidade e eficincia, por exemplo, utilizando um
projeto s de arranjo fsico. Da resulta a necessidade de subordinar a deciso de
arranjo fsico estratgica competitiva da operao. (CORRA; CORRA 2008,
p.408).
Para Slack et al. (2007), as decises de arranjo fsico definem como a empresa ir
produzir, alm disso a parte mais visvel e exposta de qualquer organizao. A
necessidade de estudar o arranjo fsico decorrente, tanto para a implantao de uma nova
fbrica quanto para a reformulao de plantas industriais j em operao.
As decises de layout so muito importantes, pois podem refletir diretamente no
desempenho da empresa e na satisfao do cliente.
Mudana de arranjo fsico frequentemente uma atividade difcil e de longa
durao por causa das dimenses fsicas de recursos de transformao movidos. O
rearranjo fsico de uma operao existente pode interromper seu funcionamento
suave, levando insatisfao do cliente ou perdas na produo. Se o arranjo fsico
est errado, pode levar a padres de fluxo longos ou confusos, estoque de materiais,
filas de clientes formando-se ao longo da operao, tempos de processamento
longos, operaes inflexveis, fluxos imprevisveis e altos custos. (SLACK et al.,
2007, p. 201).
Conforme Muther (1978), oito fatores devem ser estudados para a elaborao de um
bom layout: material, equipamento, mo-de-obra, movimentao, espera, servio, edifcio e
mudana.
No tocante ao material, Muther (1978) destaca que deve-se levantar todas as
caractersticas dos materiais envolvidos na produo, como: matrias-primas, refugos, sucatas
e materiais para embalagem e manuteno. O layout influenciado pelas caractersticas
qumicas e fsicas, a sequncia de operao e as quantidades.
As caractersticas referentes aos equipamentos envolvidos como dimenses, energia e
suprimentos, acessrios, suas alimentaes e operaes, resduos, sua manuteno precisam
ser conhecida, conforme Muther (1978). Essas caractersticas podem influenciar o layout.
De acordo com Muther (1978), a mo-de-obra direta ou indireta envolvida, superviso e
chefias, precisam ser levantadas. Adicionalmente informaes sobre organizao do setor,
20
instrues, residncia dos trabalhadores, meio de transporte, cultura, procedimentos,
segurana, ambiente (luz, temperatura, suprimentos; entre outros).
Sobre a movimentao so levadas em considerao as caractersticas da
movimentao, seus equipamentos envolvidos e seus depsitos. Uma parte importante do
estudo de layout relacionada ao fluxo de materiais, o espao para a movimentao e a
anlise desta movimentao (MUTHER, 1978).
Em referncia s esperas, buscam-se as caractersticas do armazenamento e atrasos,
considerando mtodo de armazenamento, localizao, manuteno de mquinas e o
equipamento utilizado.
Informaes sobre servios devem ser levados em conta, como: controle de acesso
(entrada e sada, estacionamento); comunicao (interna e externa); atividades de suporte a
produo (refeitrios, banheiros, treinamentos); equipamentos (manuteno).
Referente aos edifcios, Muther (1978) comenta que esses influenciam diretamente o
layout, pois podem determinar grande parte da configurao do mesmo. O mesmo autor ainda
comenta sobre as mudanas que podem afetar o layout na substituio de produtos, pessoal e
procedimentos.
O resultado de um bom layout trar ao arranjo melhorias em segurana e na satisfao
dos colaboradores para um ambiente com melhor aparncia em que realizada uma ocupao
mais racional do espao e que trs benefcios em termo mais tempo produtivo, flexibilidade e
facilidade de superviso.
2.1.1 Nveis de Planejamento de Layout
De acordo com Lee (1998), um projeto de instalao ideal deveria partir de um nvel
geral para um mais detalhado, da localizao global para o posto de trabalho. Ele divide o
projeto em cinco nveis, que so resumidos na Figura 1:
21
Figura 1 Nveis de planejamento de layout.
Fonte: Adaptado de Lee (1998).
No Nvel Global, Lee (1998) destaca que a empresa decide onde a mesma estar
localizada (mundo ou pas) e qual ser a sua misso. A misso um resumo de seus produtos,
processos e principais tarefas da produo, sendo um guia importante para os planejadores de
instalao. Alm da procura pela mo-de-obra mais barata e vantagens tributrias, outros
elementos devem ser levados em considerao, como as habilidades disponveis da mo-de-
obra, servios de apoio como suprimentos de materiais, por exemplo, polticas e s vezes a
geopoltica da regio.
Corra e Corra (2008) ressaltam que a etapa de deciso global de grande importncia
quando se prepara a manufatura para exportar ou aproximar-se de mercados mais vantajosos,
mas que afetam a deciso dependendo da natureza do negcio.
No nvel 2, de planejamento do supraespao, Lee (1998) afirma que quando ocorre o
planejamento do local, incluindo nmero, tamanho e localizao de prdios, bem como
infraestrutura como estradas, gua, gs e ferrovias. Esse planejamento deve prever expanses
da fbrica e possvel saturao do local.
De acordo com Gaither e Frazier (2008), alguns fatores adicionais afetam na escolha do
local estratgico referente ao nvel 2. Eles so: os custos dos locais, concentraes e
tendncias de clientes e cidados, tamanhos dos locais, proximidade a sistemas de transporte,
22
disponibilidade de servio pblico, restries de zoneamento, impactos ambientais,
disponibilidade e custos de materiais e suprimentos e a proximidade a indstrias de servio
relacionadas.
No nvel 3, Macro espao, Lee (1998) comenta que um macro espao planeja cada
prdio, estrutura ou outra subunidade da instalao.
Normalmente esse o nvel mais importante de planejamento, pois estabelece o foco
ou a organizao bsica da fbrica. Os projetistas definem e localizam departamentos
operacionais e determinam o fluxo geral de materiais (LEE, 1998, p.16). Este mesmo autor
ainda destaca que as decises de planejamento de macro-espao podem resultar em
flexibilidade aos novos produtos, custos reduzidos, alta qualidade e mo-de-obra flexvel. Por
outro lado, instalao mal planejada pode resultar em aumento do custo de manuseio,
confuso e inflexibilidade. Esses problemas podem causar dificuldade no lanamento de
novos produtos, entregas irregulares e excesso de estoque.
No Nvel Microespao que so definidas as localizaes dos equipamentos e mveis
de um determinado setor ou departamento. O projeto atua com nfase no espao pessoal e na
comunicao, cuidando-se sempre em no inibir ou desencorajar o trabalho em equipe (LEE,
1998, p.17).
Sobre quinto nvel, do Sub-microespao, Lee (1998) relata que as preocupaes se
concentram nas estaes de trabalho e nos operrios. Aqui, as estaes de trabalho so
projetadas visando eficincia, eficcia e segurana.
2.1.2 Tipos de Layout
Existem quatro tipos tradicionais de layout: layout funcional ou por processo, layout em
linha ou por produto, layout posicional e o layout celular. Esses conceitos de layout so os
mais encontrados nas empresas. Uma instalao tambm pode adotar uma combinao de
diferentes tipos bsicos de arranjo fsico resultando em um layout misto.
23
Layout funcional ou por processo
Neste tipo de arranjo, segundo Slack et al. (2007), as necessidades e convenincias dos
recursos transformadores que constituem o processo na operao dominam a deciso sobre o
arranjo fsico. No arranjo por processo, processos similares (ou processos com necessidades
similares) so localizados juntos um do outro. A razo pode ser que seja conveniente para a
operao mant-los juntos, ou que dessa forma a utilizao dos recursos transformadores seja
beneficiada. Isso significa que, quando produtos, informaes, ou clientes flurem pela
operao, eles percorrero um roteiro de processo a processo, de acordo com suas
necessidades.
Krajewski e Ritzman (2005) apontam que o arranjo fsico por processo mais usual
quando a mesma operao precisa produzir de modo intermitente muitos produtos diferentes
ou atender a muitos clientes diferentes. Os nveis de demanda so muito reduzidos ou
imprevisveis para os dirigentes separarem recursos humanos e de capital exclusivamente para
uma linha de produtos ou tipo de cliente.
Conforme mencionado anteriormente, no layout funcional as mquinas so dispostas de
acordo com sua funo. Para Corra e Corra (2008), o arranjo fsico funcional , em geral,
usado quando os fluxos que passam pelos setores so muito variados e ocorrem
intermitentemente. A Figura 2 exibe um exemplo de layout funcional ou por processo.
Figura 2 Layout por Processo
Fonte: Adaptado de Martins e Laugeni (2005)
24
As vantagens do layout funcional envolvem: grande flexibilidade para atender a
mudana de uma demanda de mercado, bom nvel de movimentao, atende a produtos
diferentes em quantidades variveis ao mesmo tempo, menor investimento na planta industrial,
alta flexibilidade de mix de produto, relativamente robusto em caso de interrupo de etapas,
superviso de equipamentos e fcil instalao.
As desvantagens so: baixa utilizao de recursos; pode ter alto estoque em processo ou
filas de clientes, fluxo complexo pode ser difcil de controlar.
Exemplo: supermercado alguns processos, como a rea que dispe de vegetais
enlatados, oferecem maior facilidade na reposio dos produtos se mantidos agrupados. Alguns
setores, como o da comida congelada, necessitam de tecnologia similar de armazenagem, em
gabinetes refrigerados. Outros, como as reas que dispem de vegetais frescos, podem se
mantidos juntos, pois dessa forma podem tornar-se mais atraentes aos olhos do cliente
(SLACK et al.,2007, p. 204).
Layout por Produto ou em Linha
Slack et al. (2007) afirmam que o arranjo fsico por produto (Figura 3) envolve localizar
os recursos produtivos transformadores inteiramente segundo a melhor convenincia do
recurso que esta sendo transformado. Cada produto, elemento de informao ou cliente segue
um roteiro pr-definido no qual a sequncia de atividades requerida coincide com a sequncia
dos processos fisicamente arranjados. O fluxo de produto, informaes ou clientes muito
claro e previsvel no arranjo fsico por produto, o que faz dele um arranjo relativamente fcil
de controlar.
25
Figura 3 Exemplo de layout linear ou por produto.
Fonte: Adaptado de Martins e Laugeni (2005)
Conforme Villar e Nbrega Jr. (2004), o arranjo fsico por produto est presente nos
processos empregados na produo em grande escala de produtos altamente padronizados,
como processos repetitivos em massa. A demanda pelos produtos normalmente estvel,
fazendo com que seus projetos tenham poucas alteraes no curto prazo, o que possibilita
semelhantemente produo contnua a montagem de uma estrutura produtiva altamente
especializada e pouco flexvel, onde os altos investimentos possam ser amortizados durante um
longo prazo.
Arranjo fsico por produto o mais adequado a operaes que processam grandes
volumes de fluxo que percorrem uma seqncia muito similar: empresas que
produzem um ou poucos produtos em altos volumes, ou que atendam a grandes
volumes de clientes que passam por uma seqncia comum de etapas no processo de
atendimento (CORRA; CORRA, 2008, p. 412).
Para Colmanetti (2001 apud DALMAS, 2004) algumas das caractersticas e vantagens
do layout por produto:
Fluxo suave, simples, lgico e direto;
Menor work in process do que no layout funcional;
Utilizado em sistema de produo contnua;
Produtos so fabricados em grande quantidade e semelhantes entre si;
Exige balanceamento de linha;
Equipamentos so dispostos de acordo com a seqncia de operaes e equipamentos
especiais podem ser utilizados;
26
Tempo total por unidade baixo.
Segundo Tompkins et al. (1996 apud SILVA, 2009) entre as desvantagens do layout por
produto destacam-se:
Uma parada de mquina interrompe toda linha de produo;
Mudanas no projeto do produto podem tornar toda linha de produo obsoleta;
Normalmente, existe a necessidade em investir em equipamentos de alto valor;
Baixa utilizao dos recursos para produtos de baixo volume.
Layout Posicional ou por posio fixa
Layout por posio fixa so usados quando um produto muito volumoso, grande,
pesado ou frgil. A natureza de posio fixa do layout minimiza a quantidade necessria de
movimento de produto (GAITHER e FRAZIER, 2008, p. 201).
Conforme Barella et al. (2006), no arranjo fsico posicional o produto ou material a ser
trabalhado permanece relativamente fixo enquanto os executores e as ferramentas
movimentam-se. Isso ocorre em situaes onde todo o processo produtivo se desenvolve em
uma rea restrita, como no caso de produo artesanal, construo de navios, avies e
equipamentos de grande porte. A Figura 4 ilustra um layout posicional.
Figura 4 Exemplo de Layout posicional ou por posio fixa.
Fonte: BARELLA et al., (2006)
27
Segundo Corra e Corra (2008), o arranjo fsico posicional caracteriza-se pelo material
ou pessoa processado pela operao ficar estacionrio ou por impossibilidade, ou por
inviabilidade, ou por inconvenincia de faz-lo mover-se entre as etapas do processo de
agregao de valor.
Algumas vantagens que podem ser identificas sobre este tipo de arranjo fsico so: a no
movimentao do produto, a possibilidade de terceirizao e a alta variedade de tarefas para a
mo-de-obra.
As desvantagens: a programao de espao ou atividades pode ser complexa, pode
significar muita movimentao de equipamentos e mo-de-obra.
Layout Celular
De acordo com Slack et al. (2007), o arranjo fsico celular aquele em que os recursos
transformados, entrando na operao, so pr-selecionados (ou pr-selecionam-se a si
prprios) para movimentar-se para uma parte especfica da operao (ou clula) na qual todos
os recursos transformadores necessrios a atender a suas necessidades imediatas de
processamento se encontram. A clula em si pode ser arranjada segundo um arranjo fsico por
processo ou por produto.
De acordo com Gaither e Frazier (2008), um layout de manufatura celular, apresentado
na Figura 5, seria tentado pelas seguintes razes:
As mudanas de mquinas so simplificadas;
Os perodos de treinamento para os trabalhadores so abreviados;
Os custos de manuseio de materiais so reduzidos;
Peas podem ser feitas e embarcadas mais rapidamente;
necessrio menos estoque de produtos em processo;
A produo mais fcil de automatizar.
H duas exigncias fundamentais para que peas sejam feitas em clulas:
A demanda para as peas deve ser suficientemente elevada e estvel, de forma que
tamanhos de lote moderados das peas possam ser produzidos periodicamente;
As peas que esto em considerao devem ser capazes de ser agrupadas em famlias de
28
peas. Dentro de uma famlia de peas, as peas devem ter caractersticas fsicas
similares e, dessa forma, elas exigem operaes de produo similares.
Figura 5 Manufatura Celular.
