Você também pode gostar
- Peças para EsquentadorDocumento20 páginasPeças para EsquentadorBruno Alves67% (3)
- Torneiro Mecanico APOSDocumento25 páginasTorneiro Mecanico APOSGeovany Amador Soares0% (1)
- Leitfaden Tiefdruck PTDocumento21 páginasLeitfaden Tiefdruck PTErica DinizAinda não há avaliações
- Aula 09 - Métodos Simplificados de AnáliseDocumento35 páginasAula 09 - Métodos Simplificados de AnáliseJúlia MartinsAinda não há avaliações
- Aula 05 - Fluxos de CaixaDocumento37 páginasAula 05 - Fluxos de CaixaJúlia MartinsAinda não há avaliações
- Aula 03 - Juros CompostosDocumento33 páginasAula 03 - Juros CompostosJúlia MartinsAinda não há avaliações
- Aula 01 - Grandezas e UnidadesDocumento40 páginasAula 01 - Grandezas e UnidadesJúlia MartinsAinda não há avaliações
- Planilha Instalação de GásDocumento6 páginasPlanilha Instalação de GásIvandro Dantas PantojaAinda não há avaliações
- Conexões PEAD TigreDocumento51 páginasConexões PEAD TigreNillo FreitasAinda não há avaliações
- Gerenciamento 5S - Armazém JundiaíDocumento12 páginasGerenciamento 5S - Armazém JundiaíSAYFUDDINSG100% (1)
- Aula de Revisão 1AVDocumento55 páginasAula de Revisão 1AVJonas FonsecaAinda não há avaliações
- WEG Wegpoxi Erd 322 Boletim Tecnico Portugues BRDocumento5 páginasWEG Wegpoxi Erd 322 Boletim Tecnico Portugues BRStephanie MartinezAinda não há avaliações
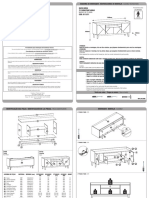
- Rack Adria 404386000Documento4 páginasRack Adria 404386000brazilelectronicAinda não há avaliações
- Cemar - ApresentaçãoDocumento3 páginasCemar - ApresentaçãoLuis Fernando Galbine BottaroAinda não há avaliações
- Elevação Do Ponto de Ebulição de SoluçõesDocumento6 páginasElevação Do Ponto de Ebulição de Soluçõesgustavop55Ainda não há avaliações
- Catalogo Auto Serviço VPJDocumento7 páginasCatalogo Auto Serviço VPJFRANCISCO DA SILVA LIMAAinda não há avaliações
- Coeficiente de SolubilidadeDocumento5 páginasCoeficiente de SolubilidadeRubia MariathAinda não há avaliações
- Caderno de Exercícios Do AlunoDocumento13 páginasCaderno de Exercícios Do AlunoCláudio Barretos100% (1)
- AULA 4 Separação de MisturasDocumento4 páginasAULA 4 Separação de MisturasVanessa TardemAinda não há avaliações
- Controle CorrosaoDocumento42 páginasControle Corrosaokirlaniano@gmail.comAinda não há avaliações
- Ligações Soldadas PDFDocumento47 páginasLigações Soldadas PDFLeonardo PereiraAinda não há avaliações
- Tabela de Preços AtualizadoDocumento1 páginaTabela de Preços AtualizadoHugo SilvaAinda não há avaliações
- NBR 11768 - 1992 - Eb 1763 Aditivos para Concreto de Cimento PortlandDocumento4 páginasNBR 11768 - 1992 - Eb 1763 Aditivos para Concreto de Cimento PortlandAnonymous LUl8E8eemAinda não há avaliações
- G1 - 2º Ano - Química (B) - Zedu - GabaritoDocumento2 páginasG1 - 2º Ano - Química (B) - Zedu - GabaritoxsdinizAinda não há avaliações
- Proposta RevisadaDocumento5 páginasProposta Revisadadiego ranieliAinda não há avaliações
- Cartilha de MachosDocumento19 páginasCartilha de MachosFernandoAinda não há avaliações
- Plano de Limpeza Coco Bambu V2Documento1 páginaPlano de Limpeza Coco Bambu V2Marketing BraviAinda não há avaliações
- Manual Unitool Multi2010Documento9 páginasManual Unitool Multi2010Rogerio MottaAinda não há avaliações
- Embalagens de Papelão Ondulado - Artigo Técnico Revista C&T Set-Out 2008Documento2 páginasEmbalagens de Papelão Ondulado - Artigo Técnico Revista C&T Set-Out 2008Sergio R. TolentinoAinda não há avaliações