Fonte: Barella et al. (2006)
Apesar da simplicidade do conceito de clulas de manufatura, de acordo com Silva
(2009) a aplicao prtica envolve a anlise de diversos fatores, como:
Quantidade de componentes/peas que possa existir no cho-de-fbrica;
Necessidade de duplicao de mquinas;
Sistema de gerenciamento de clula;
Sistema de custeio da clula, etc.
Apesar de o layout celular ser caracterizado por muitos como a melhor disposio fsica
de mquinas este traz consigo um conjunto de vantagens e desvantagens. Para Tompkins et
al.(1996) e Black (1998) apud Silva (2009), as principais vantagens do layout celular so:
Reduo do tempo de manuseio do material e movimentao;
Reduo do tempo de setup de recursos produtivos;
Reduo da variabilidade do tempo de ciclo;
Fluxo suave de produo;
Com a padronizao dos processos o processo de automao das atividades torna-se mais
simples;
Melhor monitoramento, controle, resposta dos estoques e da qualidade dos itens
produzidos;
Criao de uma melhor ambiente de trabalho
multifuncionais.
Em relao s desvantagens da manufatura celular, a literatura no faz uma anlise
ampla, mas pode ser caro reconfigurar o arranjo
adicional e haver a reduo do nvel de utilizao de recursos.
Existem diversas formas de
variaes na disposio fsica de equipamentos em um
Figura 6.
Criao de uma melhor ambiente de trabalho atravs da utilizao de times
Em relao s desvantagens da manufatura celular, a literatura no faz uma anlise
caro reconfigurar o arranjo fsico atual, pois pode requerer capacidade
e haver a reduo do nvel de utilizao de recursos.
formas de layout celular, a mais tradicional o layout
variaes na disposio fsica de equipamentos em um layout celular so apresentadas na
Figura 6 - Variaes do layout celular
Fonte: Silva (2009)
29
atravs da utilizao de times
Em relao s desvantagens da manufatura celular, a literatura no faz uma anlise
, pois pode requerer capacidade
layout em U. Algumas
celular so apresentadas na
30
Layout Misto
O layout misto ocorre quando so aproveitadas as vantagens dos diversos tipos de
arranjo fsico.
Martins e Laugeni (2005) restringem a definio de arranjos fsicos hbridos (mistos):
so layout que se aproveitam das vantagens dos arranjos fsicos por processo e por produto,
tendo-se reas sequenciais com mesmo tipo de equipamento como no arranjo por processo,
sendo seguida por uma linha clssica, utilizada nos arranjos fsicos por produto.
Os gerentes de operaes tambm criam arranjos fsicos hbridos quando introduzem
clulas e automao flexvel, como um sistema de produo flexvel. Uma clula so duas ou
mais estaes de trabalho distintas localizadas prximas, por meio das quais um nmero
limitado de peas ou modelos processado utilizando fluxos lineares (KRAJEWSKI E
RITZMAN, 2005).
Conforme Slack et al.(2007), muitas operaes ou projetam arranjo fsico mistos, que
combinam elementos de alguns ou todos os tipos bsicos, ou usam de forma pura em diferentes
partes da operao. Um exemplo desta utilizao seria a planta do restaurante ilustrada na
Figura 7.
31
Figura 7 Exemplo de Layout misto ou hbrido.
Fonte: Slack et al. (2007)
2.1.3 Variedade-Volume e Tipos de Layout
A escolha da maneira em que vai ser planejado um layout passa pela identificao das
caractersticas fundamentais do processo produtivo. Uma anlise dos fatores variedade e
volume dir o processo mais adequado para o planejamento da instalao. Slack et al (2007)
fornecem uma matriz associada caracterstica volume-variedade para indicar o processo
apropriado, o que ilustrada a Figura 8.
32
Figura 8 - Matriz de layout e grfico volume-variedade.
Fonte: adaptado de Slack et al (2007).
De acordo com o prprio Slack et al (2007), quando o volume baixo e a variedade
relativamente alta, o fluxo no uma questo central. Neste caso a maior probabilidade
que um arranjo fsico posicional seja utilizado porque cada produto diferente dos outros e
porque produtos fluem pela operao muito pouco frequentemente. Em contrapartida, com
volumes maiores e variedade menor, o fluxo dos recursos transformados torna-se uma questo
mais importante que deve ser tratada pela deciso referente a arranjo fsico. Se a variedade
ainda alta, entretanto, um arranjo definido completamente por fluxo torna-se difcil porque
produtos ou clientes tero diferentes padres de fluxo. Quando a variedade de produtos e
servios se reduz de forma que um grupo de clientes com necessidades similares possa ser
identificado, mas a variedade ainda grande, um arranjo celular torna-se adequado. Quando
variedade de produtos e servios relativamente pequena, o fluxo de materiais, informaes ou
clientes pode ser regularizado e um arranjo fsico por produto pode tornar-se mais adequado,
como no caso de uma montadora de veculos.
33
Conforme a matriz, medida que diminui o volume e aumenta variedade, o fluxo
caminha para intermitente. Em uma tendncia oposta, o volume aumenta e a variedade
diminui, para um fluxo contnuo.
2.2 Planejamento Sistemtico de Layout de Produo
Este trabalho utiliza uma abordagem procedural baseado no mtodo de Planejamento
Sistemtico de Layout (SLP, da sigla em ingls) desenvolvido por Richard Muther na dcada
de 1960, e aperfeioada por outros autores, para o projeto de um macro espao de uma
instalao de produo. Nessa abordagem, Yang, Su e Hsu (2000) ressaltam que o projeto de
layout dividido em etapas que so resolvidas sequencialmente. O sucesso do projeto
dependente da proposio de alternativas de layout de qualidade que reflitam a experincia do
projetista. Alm disso, dados de entrada de qualidade no processo de projeto tambm
assumem um papel importante na definio de um arranjo para um layout de fbrica eficaz. A
escolha do arranjo fsico final dificultada quando vrios objetivos desejam ser alcanados
com a nova instalao.
Lee (1998), em seu livro, baseado no trabalho de Muther (1973), identifica que todo o
planejamento espao em cada nvel tem quatro elementos fundamentais e dois elementos
derivados. Os elementos fundamentais so: unidades de planejamento de espao (UPEs),
afinidades, espao e limitaes. Quando do desenvolvimento de um planejamento de espao,
necessrio definir e especificar inicialmente as UPEs. Em seguida, avaliar as afinidades
entre as UPEs. Utilizando as afinidades, avaliam-se ento as relaes entre UPEs para formar
um ou mais diagramas de afinidades. O diagrama de afinidades o primeiro elemento
derivado. O espao acrescido ao diagrama de afinidades produz um planejamento primitivo de
espao. As limitaes aplicadas ao planejamento primitivo de espao produzem o
planejamento do espao. A Figura 9 mostra essa evoluo.
34
Figura 9 - Elementos do Planejamento de Espao.
Fonte: Lee (1998)
Sero descritas etapas e apresentadas ferramentas que auxiliam nas anlises de um
projeto de layout, as mesmas sero descritas em uma sequncia lgica, conforme ilustrado na
Figura 9, para o desenvolvimento e otimizao de um arranjo fsico.
2.2.1 Diagrama de Configurao
Para se chegar ao diagrama de configurao antes necessrio conhecer as unidades de
planejamento de espao (UPEs) e posteriormente realizar uma anlise de afinidades para as
mesmas.
Conforme Lee (1998), UPEs so entidades organizadas pelos engenheiros de
planejamento de espao. No nvel macro so chamadas de clulas (o SLP utiliza o termo rea
de atividade). Uma clula pode ser um departamento, um depsito, um prdio ou um posto de
35
trabalho, conforme o arranjo fsico analisado.
Aps a definio das reas, utiliza-se os smbolos retirados da ANSI Y15.3M-1979, o
padro da American National Standards Institute para grficos de processo, que identifica o
tipo de atividade que atua em um produto. A Figura 10 mostra os smbolos e o que cada um
pode significar.
Figura 10 Smbolos padronizados pela ANSI Y15.3M-1979.
Fonte: American National Standards Institute (1980)
Na anlise de afinidades, Lee (1998) destaca que a comunicao ou interao pessoal
entre os colaboradores, movimentao de materiais entre os setores ou qualquer outro fator
que exija uma proximidade precisa ser verificada. As afinidades so os fatores que
influenciam diretamente na necessidade de uma proximidade ou no entre os setores ou
postos de trabalho. Changsen (2010) comenta que a anlise do grau de relacionamento
(afinidade) entre setores o ponto de partido do planejamento de sistemtico de layout, em
que tanto fatores quantitativos relacionados movimentao quanto qualitativos so avaliados
a fim de gerar as aproximaes entre reas funcionais. Lan e Zhao (2010) apontam a
intensidade de visitas entre departamentos (ou postos de trabalho, reas funcionais, etc.) e a
opinio das pessoas que transitam entre os mesmos como fatores que podem determinar a
localizao dessas reas de trabalho.
As afinidades entre UPEs so classificadas seis nveis e representadas por valores
numricos que variam de + 4 a -1. Os valores positivos da escala significam que UPEs devem
ser prximas. Relacionamento com valor negativo significa que as UPEs devem ficar
distantes. H tambm a classificao neutra, zero.
36
Uma escala de vogais tambm podem ser empregada na classificao de afinidades: A-
E-I-O-U-X. Essa escala foi criada por Richard Muther na dcada de 1960. A Figura 11
apresenta uma conveno de afinidades adaptada do sistema original de planejamento
sistemtico.
Figura 11 Conveno de Afinidades.
Fonte: Adaptado de Lee (1998)
A anlise de afinidades possvel atravs do diagrama de afinidades. similar a carta
de inter-relaes (ou diagrama de relacionamento) desenvolvida por Muther (1978) para
avaliar a proximidade entre as atividades de um processo no mtodo sistemtico de
planejamento. Segundo Elias et al.(1998), essa carta a melhor maneira de integrar os
servios de apoio aos departamentos de produo. Um exemplo de diagrama de afinidades
(relacionamento entre atividades) mostrado na Figura 12.
De acordo com Lee (1998), no diagrama de afinidades as diagonais representam cada
UPE. Quando se cruzam formam um losango. Na metade superior do losango, a classificao
da afinidade registrada utilizando a vogal ou a escala numrica exibida na Figura 11. Na
metade inferior do losango registra-se o fator principal ou os fatores principais que deram
origem afinidade.
37
Figura 12 - Exemplo de Diagrama de afinidades (relacionamento entre atividades).
Fonte: adaptado de Elias et al.(1998)
A anlise de afinidades entre as atividades definida utilizando-se as convenes
grficas ilustradas na Figura 11 e os smbolos padronizados pela ANSI (Figura 10). No
procedimento os smbolos representam as UPEs e linhas com diferentes larguras (quantidade
ou cores) dar o grau de afinidade entre as mesmas.
38
Esse diagrama gerado para anlise visual, de acordo com Lee (1998), uma
organizao especial idealizada que pode se transformar em um planejamento de espao.
Usando um processo interativo, o projetista ir manipular o diagrama at criar uma
organizao ideal ou quase ideal. Segundo Lee (1998), uma organizao quase ideal tem
linhas curtas para os altos graus de afinidade as custas dos graus de afinidades mais baixos.
Minimiza o cruzamento de linhas de afinidade. Esse processo de otimizao resultar no
diagrama de configuraes. Um exemplo de diagrama de configuraes exibido na Figura
13.
Figura 13 - Diagrama de Configurao.
Fonte: Lee (1998)
Gilbert (2004), utilizando uma abordagem mais tradicional, mas com efeito similar,
criou um esquema para representar unidades produtivas de um escritrio (Figura 14). O autor
agrupou atividades pela pessoa que as executa e cada grupo de atividades foi relacionado a
todos os outros com base no valor de proximidade desenvolvido no quadro de
relacionamentos (afinidades).
39
Figura 14 Diagrama de relacionamentos entre atividades.
Fonte: Gilbert (2004)
Na Figura 14, Gilbert (2004) ressalta a relao de proximidade pelo nmero de linhas
do relacionamento entre grupos, em que quatro linhas indicam relao de proximidade
absolutamente necessria, trs excepcional, duas importante, no havendo a presena de
relaes ordinrias (uma linha), neutras (zero) e indesejveis (negativas).
2.2.2 Determinao dos Espaos para UPEs
Cada UPE tem uma necessidade nica de espao. Algumas UPEs podem exigir apenas
alguns metros quadrados, enquanto outras exigem dezenas, centenas ou milhares de metros
quadrados (LEE, 1998, p.26).
Segundo Lee (1998), um planejamento de espao completo exige no s o
posicionamento de UPEs como a definio de seus tamanho e formato. O espao ocupado
pelas UPEs normalmente impede que o projetista honre todas as afinidades simultaneamente.
Yang, Su e Hsu (2000) comentam os requerimentos de espao de uma rea funcional ,
em parte, dependente da necessidade de espao de ferramentas e mquinas empregadas nesses
setores necessrios a produo. Alm disso, atividades suporte como manuteno,
comunicao entre colaboradores, manuseio de materiais, previso de futura expanso, etc
tambm so fatores determinantes na definio do espao requerido.
40
O clculo das UPEs normalmente feito em metros quadrados ou ps quadrados.
Segundo Lee (1998), o clculo das necessidades de espao usa um ou mais de seis mtodos.
So eles:
1 Clculo Elementar: cada mvel ou equipamento atribudo a uma UPE medido. Essas
dimenses so ento somadas para obter o volume total de espao. Espaos de
corredores, reas de armazenagem e outras necessidades tambm so includas na
soma.
um mtodo que consome tempo e esforo considerveis. Projees imprecisas podem
dificultar a determinao do espao ocupado por mveis e equipamentos. A
estimativa elementar principalmente uma metodologia de custo prazo.
2 Estimativa visual: usa modelos para representar mveis e equipamentos,
frequentemente trata apenas os equipamentos principais ou de larga escala. O
projetista posiciona os modelos em um layout, com base no seu julgamento ou
conhecimento de instalaes semelhantes. A preciso das projees pode ser
dificultada quando o espao ocupado por itens muito pequenos.
3 Transformao:um projetista considera a necessidade de espao de uma UPE existente
e usa essa necessidade como base para projetar necessidades futuras. Devem ser
feitos ajustes com base nas condies existentes como congestionamento ou
desperdcio de espao. Mudanas na produo ou no mix de produtos so
considerao adicionais, alm de novas tecnologias que precisem de menos ou mais
espao.
4 Padres de Espao: so teis em situaes repetitivas. Com base na experincia, as
necessidades de espao relacionadas a algum parmetro da empresa so
estabelecidas. Os padres exigem histrico, situaes imutveis e conhecimento ou
projees detalhadas. So comuns em layouts de escritrios. Cada departamento
recebe espao com base no nmero e na posio de pessoas atribudas a ele.
5 Proporo: o espao para uma determinada UPE vem de clculos de um outro espao.
A proporo funciona bem quando existe um histrico para apoi-lo.
6 Projeo de Razo: usa projees histricas para projetar o espao. Nesse mtodo, os
parmetros da empresa e o espao so correlacionados ao longo do tempo. Essas
razes podem mudar gradualmente ao longo do tempo. uma mtodo apropriado aos
planos de instalaes a longo prazo.
41
2.2.3 Planejamento de Espao Primitivo
Esta fase envolve o acrscimo de espaos ao(s) diagrama(s) de configurao. No
planejamento sistemtico de layout (SLP) o est etapa equivale ao processo de definio do
diagrama de inter-relaes entre espaos, em que o espao das reas funcionais (UPEs)
includo ao diagrama de relacionamentos entre atividades.
Segundo Lee (1998) o plano de espao primitivo comea com um diagrama de
configurao (Figura 15). Usando uma escala apropriada, os projetistas incluem um quadrado
ou retngulo com a rea calculada das UPEs prximo a cada smbolo de UPE. Numa segunda
etapa, movimentam o bloco de espao sob o smbolo de cada UPE ou movimentam o smbolo
de UPE sobre o bloco de espao. medida que o plano de espao primitivo se desenvolve,
ter que ser ampliado para adequar o espao sem sobreposies. O resultado deve ser uma
organizao compacta que honre as afinidades com a maior proximidade possvel. Muther
(1978) afirma que ajustadas s inter-relaes entre espaos j se configura um arranjo, desde
que os espaos tenham sido reunidos e adaptados da forma correta. No entanto, Lee (1998)
pondera que embora os projetistas devam comear a prever um formato de prdio nesse
momento, no devem buscar um layout final.
Figura 15 Exemplo de plano de espao primitivo.
Fonte: Lee (1998)
42
2.2.4 Anlise de Limitaes
Esta anlise ir conduzir o projetista a formulao das propostas de layout atravs do
ajustes e modificaes necessrio no diagrama de configurao. Para Muther (1978), as
limitaes prticas so consideraes que ditam restries de planejamento. Estas incluem
restries relativas a prdios j existentes, mtodos de manuseio de materiais j implantados,
sistemas de planejamento e controle das produes em vigor. A poltica da empresa, os
cdigos de obras, contratos coletivos de trabalho e regulamentao sobre tratamento de lixo
podem afetar o arranjo fsico. Alm disso, uma das mais importantes limitaes a questo da
economia de custos disponibilidades financeiras para o investimento.
Lee (1998) considera que as limitaes so condies que limitam o plano ideal de
espao. Uma forma de identificar limitaes apresentada na Figura 16.
Figura 16 Exemplo de Resumo de limitaes.
Fonte: Adaptado de Lee (1988)
A documentao acumulada do projeto para cada UPE e categoria revisada e as
limitaes so listadas. Um ponto ou marca associa cada limitao a uma determinada UPE.
(LEE, 1998, p. 91).
43
2.2.5 Planejamento do Macro Espao
Identificadas e analisadas as limitaes o projeto pode prosseguir com o planejamento
do Macro espao. Conforme Lee (1998), nesta etapa planejamento primitivo precisa se
adequar a um esboo do prdio. O prdio pode ou no existir ou pode ser uma estrutura
proposta.
De acordo com Lee (1998), as neste planejamento as opes de layout comeam a ser
preparadas com a sobreposio do esboo do prdio a um planejamento primitivo de espao.
Os blocos de espao devem se ajustar s caractersticas do prdio. O resumo de limitaes
deve ser consultado durante o posicionamento de cada UPEs.
Elias et al.(1998) estabelecem nesta fase uma escala adequada, para a planta, que
permita mostrar o plano inteiro em uma folha. Redistribuem as UPEs at integr-las s
condies de modificaes e s caractersticas fsicas. desenvolvido num primeiro momento
o arranjo de espaos ideal. Em seguida, o layout ajustado a forma da rea com uma mnima
variao do arranjo ideal. A Figura 17 ilustra exemplos de opes de layout desenvolvidas
como variaes do planejamento primitivo.
Figura 17 Opes de layout definidas durante o planejamento Macro do Espao.
Fonte: Adaptado de Elias et al. (1998).
44
2.2.6 Tarefas e Ferramentas para a Obteno de Informaes
Nesta seo so descritas, com base na bibliografia especfica, anlises e ferramentas
importantes para obteno de informaes teis na fundamentao das decises referentes ao
projeto de layout.
2.2.6.1 Anlise Produto-Volume
Segundo Muther (1978), produto e quantidade (volume) so os elementos que, direta ou
indiretamente, so responsveis por todas as caractersticas, fatores e condies do
planejamento de um arranjo fsico. necessrio, portanto, coletar fatos, estimativas e
informaes sobre esses dois elementos.
Por produto (ou material ou servio) devemos entender aquilo que produzido pela
empresa ou rea em questo, a matria-prima ou peas compradas, peas montadas ou
tratadas, mercadorias acabadas e/ou servios prestados ou processados. (MUTHER, 1978,
p.1). O mesmo autor define quantidade (ou volume) como o montante do produto ou material
produzido, fornecido ou utilizado. Podendo ser expressa em nmero de peas, peso, volume
ou valor do montante produzido ou vendido.
Conforme Lee (1998), a anlise de Produto-Volume (P-V) examina o contexto de tempo
atual e futuro dos produtos e seus volumes. Essa anlise ajuda o projetista a compreender a
relao entre vrios produtos. Os produtos de baixo e alto volume podem exigir equipamentos
e modos de produo diferentes. A anlise tambm define necessidades futuras, ajuda a
selecionar o melhor horizonte de planejamento e permite mudanas alm do planejamento de
espao imediato. Essa anlise fornece contribuies importantes para muitas tarefas
posteriores, devendo ser concluda no incio do projeto.
Muther (1978) comenta que para o projetista de layout, esse estudo de produto-volume
(produto-quantidade) de fundamental importncia, pois a base para a deciso sobre o tipo
de arranjo fsico que ser adotado: posicional, funcional, linear ou uma combinao dos
mesmos.
Uma anlise produto-volume envolve a classificao de produtos, matrias e itens
45
segundo determinados critrios e, posteriormente, o clculo da quantidade de produtos de
cada classe e a arrumao das classes em ordem decrescente de quantidade. O resultado um
diagrama que relaciona produto e volume (P-V), conforme o exemplo da Figura 18.
Figura 18 - Exemplo de Grfico Produto-Volume.
Fonte: Lee (1998)
Para Lee (1998) a anlise P-V pode ajudar no desenvolvimento da estratgia de
produo. Alto volume e variedade reduzida sugerem equipamento de linha de produo de
alta velocidade. Baixo volume e grande variedade sugerem um layout funcional. A variao
sazonal necessita de estratgias especficas para estoque e capacidade.
2.2.6.2 Diagrama de Processo
O objetivo do diagrama de processo a listagem de todas as fases do processo de
forma simples e rpida visualizao e entendimento. (CORRA; CORRA, 2008, p. 212).
Esses mesmos autores destacam a importncia da clareza, diagramas longos devero ser
divididos em subprocessos para facilitar as anlises, e da fidelidade, pois todas as alteraes
no processo devero documentadas nos diagramas para que reflitam a realidade dos
processos.
Lee (1998) comenta que em um diagrama de processo e fluxograma de materiais no
devem ser confundidos. Nos diagramas de processo, os smbolos (convenes ANSI
modificadas) no so localizaes, estaes de trabalho nem mquinas. Informaes sobre
46
quem, o que e onde esto contidas apenas no texto. As linhas no representam o movimento
do produto do trabalho, mas apenas uma sequncia de eventos. A Figura 19 ilustra um
exemplo de diagrama de processo (ou carta de processo) para um produto.
Figura 19 Exemplo de Diagrama de processo de um produto.
Fonte: Adaptado de Lee (1998)
No diagrama, as linhas horizontais indicam a entrada de itens provenientes de
fornecedores (internos ou externos a empresa). Caso existam mais itens, novas linhas so
adicionadas.
As linhas verticais indicam a sequncia dos eventos, onde so representadas as
operaes do processo com seus respectivos smbolos. As setas horizontais tambm iro
representar a incluso de vrios itens num determinado ponto do processo.
47
2.2.6.3 Diagrama de Espao
O diagrama de espao faz parte da anlise de espao atual. Conforme Lee (1998) esse
diagrama indica qual o foco do layout existente, se est focalizado no produto ou uma
combinao, se h produtos que so produzidos em linha, em uma clula ou utilizam modos
de layout funcional. Alm disso, os diagramas fazem um perfil do espao e revelam se h
desequilbrio na utilizao da rea. Os espaos podem ser classificados por grupos de
produtos e codificados atravs de cores, conforme ilustra a Figura 20.
Geralmente, um resultado da anlise espao a totalizao da rea de cada classe de
espao e a representao das mesmas em um grfico de setores circulares.
Figura 20 Exemplo de diagrama de espao.
Fonte: Lee (1998)
2.2.6.4 Anlise de Fluxo de Materiais
A anlise do fluxo de materiais consiste na determinao da melhor seqncia de
movimentao dos materiais atravs das etapas exigidas pelo processo e a determinao da
intensidade ou magnitude desses movimentos. (MUTHER, 1978, p.21). O mesmo autor
ainda ressalta que o fluxo de permitir que o material se movimente progressivamente pelo
processo, sem retornos, desvios, cruzamentos, etc.
Lee (1998), afirma que medida que o planejamento de espao evolui e vrias opes de
layout so consideradas, a anlise de fluxo de materiais pode ajudar na avaliao.
48
H diversos mtodos para anlise de fluxo de materiais. Muther (1978) e Lee (1998)
destacam o diagrama P-V como um guia para a escolha do mtodo mais apropriado.
Muther (1978) destaca os seguintes critrios para a escolha do melhor mtodo de anlise
de fluxo de materiais:
1 Para um ou poucos produtos padronizados, utiliza-se a carta de processo (diagrama de
processo, ilustrado na Figura 19) ou alguma carta de fluxo.
2 Para vrios produtos utiliza-se o carta de processos mltiplos (diagrama de processos
mltiplos, ilustrado na Figura 21), quando montagem e desmontagens no esto
envolvidas.
3 Para muitos produtos ou itens:
a) Combinar os produtos em grupos e proceder conforme o item 1 ou 2.
b) Selecionar ou fazer uma amostragem dos tipos de produto, aplicando-se ento o item 1
ou o item 2
4 Para produtos muito diversificados utiliza-se a carta De-para(diagrama De-para,). A
Figura 22 ilustra um exemplo de desse diagrama.
Figura 21 Exemplo de Diagrama de processos mltiplos.
Fonte: Villar e Nogueira Jr.(2004)
Para o projeto sistemtico de layout, Corra e Corra (2008) citam o diagrama De-
para (Figura 22). Neste grfico os totais de fluxos entre departamentos so somados em
ambas as direes, ento com base nos valores encontrados as prioridades de proximidades
so estabelecidas.
49
DE/PARA EMBALAGEM
RECEBIMENTO/
DESPACHO
ARMAZM TOTAIS
EMBALAGEM 0 400 0 400
RECEBIMENT
O/DESPACHO
0 0 2000 2000
ARMAZM 400 1600 0 2000
TOTAIS 400 2000 2000
Figura 22 Exemplo de diagrama De-Para.
Fonte: Adaptado de Corra e Corra (2008)
De acordo Lee (1998), para medir o fluxo, necessrio definir uma Unidade de Fluxo
Equivalente (UFE). Est unidade pode ser estabelecida com a ajuda da anlise P-V, diagramas
de processo e a classificao dos materiais de observao em grupos gerenciais. Estes se
baseiam nas caractersticas de movimentao dos materiais.
A UFE uma medida composta por duas partes, Lee (1998) cita as unidades de material
por unidade de tempo, por exemplo, paletes por dia (metal); unidades por dia (produtos
eletrnicos); etc. Quando existe um tipo de material utiliza-se a unidade normal, por exemplo,
toneladas ou peas.
Definida a UFE, as anlises de fluxo de materiais podem prosseguir com um ou mais
dos mtodos anteriormente comentados.
2.2.6.5 Identificao da Infraestrutura fsica
A infraestrutura fsica d suporte ao processo produtivo, mas sem necessariamente
participar dele. Pode ser representada por: refeitrios, departamentos de manuteno,
ventilao, reas para sistemas de ar condicionado, centrais eltricas, etc.
Segundo Lee (1998), um checklist da infraestrutura fsica ajuda a catalogar esses
recursos. Essa lista conter informao para a tarefa de definio de clulas (UPEs, neste
contexto de planejamento) em etapas mais a frente do projeto.
O uso e a anlise do checklist envolve um pequeno grupo de pessoas qualificadas e que
conheam todo o processo. Pode ser dividido por rea, conforme o exemplo da Figura 23,
com lacunas ao lado de cada recurso para assinalar o que j foi verificado.
50
Figura 23- Exemplo Checklist de infraestrtutra fsica.
Fonte: Adaptado de Lee (1998)
2.2.7 Seleo de Layout
Este a fase em que o projetista obtm varias opes viveis de layout e os envolvidos
no projeto devem decidir qual opo usar. Os critrios de deciso surgem a partir dos
objetivos. So fatores que podem ser avaliados de forma quantitativa e qualitativa.
Lee (1998) cita como critrios de deciso: economia na movimentao de materiais,
comunicao mais eficaz, conformidade com padres aceitos, trabalho em equipe mais
eficiente, custo inicial, custo operacional, melhoria da qualidade, maior confiabilidade na
entrega, entre outros.
Os critrios de escolha podem ser decisivos ou qualificadores. Para Lee (1998), a
proposta de layout atender s normas convencionadas qualificador, mas o arranjo fsico
51
conferir benefcios adicionais associados ao desempenho, como a melhoria de custo,
normalmente um fator decisivo.
H algumas ferramentas que podem ser utilizadas para avaliao de propostas de layout,
as principais so: Anlise de fluxo de Materiais (SHA), anlise financeira, fatores Positivos-
Negativos Interessantes (PNI) e Anlise de fatores Ponderados. Lee (1998), em seu livro,
define essas ferramentas de avaliao.
A SHA examina a intensidade de movimentao entre UPEs, e desenvolve uma
medida associando custo e dificuldade. (LEE, 1998, p.91). Essa anlise faz grande utilizao
de mtodos quantitativos e tcnicas como transporte, diagramas e grficos de fluxo.
A anlise financeira, segundo Lee (1998, p. 91), envolve estimativas de custo, retorno
sobre investimento (ROI) e retorno. So mtodos quantitativos, mas que em muitas situaes
envolvem julgamentos qualitativos.
A Anlise de Fatores Positivos-Negativos-Interessantes (PNI) uma variao da tcnica
brainstorming. Nessa anlise, primeiramente cada fator do plano de espao avaliado em
termos de seus aspectos positivos, e em seguida pelos aspectos negativos. Finalmente,
focaliza nos aspectos interessantes ou nicos (LEE, 1998, p.91). Estes fatores podem ser
listados em uma tabela, e frequentemente revela aspectos no percebidos, estimulando o
consenso e o trabalho em equipe.
A anlise de fatores ponderados resulta numa deciso baseada em uma combinao de
vrios fatores, tanto quantitativa como qualitativos. representada por uma tabela, conforme
a Figura 24, que lista na segunda coluna os fatores que podem influenciar o macro layout. A
terceira coluna preenchida com os valores do peso de cada fator que foi definido pelos
juzes responsveis pelo projeto com base na estratgia da empresa, e podem ser quantificados
de 1 a 10. Nas colunas centrais da tabela esto as opes que sero avaliadas. Cada opo
possui duas colunas, uma para atribuir a vogal de classificao e outra para preencher com os
valores das multiplicaes entre a escala de afinidades (+4 a -1) com o peso atribudo pelo
grupo para determinado fator.
Aps o preenchimento da tabela, as colunas devem ser somadas. A coluna da alternativa
que apresentar o maior total ser considerada a melhor opo de layout.
52
Figura 24 Exemplo de tabela para Anlise de fatores ponderados.
Fonte: Lee (1998)
53
3 PROCEDIMENTOS METODOLGICOS
No tocante aos procedimentos tcnicos, este trabalho realiza um estudo de caso, pois, de
acordo com Yin (2001), foca em uma de situao atual inserida em um contexto da vida real.
Especificamente, na aplicao de um planejamento sistemtico de layout de produo nas
instalaes de uma microempresa. Foram coletadas informaes atravs de pesquisa
bibliogrfica, entrevistas e coleta em campo.
Com base na definio de Gil (1991 apud SILVA; MENEZES, 2001), este trabalho
tambm pode ser classificado como uma pesquisa exploratria, pois busca um maior
entendimento do assunto estudado atravs de um levantamento bibliogrfico, facilitando
assim a delimitao do tema e definio dos objetivos da pesquisa.
Este trabalho se prope a demonstrar a utilizao da metodologia de planejamento de
layout em uma instalao de produo de pequeno porte e analisar propostas de layout a fim
de encontrar aquela que melhor atenda as demandas futuras da empresa atravs de um projeto
lgico do espao fsico baseado em fatores quantitativos e qualitativos.
Os procedimentos empregados neste estudo envolveram as seguintes fases e atividades:
Levantamento de informaes sobre produtos, volumes e estoques;
Anlise de processos produtivos existentes;
Dimensionamento e anlise de espao fsico;
Aplicao do mtodo de planejamento de layout no nvel macro;
Anlise de fluxo de materiais (intensidade de transporte);
Definio de UPEs e anlise de afinidades;
Planejamento do espao primitivo;
Levantamento das limitaes ao planejamento de espao;
Projeto e seleo de layout;
Consideraes sobre o estudo de caso.
A fase de levantamento de informaes iniciais contou com a utilizao de planilhas
eletrnicas e editores de textos do pacote de software Microsoft Office para a organizao e
tratamento das informaes coletadas.
54
No dimensionamento e anlise de espao fsico foi utilizado o Autocad da Autodesk,
em que foi possvel mapear a ocupao do terreno e definir os requisitos de espao das reas
funcionais. Informaes sobre os principais processos de manufatura foram organizadas em
diagramas de processo com o auxilio do software Microsoft Visio. As anlises dessas
informaes permitiram iniciar a descrio do processo de planejamento do layout.
O trabalho prosseguiu com a anlise do fluxo em termos da intensidade de transporte
entre as unidades de planejamento de espao (UPE, que so os postos de trabalho da fbrica) e
anlise de afinidades entre as mesmas.
No planejamento de espao primitivo pde-se apresentar um plano do layout para uma
condio ideal de projeto. Posteriormente, feitos os ajustes no espao considerando as
limitaes ao projeto do espao, chegou-se a opes de layout. Estas opes foram avaliadas e
o arranjo fsico mais adequado foi selecionado para a empresa foco deste estudo.
O trabalho de projeto relatado neste estudo foi apoiado em referncias extradas durante
a pesquisa bibliogrfica, uma parte fundamental dos levantamentos realizados.
55
4 APRESENTAO E ANLISE DE RESULTADOS
4.1 Caracterizao da Empresa
A empresa, foco deste estudo, fabricante de artefatos pr-moldados de cimento e atua
a quatro anos no mercado sergipano (desde dezembro de 2007), est localizada na Rodovia
J.Campos, na regio central do municpio de Barra dos Coqueiros, estado de Sergipe. A
empresa possui atualmente 5 funcionrios alocados na rea produo que trabalham 8 horas
dirias, sendo classificada como microempresa. A variedade de produtos da empresa chega a
28 itens diferentes, uma parte desses variando apenas nas dimenses.
A maior parte do que produzido destina-se a pessoa fsica, clientes que desejam
executar um projeto de construo ou reforma. Os pr-moldados fabricados so feitos a base
de areia, cimento, gua e brita (para formar o concreto), alm de ferro ou ao treliado, para
os elementos reforados. A produo basicamente manual, mas a mistura da massa
realizada com betoneiras. As ordens de produo so determinadas em parte pelos pedidos
dos clientes ou com base na experincia do empresrio relacionada demanda. O estoque de
produtos acabados mantido at a realizao do pedido do cliente e a disponibilidade do
frete, que necessita ser contratado fora da empresa para que as entregas sejam feitas aos
clientes.
O proprietrio da empresa deseja melhorar a utilizao do espao fsico da planta,
organizar os processos de fabricao e acelerar a sada de pedidos. Dessa forma, o empresrio
demonstrou receptividade com a idia de uma possvel interferncia positiva na realidade
atual de sua fbrica.
Recentemente, novas concorrentes apareceram no mercado de comrcio e fabricao
pr-moldados no municpio de Barra dos Coqueiros. Este fato influenciou consideravelmente
o responsvel pela empresa a tentar aprimorar os seus processos e utilizar os seus recursos
produtivos de forma mais eficaz.
4.2 Aplicao do Planejamento de Layout na Empresa
O incio do processo de planejamentos de layout comeou com o levantamento dos
56
processos existentes e o dimensionamento da planta atual.
Atualmente, a empresa est instalada em um terreno de 926 m
2
que apresenta uma
visvel desproporo na distribuio de reas de movimentao e desorganizao de estoques.
A Figura 25 ilustra a diviso das reas identificadas no layout atual da fbrica.
Figura 25 Layout atual da fbrica de pr-moldados.
Fonte: Elaborado pelo autor
57
Paralelamente ao acompanhamento dos processos da fbrica foram levantadas
informaes sobre produtos e as vendas da empresa. O mix de produtos oferecidos pela
empresa formado por cerca de 28 itens, peas com diferentes formas e tamanhos. A relao
de produtos formada por itens empregados na construo civil, como: vigotas treliadas,
Anel para fossa, tampas para fossa, meio-fio, blocos, canaletas, colunas (quadrada e circular),
combogs (diversos), caixas de aterramento, caixas de ar condicionado, estacas (ou moures),
lavanderias, pergolados, vigas para estrutura, placas, piso sextavado, rufos, lajotas de luz,
coxeiras, alm das variaes de alguns dos produtos citados.
Como a variedade de produtos encontrada totaliza um nmero considervel, superior a
25 itens, optou-se por agrupar os produtos em cinco famlias, conforme a semelhana do
processo de fabricao dos itens. Esse agrupamento objetivou facilitar o trabalho de anlise
dos processos existentes.
A primeira famlia identificada foi a de pr-lajes, formada apenas pela viga treliada.
um elemento que pode ser vendido juntamente com lajotas cermicas para construo de
lajes. O processo de fabricao deste elemento envolve o uso de grandes frmas para o
despejo do concreto e ao treliado que adicionado massa ainda fresca. As vigotas com
trelia so vendidas ou por metro ou combinado com lajotas, vendida por metro quadrado de
laje. A Figura 26 exibe vigotas treliadas prontas para venda.
Figura 26 Vigotas treliadas para laje.
Fonte: A Empresa
O anel para fossa outro elemento cujo processo de fabricao peculiar fez com que
58
neste trabalho ele fosse analisado como uma famlia de pr-moldado. O concreto aps o
preparo depositado em uma frma circular adaptada a um motor que faz vibrar o conjunto
para a compactao com anis de ferro. Aps a fabricao o anel para fossa o mesmo fica
disponvel para a venda. Esse artefato ilustrado na Figura 27.
Figura 27 Anel para fossa.
Fonte: A Empresa
A famlia ilustrada pelas peas exibidas no Quadro 1 formada por combogs,
canaletas, colunas, bloco, meio-fio, piso sextavado e outros itens empregados em estruturas de
drenagem ou acabamento nas construes. Os itens so moldados em pequenas frmas e
extrados das mesmas em uma rea especfica para a secagem.
59
Quadro 1 Famlia de Elementos de Acabamento e drenagem
Canaleta Combog Escama Coluna circular
Coluna quadrada Lajota para luz Piso Sextavado
Fonte: A Empresa
Foram classificados como elementos de construo as tampas para fossa, placas e rufos.
Essas peas, com exceo das tampas para fossa, so fabricadas conforme as dimenses
fornecidas pelo cliente. So fabricadas em concreto reforado com ferro. O Quadro 2 exibe a
famlia de elementos de construo.
Quadro 2 Famlia de elementos de construo
Tampas para fossa Placas Rufos
Fonte: A Empresa
60
Foi identificada a famlia de pr-moldados do grupo gerencial de elementos estruturais.
Esse grupo formado pelas vigas portadas, estacas, pergolados e vigas reforadas (que no
so vigas para laje). Esta feita em concreto armado com ao treliado, os demais so
reforado com ferro. A etapa do processo de produo desses elementos que os diferenciam
dos demais itens das outras famlias de produtos a utilizao de frmas especficas em uma
mesa vibratria para a compactao e moldagem dos artefatos. O Quadro 3 ilustra o grupo dos
elementos estruturais.
Quadro 3 - Famlia de pr-moldados estruturais
Estacas (Moures) Vigas de Portada Vigas Reforadas
Fonte: A Empresa
As informaes sobre vendas dos produtos de cada famlia foram levantadas. Os dados
coletados permitiram a realizao de uma anlise relacionando os produtos e o volume de
vendas de cada famlia de pr-moldado fabricado na empresa.
4.2.1 Anlise Produto-Volume
As informaes sobre os produtos fabricados pela empresa foram levantadas juntamente
com dados sobre o volume de vendas de cada produto. Essa busca resultou em uma lista com
o total das vendas da empresa, para um perodo doze meses (Tabela 1) por famlia de
produtos. O perodo referente aos dados sobre vendas foi considerado satisfatrio para as
anlises iniciais, uma vez que em uma empresa que possui apenas quatro anos de existncia,
um ano um perodo significativo. A Tabela 1 lista as famlias de produtos identificadas e os
61
seus respectivos volumes de vendas referentes ao perodo de junho de 2010 a maio de 2011.
Tabela 1 - Vendas por famlia de produtos no perodo de Junho/2010-Maio/2011
Famlia Produto
Especificao
de venda
Valor unit. Total do Ano
Pr-Lajes Viga Treliada (m) m R$ 7,00 R$ 172.287,43
Total da Famlia
R$ 172.287,43
Anis de Concreto Anel de Fossa unidade R$ 45,00 R$ 14.760,00
Total da Famlia
R$ 14.760,00
Elementos de
Acabamento/
Drenagem
Canaleta da Grande unidade R$ 1,00 R$ 1.133,00
Canaleta da Pequena unidade R$ 0,85 R$ 7.522,50
Canaleta de Canto unidade R$ 1,50 R$ 0,00
Combog de 12 Furos unidade R$ 5,00 R$ 1.635,00
Combog de 1 Furo unidade R$ 2,00 R$ 1.254,00
Combog de 4 Furos unidade R$ 5,00 R$ 140,00
Combog Escama unidade R$ 5,00 R$ 330,00
Combog Flor unidade R$ 5,50 R$ 38,50
Coluna Quadrada unidade R$ 4,00 R$ 5.304,00
Coluna Circular 20x26 unidade R$ 4,00 R$ 0,00
Coluna Circular 30x20 unidade R$ 4,00 R$ 628,00
Coluna Circular 20x20 unidade R$ 4,00 R$ 72,00
Coluna Circular 20x34 unidade R$ 6,00 R$ -
Meio Fio unidade R$ 9,00 R$ 351,00
Blocos unidade R$ 0,85 R$ 1.020,00
Piso Sextavado unidade R$ 1,50 R$ 37,50
Caixa de Aterramento unidade R$ 5,00 R$ 250,00
Lajota de Luz unidade R$ 2,00 R$ 12,00
Caixa de Ar Condicionado
Grande
unidade R$ 50,00 R$ -
Caixa de Ar Condicionado
Pequena
unidade R$ 40,00 R$ -
Lavanderia unidade R$ 65,00 R$ -
Total da Famlia
R$ 19.727,50
Elementos de
Construo
Tampa de Fossa unidade R$ 25,00 R$ 3.300,00
Placa m R$ 50,00 R$ 6.661,50
Rufos m R$ 10,00 R$ 2869,50
Total da Famlia
R$ 12.831,00
Elementos de
Estruturais
Coxeira unidade R$ 70,00 R$ 140,00
Viga Portada m R$ 6,00 R$ 6.497,40
Estacas (Moures) m R$ 6,00 R$ 8.487,00
Pergolado m R$ 10,00 R$ 2.269,30
Viga Reforada m R$ 10,00 R$ 295,00
Total da Famlia
R$ 17.688,70
Total Geral
R$ 237.294,63
Fonte: A Empresa
62
As vendas de cada produto um indicativo do seu volume de produo. Neste aspecto a
viga treliada foi o produto que mais se destacou, representando o produto mais importante
fornecido pela empresa. Com os dados de vendas foi possvel montar um perfil dos produtos
agrupados atravs de um grfico produto-volume, conforme ilustrado pelo grfico da Figura
28.
Figura 28 Grfico Produto-Volume.
Fonte: A Empresa
A anlise do grfico P-V revela os principais produtos fabricados na instalao e torna-
se a base para o projeto do processo, avaliar necessidades de espao, armazenamento e anlise
de fluxo de materiais. Conforme o Figura 28, dois grupos de produtos (famlias), as pr-lajes
(vigotas treliadas) e os elementos de acabamento e drenagem, foram responsveis por 81%
do total de vendas da empresa em um ano. Esse resultado explica o fato do layout atual da
fbrica ser orientado em funo do processamento dessas duas famlias de produtos e,
consequentemente, ocupar uma parte significativa da rea de produo da empresa. A
participao das vendas dos dois grupos de produtos citados tambm um indicativo da
capacidade produtiva da empresa para esses itens que atualmente est em 238 m/dia de vigas
treliadas e 310 canaletas/dia (tipo pequeno e grande), citando os principais produtos.
A produo das vigotas treliadas elevada, sucedidas pelos elementos de
acabamento/drenagem. O grfico da Figura 28 evidencia um nvel desproporcional de
73%
81%
88%
95%
100%
0%
20%
40%
60%
80%
100%
120%
R$ -
R$ 20.000,00
R$ 40.000,00
R$ 60.000,00
R$ 80.000,00
R$ 100.000,00
R$ 120.000,00
R$ 140.000,00
R$ 160.000,00
R$ 180.000,00
R$ 200.000,00
Pr-Lajes Elementos
de
Acabamento
e Drenagem
Elementos
de
Estruturais
Anis de
Concreto
Elementos
de
Construo
T
o
t
a
l
d
e
V
e
n
d
a
s
M
e
n
s
a
i
s
Grupos de Produtos (Famlias)
Grfico Produto-Volume
Vendas Mensais
Part. nas Vendas
63
famlias de produtos e vendas (quantidade produzida). Este fato aliado a grande variedade de
tamanhos de vigas e peas em geral torna propenso o uso de um arranjo fsico funcional ou
celular no processo de produo da fbrica.
Durante o levantamento de dados sobre a empresa, conversas informais com o dono da
empresa revelaram alguns planos futuros para a fbrica. Essa foi oportunidade para mapear
uma possvel estratgia. O empresrio deseja organizar a rea de produo atual, facilitar o
trabalho de carga e descarga de matria-prima e produtos acabados, tornar mais fcil a
movimentao dentro da rea da fbrica e dispor de espao para uma futura substituio de
mquinas e ferramentas.
O crescimento da concorrncia e a recente expanso do setor da construo civil, tanto a
nvel municipal quanto estadual pode influenciar a demanda futura da empresa. Para Muther
(1978), o ideal ao planejar um novo arranjo fsico seria utilizar como base a projeo de dados
futuros, isto , deve-se projetar para que os dados estejam de acordo com as condies
existentes no momento de uso do novo layout.
Durante o levantamento de dados relacionados s vendas da empresa, verificou-se que
s havia disponvel no local dados de apenas um ano das receitas produzidas. Um volume de
dados considerado pelos planejadores como insuficiente para a realizao de uma projeo de
vendas eficaz. Ento, optou-se por orientar o planejamento do layout com base no melhor
aproveitamento do espao fsico existente.
4.2.2 Anlise de Processos Existentes
Est fase do projeto envolve o conhecimento da sequncia de atividades que compem
o processo de fabricao de cada produto ou famlia de produtos. As convenes da ANSI
modificadas (Figura 10) so utilizadas para representar os diferentes eventos que formam o
produto do trabalho nos processos. Neste trabalho, devido grande variedade de produtos
fabricados pela empresa analisada, foram agrupados em famlias conforme a semelhana dos
seus processos de fabricao e descritos em diagramas de processo.
A sequncia de tarefas para a produo de cada famlia de produtos foi mapeada. A
Figura 29 ilustra o diagrama de processo para as vigotas treliadas (pr-lajes).
64
Figura 29- Diagrama de Processo para as vigotas treliadas.
Fonte: Elaborado pelo autor
O diagrama de processo levanta questionamentos quanto a alteraes no processo. A
fabricao de vigas treliadas utiliza como matria-prima bsica areia, a brita e o cimento para
preparar o concreto em betoneiras. Aps a preparao da massa, o concreto enviado para
frmas de ao lubrificadas onde despejado e espalhado, respeitando os limites definidos
para o comprimento de viga desejado. O prximo passo a fixao do ao treliado nas
frmas com concreto ainda fresco. Esperado o perodo de secagem de 24 horas, as vigas so
extradas e transportadas at o estoque de produtos acabados para esperar a entrega at o
cliente.
O processo de fabricao das vigotas treliadas apresenta mais etapas relacionadas
operao do que ao transporte e armazenamento. A empresa no possui uma rea dedicada
65
inspeo ou qualquer tipo de controle de qualidade, e os atrasos no so relacionados
diretamente a sequncia de fabricao. Esse processo realizado por 3 trabalhadores que se
revezam na execuo de cada tarefa.
O diagrama da Figura 30 ilustra a sequncia de eventos que descreve o processo de
fabricao da famlia dos elementos de acabamento e drenagem (canaletas, combogs, pisos,
colunas, etc.). So peas comercializadas por unidade e o segundo grupo de produtos mais
importante da empresa em termos de vendas.
Figura 30 - Diagrama de Processo para os elementos de Acabamento e Drenagem.
Fonte: Elaborado pelo autor
A fabricao desses itens exclui a utilizao de brita na mistura da massa e utiliza frmas
(Figura 31) para moldagem das peas. A secagem dessas peas ocupa uma rea significativa
66
do layout de produo atual, isso significa que qualquer tentativa de incremento de
capacidade para esses elementos implica no aumento de espao necessrio para esse processo
na rea do arranjo fsico final. Para a produo das peas de acabamento ou drenagem apenas
um trabalhador realiza todas as tarefas para um tipo de produto, sendo que durante a
realizao deste trabalho 2 empregados estavam encarregados da produo desses artefatos.
Figura 31 Frma para fabricao de canaletas.
Fonte: A empresa
O processamento dos produtos da famlia de elementos estruturais (vigas reforadas,
pergolados,estacas e vigas de portada) diferente ao dos demais famlias de produtos devido a
utilizao de ao treliado ou filetes de ferro que so introduzidos nas frmas para reforar a
pea e utilizarem a mesa vibratria (Figura 32), uma mesa retangular de ao provida com um
motor que quando acionado faz a mesma vibrar para que haja a compactao do concreto na
frma. A Figura 33 ilustra sequncia de processamento dessa famlia de pr-moldados.
Figura 32 Mesa Vibratria.
Fonte: A empresa
67
Figura 33 - Diagrama de Processo da famlia de Elementos estruturais.
Fonte: Elaborado pelo autor
A produo de anis para fossa realizada com a compactao do concreto reforado
com anis ferro utilizando um dispositivo chamado de anel vibratrio. A Figura 34 descreve o
processo produtivo para anis de concreto.
O anel vibratrio um equipamento provido de um motor e adaptado a um suporte
mvel que permite compactar e dispor os anis de concreto em qualquer parte da rea de
68
secagem movendo todo o conjunto (frma, motor e suporte). A Figura 35 apresenta a
utilizao anel vibratrio e a extrao do anel de fossa da frma na rea de secagem.
Figura 34 - Diagrama de Processo da os Anis de Concreto.
Fonte: Elaborado pelo autor
69
Figura 35 Extrao do anel de fossa da frma do anel vibratrio.
Fonte: A empresa
No processo da famlia dos elementos de construo (tampa para fossa, placas e rufos)
so utilizados os mesmos materiais e matria-prima empregados na fabricao dos elementos
estruturais. Porm, o trabalho manual realizado para produo daqueles maior. Para a
moldagem das peas o concreto despejado nos moldes com ps, paralelamente adicionado
o ferro para reforar a estrutura do pr-moldado. A secagem (Figura 36) realizada na mesma
rea em que a pea moldada. O diagrama de processo para esses pr-moldados exibido na
Figura 37.
Figura 36 - Secagem da Tampa para Anel.
Fonte: A empresa
70
Figura 37 - Diagrama de Processo da famlia dos elementos de construo.
Fonte: Elaborado pelo autor
Conhecidos os diagramas de processos de cada famlia de pr-moldados da empresa
possvel avaliar nvel de agregao de valor de cada processo. Para isso, foi somado o nmero
de smbolos (conveno da ANSI, Figura 10) de cada tipo, nos diagramas de processo. Isso
permitiu estimar o ndice de valor agregado (IVA) para cada processo. A Tabela 2 lista os
smbolos dos eventos descritos e a soma com que os mesmos aparecem nos diagramas.
71
Tabela 2 Clculo do nmero de elementos de atividade do diagrama de processo.
N Smbolos
Operao
Espera/
Atraso
Estocagem Transporte Inspeo
Famlia de
Pr-moldado
Total IVA
Pr-Lajes
(Vigotas
Treliadas)
13
(43,3%)
1 (3,3%)
5
(16,6%)
11
(36,6%)
0
(0%)
30
(100%)
43,3%
Elementos de
acabamento/
Drenagem
11
(46%)
1(4,17%)
4
(16,6%)
8
(33,3%)
0
(0%)
24
(100%)
46%
Elementos
Estruturais
13
(42%)
1
(3,22%)
5
(16,12%)
12
(38,7%)
0
(0%)
31
(100%)
42%
Anis de
Concreto
15
(48,4%)
1
(3,22%)
5
(16,12%)
10
(32,25%)
0
(0%)
31
(100%)
48,4%
Elementos de
Construo
13
(43,3%)
1
(3,3%)
5
(16,6%)
11
(36,6%)
0
(0%)
30
(100%)
43,3%
Fonte: Elaborado pelo autor
Lee (1998) comenta que somente o smbolo de operao soma valor ao processo. Dessa
forma, para se obter o ndice de valor agregado de cada processo foi calculado o percentual
das atividades de processo para todos os diagramas. Conforme a Tabela 2, o IVA dos
processos da empresa encontra-se entre 43% e 49%, o ciclo de produo que mais agrega
valor ao produto o dos anis de concreto, com IVA de 48,4%. Porm, Lee (1998) afirma que
um processo bem planejado esse ndice deve ser de no mnimo 60%.
As informaes da Tabela 2 revelam uma oportunidade para uma reduo dos
elementos de transporte e movimentao. O percentual de atividades de transporte foi
considerado alto pelo responsvel pela empresa, acima de 30% para todos os processos.
4.2.3 Anlise de Espao
O levantamento da rea fsica (Tabela 3) demonstrou um equilbrio na utilizao espao
no layout atual fbrica entre as reas destinadas a processo, transporte e armazenagem.
72
Tabela 3 Necessidades de Espao das reas da empresa.
reas
Funcionais/Servios
rea (m
2
)
1 Estoque de MP Bsica 132,00
2 Estoque de Cimento 13,88
3
rea de Preparao da
Argamassa 6,62
4
rea de Preparao do
Concreto 9,96
5 Moldagem 1 13,00
6 Moldagem 2 15,15
7 rea de Secagem 1 36,40
8 rea de Secagem 2 28,40
9 rea de Secagem 3 17,52
10 Anel Vibratrio 4,70
11 Mesa Vibratria 3,00
12 Corte de Anel de Ferro 3,16
13
Corte de Filetes de
Ferro 2,00
14
Estoque de Ao
Treliado 7,00
15 Frmas para Vigotas 1 28,00
16 Frmas para Vigotas 2 17,34
17 rea de Secagem 4 2,90
18 Reservatrio de gua 1,77
19 Estoque de leo 2,63
20
Estoque de produtos
acabados 130,02
21 Recebimento/Expedio 138,00
22 Escritrio 13,3
23 Sala de Ferramentas 14,44
24 Instalaes Pessoais 32,18
25 Trfego 252,63
Total()
926
Fonte: Elaborado pelo autor.
De acordo com o diagrama de espao da Figura 38 e o grfico da Figura 39, um
percentual de 35,2%, do terreno da instalao espao de valor agregado (processo). A
quantidade de espao utilizado para transporte (e espaos vazios) e armazenagem, que
representam respectivamente 27,3% e 32,6% da rea total, revelam uma oportunidade para a
redistribuio proporcional do espao para trfego e a melhoria na organizao e controle dos
estoques.
73
Figura 38 Diagrama de Espao da Fbrica.
Fonte: Elaborado pelo autor
As reas para depsito de matrias
desordenadas e dispersas pela rea da fbrica
de espao no mostra um planejamento claro da
Figura 40 e o grfico da Figura 41
percentual da rea ocupada por cada famlia
os respectivos nveis de vendas
ocupam uma rea de estoque superior a de canaletas, combogs
acabamento/drenagem).
1,4%
27,3%
Figura 39 Perfil da ocupao do espao.
Fonte: Elaborado pelo autor
para depsito de matrias-prima e produtos acabados
pela rea da fbrica, conforme ilustrado pela F
de espao no mostra um planejamento claro das reas de armazenagem
40 e o grfico da Figura 41, nos locais reservados para armazenamento de produtos
rea ocupada por cada famlia de produtos apresentou uma
nveis de vendas das mesmas, com exceo dos elementos estruturais que
ocupam uma rea de estoque superior a de canaletas, combogs e colunas (elementos de
35,2%
32,6%
3,5%
Perfil de Espao
rea de Processo
Depsito
Escritrio
Transporte e rea Vazia
Servio
74
prima e produtos acabados encontram-se
, conforme ilustrado pela Figura 38. O diagrama
armazenagem. De acordo com a
os locais reservados para armazenamento de produtos, o
uma compatibilidade com
com exceo dos elementos estruturais que
e colunas (elementos de
rea de Processo
Depsito
Escritrio
Transporte e rea Vazia
Servio
75
Figura 40 Diagrama de espao para estoque de produtos acabados.
Fonte: Elaborado pelo autor
Figura 41
4.3 Desenvolvimento do Planejamento d
4.3.1 UPE Unidade de Planejamento de Espao
Com base nos diagramas de processos e
ocupao do espao fsico na empresa foram definidas as UPEs.
utilizadas as reas funcionais e de apoio anteriormente relacionadas
1 Estoque de matria-prima bsica
brita.
2 Estoque de cimento: sala reservada para estocagem
3 rea de preparao de
preparao da mistura de areia, cimento e gua sem a adio de brita.
fica uma das duas betoneiras
4 rea de preparao de concreto
geralmente destinada
artefatos que necessitam dessa
22%
19%
Perfil de Estoque por Famlia de Produtos
Figura 41 Perfil de espao de estoque por famlia de produtos.
Fonte: Elaborado pelo autor
Desenvolvimento do Planejamento de Layout
Unidade de Planejamento de Espao
Com base nos diagramas de processos e no levantamento de
ocupao do espao fsico na empresa foram definidas as UPEs. Nesse processo foram
utilizadas as reas funcionais e de apoio anteriormente relacionadas na T
prima bsica: a rea onde ficam dispostos os suprimentos de areia e
: sala reservada para estocagem de cimento que vem
rea de preparao de Argamassa: recebeu este nome por ser uma rea utilizada na
preparao da mistura de areia, cimento e gua sem a adio de brita.
fica uma das duas betoneiras (Figura 42) da fbrica.
rea de preparao de concreto: possui uma funo semelhante
destinada a preparao de concreto (que utiliza brita)
ssitam dessa mistura.
40%
19%
1%
Perfil de Estoque por Famlia de Produtos
Pr-
Elementos de Acabamento/
Drenagem
Elementos Estruturais
Anis de Concreto
Elementos de Construo
76
Perfil de espao de estoque por famlia de produtos.
de informaes sobre a
Nesse processo foram
Tabela 3.
: a rea onde ficam dispostos os suprimentos de areia e
vem do fornecedor.
recebeu este nome por ser uma rea utilizada na
preparao da mistura de areia, cimento e gua sem a adio de brita. o espao onde
semelhante a rea anterior, mas
brita) para fabricao de
Perfil de Estoque por Famlia de Produtos
-Lajes
Elementos de Acabamento/
Drenagem
Elementos Estruturais
Anis de Concreto
Elementos de Construo
77
Figura 42 Betoneira para a preparao de concreto.
Fonte: A empresa.
5 Moldagem pr-moldados leves: a juno das reas de moldagem 1 e 2 e a rea de
secagem 1. um espao onde ocorre a moldagem e secagem de pr-moldados (Figura 43)
de menor volume como canaletas, colunas, combogs, blocos, etc.
Figura 43 Secagem de canaletas.
Fonte: A empresa.
78
6 Moldagem de pr-moldados pesados: o espao utilizado para compactar o concreto nas
frmas com o auxilio da mesa vibratria e tambm para a secagem de estacas (moures),
pergolados, vigas reforadas (famlia dos elementos estruturais), placas, tampas para fossa
e outros pr-moldados de maior volume. A rea de secagem 4 listada na Tabela 3 foi
combinada a esta UPE. A Figura 44 exibe a estacas dispostas para secagem.
Figura 44 Secagem de estacas (moures).
Fonte: A empresa
7 Moldagem de Anel de Concreto: UPE definida neste projeto para representar o espao
operacional ocupado pelo anel vibratrio e rea de secagem 3. o espao reservado para
compactao do concreto para fazer anis de fossa e a secagem dos mesmos.
8 Corte de Anel de Ferro: espao em que disposto o ferro que vem do fornecedor e onde
feita a medio e corte de anis que entram na armao dos anis de concreto.
9 Corte de Filetes de Ferro: onde so cortados fios de ferro para reforar peas de maior
volume como estacas, placas, vigas portadas, etc.
10 Estoque de Ao Treliado: um estoque que ocupa uma rea significativa da fbrica e
mantm um material de difcil manuseio. O ao treliado utilizado na fabricao de
vigotas para lajes.
11 Frmas para vigotas: rea das frmas para a fabricao de vigas treliadas. uma UPE
formada pela combinao das duas reas que no layout atual so utilizadas com o mesmo
propsito. A Figura 45 exibe as frmas para vigotas treliadas utilizadas.
79
Figura 45 Frmas para vigotas.
Fonte: A empresa
12 Reservatrio de gua: estoque de gua alimentado por um cano conectado a uma bomba
que extrai a gua de um poo.
13 Estoque de leo: rea para os barris que armazenam o leo diesel utilizado para lubrificar
as frmas, o lubrificante geralmente armazenado em dois barris de 160 L (no
necessariamente armazenando todo esse volume) .
14 Estoque de produtos acabados: rea de estoque de produtos prontos para expedio.
15 Recebimento/Expedio: representa toda a rea anexa ao porto da fbrica, onde
estacionam veculos de fornecedores ou para entrega de produtos.
16 Sala de Ferramentas: onde so guardados os moldes, frmas e outras ferramentas e
equipamentos que auxiliam na produo.
Todo o espao ocupado por produtos acabados foi reunido em uma s entidade. Os
estoques de matria-prima bsica (areia e brita), cimento, leo, gua e ao treliado formaram
diferentes UPEs. Esses materiais possuem caractersticas qumicas e fsicas distintas, e por
isso necessitam de condies de armazenagem especficas em locais diferentes.
As reas de escritrios, instalaes pessoais e circulao so tratadas como reas
paralelas de apoio no sendo includas na relao de UPEs que entraro no diagrama de
afinidades. A Tabela 4 relaciona todas as UPEs definidas e suas necessidades de espao.
80
Tabela 4 UPE e Necessidades de espao.
UPE rea (m
2
)
1 Estoque de MP Bsica 132,00
2 Estoque de Cimento 13,88
3
rea de Preparao da
Argamassa
6,62
4 rea de Preparao do Concreto 9,96
5 Moldagem de Pr-Moldados Leves 55,72
6 Moldagem de Pr-Moldados Pesados 31,40
7 Moldagem de Anel de Concreto 25,12
8 Corte de Anel de Ferro 3,16
9 Corte de Filetes de Ferro 2,00
10 Estoque de Ao Treliado 7,00
11 Frmas para Vigotas 45,34
12 Reservatrio de gua (estoque) 1,77
13 Estoque de leo 2,63
14 Estoque de produtos acabados 130,02
15 Recebimento/Expedio 138,00
16 Sala de Ferramentas 14,44
Total ()
619,06
Fonte: Elaborado pelo autor
Devido limitao de espao fsico do terreno as necessidades de espao de cada UPE
foram definidas conforme o resultado das medies diretas e do clculo elementar. A proposta
de layout ser feita em funo do melhor rearranjo das reas existentes na instalao.
4.3.2 Anlise de Fluxo de Materiais (Intensidade de Transporte)
Nesta etapa do processo de planejamento do layout analisada a intensidade do
transporte entre as UPEs anteriormente definidas. uma anlise que ir ajudar a identificar as
primeiras prioridades de proximidade entre reas funcionais.
Os fluxos de materiais da fabricao de vigotas treliadas e canaletas, por representarem
os principais processos em termos de rea fsica ocupada e da importncia relativa desses
produtos para as receitas da empresa, foram analisados. No layout atual distncia percorrida
em um ciclo de produo de uma vigota treliada de 10 m corresponde a um deslocamento de
410,72 metros, enquanto que para se produzir uma canaleta o trabalhador percorre uma
81
distncia de aproximadamente 296 metros. A Figura 46 exibe o diagrama de fluxo do
processo dos dois produtos citados.
Figura 46- Diagrama de Fluxo de Canaletas e Vigas Treliadas
Fonte: Elaborado pelo autor
O diagrama De-Para foi escolhido para quantificar a intensidade de transporte entre as
reas operacionais dos dois principais processos, pois a produo dos mesmos intermitente e
82
envolve um volume de produo de mdio a elevado com variedade.
De acordo com Muther (1978) a intensidade de transporte pode ser representada por
vrias unidades, mas comumente utiliza-se o nmero de viagens ou a quantidade de
movimento. Lee (1998) comenta que so raras as situaes em que os layouts lidam com um
tipo de material, pois a forma do material muda no decorrer do processo. A empresa analisada
realiza todo o seu transporte de materiais por meio de carrinhos-de-mo e durante o processo
de fabricao os materiais modificam em termos de volume, forma e composio. Com base
nisso, neste projeto optou-se pela escolha do nmero de viagens realizadas por dia como
unidade de fluxo equivalente (UFE).
Durante a fase levantamento de dados atravs de observao direta e da quantificao
do volume de material necessrio para a produo dos principais itens da empresa foi possvel
estimar o nmero de viagens realizadas por dia entre as reas de funcionais. A Tabela 5 exibe
o diagrama De-Para combinado para as duas famlias de produtos escolhidas.
Tabela 5 Diagrama De-Para entre UPEs dos fluxos principais.
De/Para
E
s
t
o
q
u
e
d
e
M
P
B
s
i
c
a
E
s
t
o
q
u
e
d
e
C
i
m
e
n
t
o
r
e
a
d
e
P
r
e
p
a
r
a
o
d
a
A
r
g
a
m
a
s
s
a
r
e
a
d
e
P
r
e
p
a
r
a
o
d
o
C
o
n
c
r
e
t
o
M
o
l
d
a
g
e
m
d
e
P
r
-
M
o
l
d
a
d
o
s
L
e
v
e
s
E
s
t
o
q
u
e
d
e
A
o
T
r
e
l
i
a
d
o
F
r
m
a
s
p
a
r
a
V
i
g
o
t
a
s
R
e
s
e
r
v
a
t
r
i
o
d
e
g
u
a
(
e
s
t
o
q
u
e
)
E
s
t
o
q
u
e
d
e
l
e
o
E
s
t
o
q
u
e
d
e
p
r
o
d
u
t
o
s
a
c
a
b
a
d
o
s
S
a
l
a
d
e
F
e
r
r
a
m
e
n
t
a
s
Estoque de MP Bsica 24 36
Estoque de Cimento 8 12
rea de Preparao da
Argamassa
32
24
rea de Preparao do Concreto
48 48
Moldagem de Pr-Moldados
Leves
2 33 4
Estoque de Ao Treliado
22
Frmas para Vigotas
4 38
Reservatrio de gua (estoque)
Estoque de leo
Estoque de produtos acabados
Sala de Ferramentas
Fonte: Elaborado pelo autor
Na tabela 5 as clulas destacadas em azul identificam o fluxo em nmero de viagens/dia
83
para o processo de fabricao de canaletas e as clulas em verde para fabricao de vigotas
treliadas. Os valores de fluxo (frequncia de viagens) permitiram identificar as primeiras
afinidades entre UPEs. Utilizando como critrio uma taxa de fluxo e distribuies de
prioridades de proximidade sugeridas por Lee (1998, p.26) e Muther (1978, p.32) foram
classificados os relacionamentos entre os pares de UPEs, utilizando a escala de vogais (A-E-I-
O-U-X) que fornece o grau de afinidades.
Os valores da taxa de fluxo da Tabela 6 resultaram da diviso do nmero viagens por
dia entre pares de UPEs (Tabela 5) pelo maior valor em quantidade de viagens (48 viagens)
encontrado para o fluxo dos dois principais processos analisados. As afinidades foram
atribudas segundo o seguinte critrio: A (absolutamente importante), para taxas maiores que
0,90; E (excepcional), valores maiores que 0,40 at 0,90; I (importante), para valores de taxa
maiores que 0,1 at 0,40; O (comum), para taxas inferiores o iguais a 0,1.
Tabela 6 Diagrama De-Para com a taxa de fluxo e as afinidades.
Pares de UPEs
Taxa de
Fluxo
Afinidades De Para
Estoque de MP Bsica rea de Preparao da Argamassa 0,50 E
Estoque de MP Bsica rea de Preparao do Concreto 0,75 E
Estoque de Cimento rea de Preparao da Argamassa 0,17 I
Estoque de Cimento rea de Preparao do Concreto 0,25 I
rea de Preparao da Argamassa Moldagem de Pr-Moldados Leves 0,67 E
rea de Preparao da Argamassa Reservatrio de gua (estoque) 0,50 E
rea de Preparao do Concreto Frmas para Vigotas 1 A
rea de Preparao do Concreto Reservatrio de gua (estoque) 1 A
Moldagem de Pr-Moldados Leves Sala de Ferramentas 0,083 O
Moldagem de Pr-Moldados Leves Estoque de leo 0,042 O
Moldagem de Pr-Moldados Leves Estoque de produtos acabados 0,69 E
Estoque de Ao Treliado Frmas para Vigotas 0,46 E
Frmas para Vigotas Estoque de leo 0,083 O
Frmas para Vigotas Estoque de produtos acabados 0,79 E
Fonte : Elaborado pelo autor
Os relacionamentos nulos entre pares de UPEs foram desconsiderados na Tabela 6, mas
a eles no foi atribudo o valor de afinidade U (inexistente). A relao entre esses pares ser
novamente avaliada para as afinidades no relacionadas ao fluxo.
As prioridades de proximidade obtidas com o diagrama De-Para na Tabela 6 sero
reunidas aos resultados das afinidades no relacionadas aos fluxos principais atravs da matriz
de afinidades. Nesta a fase as UPEs que no entraram no diagrama De-Para sero includas.
84
O diagrama de afinidades o resultado do entendimento dos processos de fabricao e
da anlise de fluxo. Sua funo mapear as necessidades de proximidade entre reas, baseado
fatores qualitativos e quantitativos, utilizando o critrio de afinidades de vogais popularizado
por Muther (1978), ilustrado na Figura 11. O Quadro 4 lista as razes selecionadas para
compor os motivos dos relacionamentos entre as reas e a Tabela 7 ilustra o diagrama
definido para a fbrica.
Quadro 4 Razes para o grau de proximidade.
N Razo
1 Fluxo
2 Convenincia
3 Uso Comum de Equipamento
4 Deslocamento de Equipamento
5 Tipo Similar de Equipamento
6 Frequncia de Contatos
7 Funo Semelhante
Fonte: Elaborado pelo autor
As afinidades no relacionadas ao fluxo foram definidas com base em observao e
atravs da opinio do proprietrio e colaboradores da empresa quanto ao melhor arranjo dos
equipamentos, insumos e reas produtivas.
Atravs do diagrama de afinidades definido (Tabela 7) possvel verificar a importncia
da proximidade das reas de suprimentos e produtos acabados da rea de
recebimento/expedio, uma afinidade que pode ser explicada pela convenincia de se ter
estoques de matria-prima e produtos prontos para venda prximos da rea de carga e
descarga de materiais. tambm importante o encurtamento das distncias entre os depsitos
de insumos (areia, brita, cimento, gua e leo) e as reas que iniciam o processo de fabricao
(reas de preparao de massa) devido frequncia de contato entre as mesmas.
85
Tabela 7 Diagrama de Afinidades.
UPE
E
s
t
o
q
u
e
d
e
M
P
B
s
i
c
a
E
s
t
o
q
u
e
d
e
C
i
m
e
n
t
o
r
e
a
d
e
P
r
e
p
a
r
a
o
d
a
A
r
g
a
m
a
s
s
a
r
e
a
d
e
P
r
e
p
a
r
a
o
d
o
C
o
n
c
r
e
t
o
M
o
l
d
a
g
e
m
d
e
P
r
-
M
o
l
d
a
d
o
s
L
e
v
e
s
M
o
l
d
a
g
e
m
d
e
P
r
-
M
o
l
d
a
d
o
s
P
e
s
a
d
o
s
M
o
l
d
a
g
e
m
d
e
A
n
e
l
d
e
C
o
n
c
r
e
t
o
C
o
r
t
e
d
e
A
n
e
l
d
e
F
e
r
r
o
C
o
r
t
e
d
e
F
i
l
e
t
e
s
d
e
F
e
r
r
o
E
s
t
o
q
u
e
d
e
A
o
T
r
e
l
i
a
d
o
F
r
m
a
s
p
a
r
a
V
i
g
o
t
a
s
R
e
s
e
r
v
a
t
r
i
o
d
e
g
u
a
(
e
s
t
o
q
u
e
)
E
s
t
o
q
u
e
d
e
l
e
o
E
s
t
o
q
u
e
d
e
p
r
o
d
u
t
o
s
a
c
a
b
a
d
o
s
R
e
c
e
b
i
m
e
n
t
o
/
E
x
p
e
d
i
o
S
a
l
a
d
e
F
e
r
r
a
m
e
n
t
a
s
1 Estoque de MP Bsica
O
7
E
1
E
1
U U U U U O
7
U U U I
2
A
2,6
U
2 Estoque de Cimento
I
1
I
1
U U U U U O
2,7
U U U U I
2
O
7
3
rea de Preparao da
Argamassa
I
5,7
E
1
U U U U U O
2
E
1
U U U O
2
4
rea de Preparao do
Concreto
O
2
E
6
E
6
U U U A
1
A
1
U U I O
2
5
Moldagem de Pr-Moldados
Leves
U U U U U U U O
1
E
1
O
2
O
1
6
Moldagem de Pr-Moldados
Pesados
I
2
U I
2
I
6
U U O
2
I
2
O
2
I
4
7
Moldagem de Anel de
Concreto
I
2,6
U U U U O
2
O
2
O
2
U
8 Corte de Anel de Ferro
U U U U U U O
2
I
4
9 Corte de Filetes de Ferro
U U U U U O
2
I
4
10 Estoque de Ao Treliado
E
1
U U U E
2
I
4
11 Frmas para Vigotas
U O
1
E
1
O
2
U
12
Reservatrio de gua
(estoque)
U U
U
U
13 Estoque de leo
U O
2
U
14
Estoque de produtos
acabados
A
2,6
U
15 Recebimento/Expedio
U
16 Sala de Ferramentas
Fonte: Elaborado pelo autor
86
4.3.3 Diagrama de Configurao
Como sequncia do planejamento, foram desenvolvidos diagramas de configurao que
o resultado das fases anteriores. Este diagrama faz uma demonstrao visual de todas as
afinidades por grau de importncia que tem seus valores. As UPEs so representadas pelos
smbolos convencionados pela ANSI para representar o tipo de atividade e as prioridades de
proximidade entre as mesmas so indicadas pela cor ou nmero de linhas de cada ligao. O
Quadro 5 exibe os smbolos representando da UPEs da fbrica. De acordo com Lee (1998),
quando se constri um diagrama de configurao a meta reduzir as distncias entre unidades
com afinidades de maior grau com o nmero mnimo de cruzamentos. Neste projeto dois
diagramas foram elaborados e esto representados pelas Figuras 47 e 48.
Quadro 5 UPE e Conveno de Smbolos ANSI.
ID Smbolo UPE ID Smbolo
1
Estoque de MP Bsica
9
Corte de Filetes de
Ferro
2
Estoque de Cimento
10
Estoque de Ao
Treliado
3
rea de Preparao da
Argamassa
11
Frmas para Vigotas
4
rea de Preparao do Concreto
12
Reservatrio de gua
(estoque)
5
Moldagem de Pr-Moldados
Leves
13
Estoque de leo
6
Moldagem de Pr-Moldados
Pesados
14
Estoque de produtos
acabados
7
Moldagem de Anel de Concreto
15
Recebimento/Expedio
8
Corte de Anel de Ferro
16
Sala de Ferramentas
Fonte: Elaborado pelo autor
87
Figura 47 Diagrama de Configurao A .
Fonte: Elaborado pelo autor
88
Figura 48 Diagrama de Configurao B.
Fonte: Elaborado pelo autor
89
Nos diagramas das Figuras 47 e 48, os smbolos representando as reas funcionais
(UPEs) passaram por um processo de sucessivos rearranjos at que se chegasse a uma maior
aproximao entre as reas com maior grau de relacionamento (linhas vermelhas, amarelas e
verdes). As duas disposies encontradas para os smbolos satisfizeram os objetivos de
aproximar reas com maiores afinidades. Ento, decidiu-se dar prosseguimento ao
planejamento com ambas as alternativas.
Com os diagramas possvel se ter uma viso de como as atividades podem ser
organizadas no espao. Para Lee (1998) este diagrama fornece uma organizao idealizada
que pode se transformar em um planejamento de espao.
4.3.4 Plano de Espao Primitivo
Nesta fase so combinados os requerimentos de espao e as afinidades para cada
atividade. uma representao do que pode se tornar um layout. Para Lee (1998) trata-se de
uma representao idealizada e no inclui as limitaes de projeto. Envolve o acrscimo das
necessidades de espao (ou espaos disponveis), na forma de retngulos em escala
proporcional, aos diagramas de configurao. Neste projeto, aos diagramas anteriormente
elaborados foram adicionas blocos representando a rea das UPEs da fbrica.
A incluso de retngulos ao diagrama de configurao A, representado na Figura 49, d
uma viso do que pode ser uma primeira opo de layout. Os blocos que representam as reas
de processo com maior afinidade foram aproximados e centralizados, como as reas de
preparao de concreto e as frmas para vigotas.
Na Figura 50, num segundo plano primitivo os retngulos com maior afinidade foram
realocados para poderem se ajustar as dimenses de outros blocos com afinidades menores,
mas tambm importantes.
90
Figura 49 Plano de espao primitivo A
Fonte: Elaborado pelo autor
91
Figura 50 Plano de espao primitivo B
Fonte: Elaborado pelo autor
92
4.3.5 Projetando os Planejamentos de Macro Espao
Baseado no planejamento sistemtico de layout, nesta etapa foi feita a adequao do
planejamento primitivo do espao s caractersticas fsicas da rea da fbrica. No entanto,
antes de elaborar possveis propostas de layout foi necessrio considerar as limitaes que
impedem um plano ideal do espao para a empresa. Com base no que foi observado durante a
coleta de dados, as seguintes limitaes puderam ser listadas:
a) O estoque de cimento e leo devido s propriedades qumicas desses insumos devem ficar
em local coberto;
b) O estoque de cimento no pode ser retirado da sala em que armazenado por ser o nico
local da instalao prximo da rea de carga e descarga de materiais com a estrutura
necessria para armazen-lo;
c) O estoque de matria-prima bsica (areia e brita) e produtos acabados no devem ser
movidos das reas onde esto, pois so os nicos espaos da fbrica com rea disponvel
para acomodar tais itens;
d) A moldagem de produtos como combogs, canaletas, blocos, pisos, etc , que pertencem a
famlia de elementos de acabamento e drenagem devem ser realizados em piso polido,
adequado para a remoo dos mesmos aps a secagem;
e) Todo o manuseio de materiais realizado em carrinhos-de-mo ou carrinhos industriais;
f) O escritrio no pode ser deslocado sala onde alocado, pois o nico recinto com
estrutura adequada para a realizao de tarefas administrativas e vendas.
g) O terreno da fbrica cercado por habitaes que dificultam modificaes significativas
na infraestrutura da rea;
h) O terreno da fbrica alugado e grandes intervenes na construo devem passar pela
avaliao do proprietrio;
i) As instalaes pessoais no podem ser realocadas, pois tambm servem como moradia
para alguns trabalhadores.
Conhecidas as limitaes ao projeto foi possvel obter duas propostas de layout. As
mesmas foram avaliadas considerando os pontos favorveis trazidos pelas suas caractersticas.
93
Opo de Layout A
A Figura 51 representa o layout A. Neste arranjo optou-se por dispor as reas funcionais
divididas por processo, aproximando as UPEs com funes semelhantes. A rea de
preparao de argamassa da fbrica foi aproximada da rea em preparao de concreto por
utilizarem o mesmo tipo de mquina e realizarem tarefas semelhantes, que a preparao da
mistura.
Nesta proposta a rea de preparao de pr-moldados leves (canaletas, blocos, etc) foi
redimensionada e o corredor central foi desobstrudo pelo estoque de ao treliado
aumentando o espao para o trfego de pessoas e materiais permitindo um melhor fluxo.
As frmas para vigotas treliadas que estavam afastadas passaram a formar uma rea
funcional e foram realocadas em uma das reas cobertas, dispostas de forma a reduzir a
distncia at o estoque de produtos acabados.
Os estoques de produtos acabados que estavam dispersos pela rea foram reunidos e
alocados prximo ao porto da fbrica (rea de recebimento e expedio) para facilitar o
carregamento de peas nos veculos de entrega.
Opo de Layout B
A Figura 52 mostra a opo de layout B. Esta a proposta que mais se assemelha ao
layout atual da fbrica, apresenta um foco maior no produto dividindo claramente a rea de
produo em pr-moldados que empregam argamassa e produtos que utilizam concreto.
As frmas para vigotas treliadas foram novamente dispostas prximas ao porto
respeitando a afinidade que entre essas duas reas.
Como na proposta de layout anterior, as estoques de produtos acabados foram
organizados e mantidos em um lado prximo a sada de cargas. J os espaos onde so
realizados corte de ferro (em filetes e anel) para pr-moldados armados (compactados com
ferro) foram dispostos prximos das reas com demanda para esse material.
94
Figura 51 Opo de Layout A
Fonte: Elaborado pelo autor
95
Figura 52 Opo de Layout B.
Fonte: Elaborado pelo autor
96
4.4 Seleo do Melhor Planejamento de Espao
Com a definio das alternativas de arranjo fsico, o momento de escolher a melhor
soluo para o rearranjo da planta da fbrica.
Para a escolha da melhor opo entre as propostas foi utilizado o mtodo de avaliao
anlise de fatores ponderados apresentado por Muther (1978) e Lee (1998).
A razo para a escolha do mtodo est ligada a prpria finalidade deste estudo de caso
de avaliar a aplicao da metodologia de planejamento de layout em uma instalao j
existente de uma empresa que no est habituada a realizar levantamentos de dados
quantitativos sobre seus processos. Portanto, o mtodo da anlise de fatores ponderados, que
combina fatores de deciso tanto quantitativos como qualitativos, foi considerado o mais
apropriado.
De acordo com Muther (1978) este mtodo segue os seguintes procedimentos:
Listar os fatores significativos e importantes para a tomada de deciso;
Ponderar os fatores listados;
Avaliar cada fator em relao a cada candidato;
Totalizar a pontuao de cada candidato e escolher o melhor layout pela maior
pontuao.
Marujo, Carvalho e Leito (2010) realizam uma comparao entre arranjos fsicos
utilizando os seguintes critrios: espao percorrido pelo produto, cruzamentos nos fluxos
principais e quantidade de UPEs realocadas. Com base nessas caractersticas, antes de listar os
fatores significativos para avaliao de cada proposta, foi montada a Tabela 8 a fim de
realizar uma comparao inicial entre todas as alternativas de layout.
97
Tabela 8 Comparao entre alternativas de Layout.
Alternativas
Caracterstica
Atual A B
Vigotas
Treliada
Canaleta
Vigotas
Treliada
Canaleta
Vigotas
Treliada
Canaleta
Distncia
percorrida por
unidade
produzida(m)
410,72 296 393,1 325 205,04 297
Cruzamentos nos
fluxos principais
4 4 1 1 1 1
Quantidade de
UPEs realocadas
0 11 9
Fonte: Elaborado pelo autor
A Tabela 8 revela que as duas novas alternativas geraram reduo de fluxo cruzado, a
melhoria nesse aspecto significa que o fluxo de materiais foi favorecido. No tocante a
distncias percorridas nos principais fluxos, na produo de uma vigota trelia ambas as
opes apresentaram melhorias, em especial o layout B que reduziu a distncia total
percorrida para menos da metade em relao ao layout atual (de 410,72 metros no layout atual
para 205,04 metros no arranjo B) com menos realocaes de UPEs. Para as distncias
percorridas num ciclo de produo de uma canaleta no houve melhorias.
Apesar das melhorias iniciais identificao em ambas as alternativas de layout, optou-se
por esperar o resultado da anlise de fatores ponderados a fim de realizar uma avaliao mais
completa considerando tambm fatores qualitativos para que a proposto mais adequada em
termos de atendimento aos objetivos pudesse ser selecionada.
Visando os objetivos de melhoria do layout existente, os seguintes fatores foram
selecionados para avaliar as opes de layout:
a) Favorecimento do Fluxo compreende a facilidade de transporte de materiais na rea
da fbrica, como matria-prima e produtos acabados.
b) Movimentao fator relacionado s distncias percorridas nos principais fluxos.
c) Facilidade de Estocagem e Expedio combina a facilidade de acesso as reas de
estoque e reduo do esforo necessrio para carga e descarga de matria-prima e
98
produtos acabados.
d) Utilizao do Espao fator ligado ao aproveitamento racional e eficiente do espao
disponvel na fbrica.
e) Facilidade de Superviso esse fator avalia a possibilidade do layout facilitar a
administrao da fbrica.
f) Visualizao da Produo acompanha o que est sendo produzido na fbrica de forma
segmentada.
g) Aparncia critrio que avalia a organizao da fbrica.
Esses fatores possuem prioridades distintas. Conforme a importncia verificada de cada fator
durante a escolha dos mesmos, foram atribudos pesos entre 1 e 10.
O favorecimento do fluxo e a movimentao receberam pesos altos (nove e dez). Esses
fatores so indicativos de organizao da rea de produo e esto relacionados acelerao
das entregas aos clientes.
A facilidade de estocagem/expedio, utilizao do espao, facilidade de superviso e
visualizao da produo receberam pesos entre sete e oito. As distncias percorridas na
fbrica para um ciclo de produo de um item influenciam o layout para uma mais fcil
estocagem e expedio. A diviso lgica das reas funcionais est ligada ordenao do espao
que permite uma melhor utilizao do mesmo e facilita o controle do que est sendo
produzido.
A aparncia no est diretamente associada aos principais objetivos pretendidos com a
melhoria do arranjo fsico da planta, mas foi listado por apresentar alguma relevncia para a
satisfao dos colaboradores em estarem trabalhando em um local mais organizado e para a
melhoria imagem da empresa em relao aos clientes visitem a fbrica.
A classificao de importncia utilizando vogais (A-E-I-O-U-X) associadas a valores
numricos (+4 a -1) foi utilizada para especificar como cada opo de arranjo fsico proposto
e o layout atual se destacam em relao aos fatores melhoria.
Na anlise ponderada de fatores, em relao ao favorecimento do fluxo, foram
atribudas s alternativas de layout A e B classificao A (excelente). Isso explicado pela
visvel desobstruo das reas de trfego e a reduo de percursos cruzados (Tabela 8) para o
99
fluxo de produo dos principais produtos. No tocante a movimentao, o layout B se
destacou, pois reduziu significativamente as distncias percorridas entre as reas funcionais
da fbrica para a fabricao do principal produto da empresa (vigas treliadas para laje) e
recebeu classificao E (muito bom), conforme apresentado na Tabela 8.
A facilidade de estocagem e expedio foi relacionada s distancias totais percorridas
durante a fabricao at a armazenagem dos produtos acabados e a proximidade com a rea de
expedio. Nesse fator o layout B tambm se destacou e recebeu E (Muito bom), mais
significativo do que no layout A que recebeu vogal I(bom).
A classificao atribuda em relao aos fatores visualizao da produo e aparncia
foi baseada na percepo que os envolvidos no planejamento tinham sobre as opes de
layout definidas.
Os pesos de cada fator foram multiplicados pelo valor numrico equivalente de cada
classificao (vogais) para todos os arranjos fsicos avaliados. Esses valores foram somados
para todas as linhas de fatores, o total forneceu a pontuao de cada layout. O resultado da
anlise de fatores ponderados apresentado na Tabela 9.
Tabela 9 Avaliao de alternativas por anlise de fatores ponderados.
Anlise de Fatores Ponderados
Opes de Layout
Fatores Peso Atual A B
1 Favorecimento do Fluxo 9 U 0 A 36 A 36
2 Movimentao 10 O 10 I 20 E 30
3 Facilidade de Estocagem
e expedio
8 I 16 I 16 E 24
4 Utilizao do Espao 8 O 8 E 24 E 24
5 Facilidade de Superviso 7 U 0 I 14 I 14
6 Visualizao da
Produo
7 O 7 I 14 E 21
7 Aparncia 5 U 0 O 5 I 10
Total 41 129 159
Valores das Classificaes
A Excelente 4
E Muito Bom 3
I Bom 2
O Razovel 1
U
X
Fraco
Insatisfatrio
0
-1
Fonte: Elaborado pelo autor
100
Pela avaliao, a opo B apresentou o maior valor, 159. Este resultado sugere ser essa
a melhor opo entre as propostas para a empresa. Independente do resultado da anlise de
fatores ponderados, a opo B foi preferida entre os envolvidos neste planejamento. um
layout que se assemelha ao arranjo presente na fbrica, mas que faz uma utilizao mais
lgica da rea de produo, mesmo diante das limitaes de espao encontradas, e a que
necessita de menos intervenes. Assim, se estabelece como uma alternativa de planejamento
para atualizao do arranjo fsico da fbrica.
Obviamente a descrio detalhada do projeto do posto de trabalho est alm do escopo
deste trabalho. Por isso, este estudo de caso limita-se a apresentar o rearranjo do layout em
seu nvel macro, esclarecendo as reas e seus posicionamentos.
A empresa analisada no realiza um registro rigoroso das suas informaes sobre
produo e estoques. Esse foi um dos principais fatores que dificultaram um mapeamento
mais preciso das necessidades futuras da empresa, alm limitar as anlises relacionadas ao
fluxo de materiais.
O reduzido de espao fsico impossibilitou a proposio de um arranjo que visasse
expanso da rea produtiva. Portanto, as alternativas de layout propostas focaram no rearranjo
do espao disponvel.
Os resultados obtidos neste estudo esclarecero ao proprietrio da empresa e seus
colaboradores dvidas sobre a qualidade do trabalho relacionado ao posicionamento de
mquinas e equipamentos e de movimentao eficiente atravs da organizao da rea de
produo.
101
5 CONCLUSO
Neste estudo de caso foi possvel extrair algumas informaes sobre o planejamento de
layout em instalaes de pequeno porte como a empresa foco deste estudo. Adequando-se s
dificuldades inerentes a obteno de informaes para realizao de um planejamento que
focado em indicadores quantitativos, foi possvel se chegar a uma proposta alternativa ao
layout existente.
A empresa analisada possui uma significativa parte da sua rea de produo destinada
fabricao de duas famlias de produtos, tornando a produo desses itens os principais
processos. Essa informao permitiu um maior foco nas decises quanto ao rearranjo das
reas funcionais identificadas.
A disposio racional das reas destinadas produo e armazenagem foi alternativa
encontrada para um contexto de reduzido espao fsico produtivo e extensa rea utilizada para
estoques. Apesar da empresa realizar grande parte da sua produo sob demanda ainda
mantm grandes reas de estocagem. Portanto, o planejamento descrito buscou aumentar a
qualidade do trabalho segmentando os postos de trabalho dando nfase tanto aos produtos e
nos processos que os produzem, reduzindo movimentao e favorecendo um melhor fluxo, a
fim de acelerar as entregas e evitar a formao de mais estoques.
Algumas etapas durante este estudo demonstraram ser de grande importncia sendo
objeto de grande ateno do planejador. Trata-se da determinao de afinidades, definio das
necessidades de espao de cada UPE e avaliao dos arranjos. Qualquer distoro em uma
dessas etapas poder resultar em problemas no layout final.
A principal vantagem da abordagem adotada a simplicidade de aplicao e anlise.
Dessa forma, foi possvel definir e selecionar layouts aplicveis a empresa analisada e
demonstrar aplicabilidade do mtodo de planejamento de layout a realidade de uma
microempresa fabricante de artigos para a construo civil.
Como este estudo limitou-se ao planejamento primrio do espao (macro espao),
sugerida a realizao de anlises mais detalhadas utilizando simulao e um estudo mais
aprofundado sobre o projeto dos postos de trabalho.
102
REFERNCIAS
AMERICAN NATIONAL STANDARDS INSTITUTE Process charts. American Society of
Mechanical Engineers, New York, NY, 1980.
BARELLA, T.; ETCHEBEHERE, R; OLIVEIRA, L. K.; POLTRONIERE ,L. L., Um estudo
de caso sobre melhorias no layout de uma indstria plstica. In:SIMPSIO DE
ENGENHARIA DE PRODUO,13 , Bauru, SP,2006.
CORRA, Henrique L. CORRA, Carlos A. Administrao da produo e operaes:
manufatura e servios - uma abordagem estratgica. So Paulo: Atlas, 2008.
CHANGSEN, Z. Study on the Layout Planning of Logistics Park Using SLP. International
Conference on Information Management, Innovation Management and Industrial
Engineering, 3. Macau, China, 2010.
DALMAS, V. Avaliao de um layout celular implementado: um estudo de caso
implementado em uma indstria de autopeas. 2004, 133f. Trabalho de Concluso de Curso
(Mestrado Profissionalizante) - Faculdade de Engenharia de Produo. Universidade Federal
do Rio Grande do Sul, 2004.
ELIAS, S. J. B.; LEITE, M. O.; SILVA, R. R. T. & LOPES, L. C. A. Planejamento do
Layout do canteiro de obras: aplicao do SLP (Systematic Layout Planning). In:
Encontro Nacional de engenharia de Produo, 18, 1998, Niteri-RJ. Anais do XVIII
Encontro Nacional de Engenharia de Produo,1998.
GAITHER, N.; FRAZIER, G. Administrao da Produo e Operaes. So Paulo:
Cengage Learning, 2008.
GILBERT, James P. Construction Office Design with Systematic Layout Planning. World
Conference on POM,2. Cancun, Mxico, 2004.
KRAJEWSKI; L. J.; RITZMAN, L. P. Administrao da Produo e Operaes. So
Paulo: Person Prentice Hall, 2005.
LAN, S.; ZHAO, J. Facilities Layout Optimization Method Combining Human Factors
and SLP. International Conference on Information Management, Innovation Management
and Industrial Engineering, 3. Macau, China, 2010.
LEE, Q. Projeto de Instalaes e do Local de trabalho. So Paulo: IMAM, 1998.
MARTINS, P. G.; LAUGENI, F. P. Administrao da Produo. So Paulo: Saraiva 2005.
MARUJO, L.G., CARVALHO, D.; LEITO, M. N. Otimizao de Layout utilizando-se o
SLP combinado com teoria das filas: Um Estudo de Caso em uma oficina de rodas e
freios de aeronaves. Revista Gesto Industrial, v.06, n.04, p.93-109, 2010.
MUTHER, R. Planejamento do Layout: Sistema SLP. So Paulo: Edgard Blcher, 1978.
103
SILVA, E. L.; MENEZES, E. M. Metodologia da Pesquisa e Elaborao de Dissertao.
3.ed. Florianpolis:UFSC, PPGEP,LED,2001.
SILVA, A. L. Desenvolvimento de um modelo de anlise e projeto de layout industrial,
em ambientes de alta variedade de peas, orientado para a Produo Enxuta. 2009, 244f.
Tese (Doutorado em Engenharia de Produo) Programa de Ps-graduao em Engenharia
de Produo, UFSCar, 2009.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administrao da produo. 2 ed. So
Paulo:Atlas,. 2007.
VILLAR, A. M.;NOBRGA JR, C. L. Planejamento de Instalaes Industriais. Joo
Pessoa-PB: Manufatura, 2004
YANG,Taho; SU,Chao-Ton; HSU, Yuan-Ru Systematic Layout Planning: a study on
semiconductor wafer fabrication facilities. International Journal of Operations Production
Management, v.20, n.11, 2000, p.1359-1371.
YIN, R. K. Estudo de Caso: Planejamento e Mtodos, 2 ed. Porto Alegre: Bookman, 2001.
Você também pode gostar
- Astrologia Cristã - William LillyDocumento906 páginasAstrologia Cristã - William Lillyfilipi2000100% (11)
- Pratique Unidade 2Documento2 páginasPratique Unidade 2Pr-WallaceTonyAinda não há avaliações
- PCC BiocelDocumento3 páginasPCC Biocelallisonassun10Ainda não há avaliações
- Líder, Como Motivar e Engajar Seus LideradosDocumento19 páginasLíder, Como Motivar e Engajar Seus LideradosFranks Lennon Figueiredo RibeiroAinda não há avaliações
- Azia, Má Digestão, Esofagite Ou GastriteDocumento2 páginasAzia, Má Digestão, Esofagite Ou GastriteGbarielle BarrosAinda não há avaliações
- Bingo CientirinhasDocumento10 páginasBingo CientirinhasCARLOS FALCASSA100% (2)
- O Guardador de Rebanhos IiDocumento2 páginasO Guardador de Rebanhos IiAna PaivaAinda não há avaliações
- ATUAL ECIVIL p17Documento130 páginasATUAL ECIVIL p17Teodol Equipamentos de PrecisãoAinda não há avaliações
- Tabela Cnu Pme Ma-1Documento13 páginasTabela Cnu Pme Ma-1Sullivan SuadAinda não há avaliações
- Apostila de Neemias - Pr. Paulo.Documento24 páginasApostila de Neemias - Pr. Paulo.Hilda CastroAinda não há avaliações
- A Influência Do Suporte Familiar Na Depressão em AdolescentesDocumento5 páginasA Influência Do Suporte Familiar Na Depressão em AdolescentesisabelsardAinda não há avaliações
- A Industrialização Brasileira Após Anos 90 Até A ContemporaneidadeDocumento2 páginasA Industrialização Brasileira Após Anos 90 Até A ContemporaneidadeJúllia Fagundes AmaralAinda não há avaliações
- Aprendendo Sobre FoneticaDocumento2 páginasAprendendo Sobre FoneticaValciney PiresAinda não há avaliações
- TJ Ba Aula 1Documento27 páginasTJ Ba Aula 1Lopes PublicidadeAinda não há avaliações
- 06 LIGACAO CUBO-EIXO - Chavetas Rev-CDocumento41 páginas06 LIGACAO CUBO-EIXO - Chavetas Rev-CLuiz Carlos BrandaliseAinda não há avaliações
- Demonologia CONJURADADocumento17 páginasDemonologia CONJURADADENYRO01Ainda não há avaliações
- Ecologia GeralDocumento4 páginasEcologia GeralCastigo Agostinho Castigo Jemusse50% (2)
- 6P PDFDocumento9 páginas6P PDFChristian RafaelAinda não há avaliações
- Prova Pism 2020 Dia - 1 Módulo - Iii SaúdeDocumento20 páginasProva Pism 2020 Dia - 1 Módulo - Iii SaúdeGuilherme BaumgratzAinda não há avaliações
- A Psicoterapia Breve - Abordagem TCCDocumento19 páginasA Psicoterapia Breve - Abordagem TCCAdriana AraldiAinda não há avaliações
- Salmo 91 o Escudo de Proteao de Deus Peggy Joyce R PDFDocumento284 páginasSalmo 91 o Escudo de Proteao de Deus Peggy Joyce R PDFdribeiro1Ainda não há avaliações
- Suicídio - Do Desalojamento Do Ser Ao Desertor de Si MesmoDocumento14 páginasSuicídio - Do Desalojamento Do Ser Ao Desertor de Si MesmoJoão Vitor Moreira MaiaAinda não há avaliações
- JW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeDocumento6 páginasJW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeJean silvaAinda não há avaliações
- Uchôa & Ramos (Ed) - Memórias Do ExilioDocumento335 páginasUchôa & Ramos (Ed) - Memórias Do ExilioArturioramaAinda não há avaliações
- Transmissor Com Ba1404 e 2sc2458Documento8 páginasTransmissor Com Ba1404 e 2sc2458carrlosalbertodossantossilvaAinda não há avaliações
- Asma e Rinite Ocupacionais 2010Documento6 páginasAsma e Rinite Ocupacionais 2010Li LiuAinda não há avaliações
- Indutor de Bloqueio Trifásico CFP PDFDocumento7 páginasIndutor de Bloqueio Trifásico CFP PDFJeydson StorchAinda não há avaliações
- EDITAL PRODIC-UNEAL No 030-2020 - TURMA 6 - 2021Documento21 páginasEDITAL PRODIC-UNEAL No 030-2020 - TURMA 6 - 2021jorgeAinda não há avaliações
- Certificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016Documento5 páginasCertificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016MauroDosSantosCostaAinda não há avaliações
- Aula 1 Fundamentos Da Ciência Dos MateriaisDocumento42 páginasAula 1 Fundamentos Da Ciência Dos MateriaisFernando AlmeidaAinda não há avaliações