Você também pode gostar
- Patrola Komatsu GD555 PDFDocumento636 páginasPatrola Komatsu GD555 PDFInjeletro Diesel100% (6)
- Certificado de Máquinas Pesadas - Diego de Freitas Santos 2021Documento2 páginasCertificado de Máquinas Pesadas - Diego de Freitas Santos 2021Deiler Alves Garcia100% (2)
- AP41NDocumento33 páginasAP41NEdson73% (11)
- Esquema de Ligações - Autoclave Stermax Extra-LedDocumento1 páginaEsquema de Ligações - Autoclave Stermax Extra-Ledalexandre_wmAinda não há avaliações
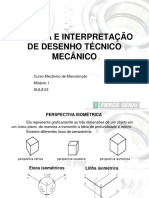
- Aula 03 - Perspectiva IsométricaDocumento9 páginasAula 03 - Perspectiva IsométricaElias Samuel EspindolaAinda não há avaliações
- Resistencia Dos Materiais - Slides - Aula 04 05Documento3 páginasResistencia Dos Materiais - Slides - Aula 04 05Elias Samuel EspindolaAinda não há avaliações
- Resistencia Dos Materiais - Slides - Aula 09Documento4 páginasResistencia Dos Materiais - Slides - Aula 09Elias Samuel EspindolaAinda não há avaliações
- Resistencia Dos Materiais - Slides - Aula 01Documento7 páginasResistencia Dos Materiais - Slides - Aula 01Elias Samuel EspindolaAinda não há avaliações
- Operação Torno CNCDocumento44 páginasOperação Torno CNCElias Samuel Espindola100% (1)
- Curso CNC Aula 1Documento46 páginasCurso CNC Aula 1Elias Samuel EspindolaAinda não há avaliações
- Iniciativa PDFDocumento30 páginasIniciativa PDFElias Samuel EspindolaAinda não há avaliações
- Análise Comparativa Da Utilização de Fluidos de Corte Na Usinagem Do Aço Abnt 1045 em Operação de DesbasteDocumento12 páginasAnálise Comparativa Da Utilização de Fluidos de Corte Na Usinagem Do Aço Abnt 1045 em Operação de DesbasteElias Samuel Espindola100% (1)
- AUTOEMPREENDEDORISMO - Inclusão Social Pelo TrabalhoDocumento15 páginasAUTOEMPREENDEDORISMO - Inclusão Social Pelo TrabalhoElias Samuel EspindolaAinda não há avaliações
- Curso de Informatica BasicaDocumento130 páginasCurso de Informatica BasicaElias Samuel EspindolaAinda não há avaliações
- Check List - HidranteDocumento12 páginasCheck List - Hidrantejtleal20029036Ainda não há avaliações
- Teste - Avaliacao - FQ9 - Nov2021 - SolucoesDocumento1 páginaTeste - Avaliacao - FQ9 - Nov2021 - SolucoesFilipa CorreiaAinda não há avaliações
- SERRA MAR SMV1300 SMV1300S e SMA1300 SMA1300SDocumento2 páginasSERRA MAR SMV1300 SMV1300S e SMA1300 SMA1300SFrueh CustódioAinda não há avaliações
- Manual Versatik Truck 2019 SiteDocumento28 páginasManual Versatik Truck 2019 SiteMarcelo ComettiAinda não há avaliações
- Manual de Uso e Peças - PT - A Partir #Série 20220403 - 09 - 2022 PDFDocumento54 páginasManual de Uso e Peças - PT - A Partir #Série 20220403 - 09 - 2022 PDFkaiquemelloAinda não há avaliações
- Exercício 4 - Cisalhamento - ExemploDocumento4 páginasExercício 4 - Cisalhamento - Exemplolucasantonio12Ainda não há avaliações
- V9360a020w LPDocumento9 páginasV9360a020w LPmatheusyashiro10Ainda não há avaliações
- Toyama - Compactador TTR80X - TTR80XP - VEDocumento7 páginasToyama - Compactador TTR80X - TTR80XP - VEFernanda Gomes do ValleAinda não há avaliações
- Electrolux LE 08 CompletaDocumento106 páginasElectrolux LE 08 Completamaiden198520Ainda não há avaliações
- ABNT NBR 11900-3 Terminal Cabo Aço Terminal Olhal PresilhaDocumento13 páginasABNT NBR 11900-3 Terminal Cabo Aço Terminal Olhal PresilhamoonbathAinda não há avaliações
- CHAVE DETECTORA DE DESALINHAMENTO FL 412 EXP ANTI EXPLOSAO-compactadoDocumento2 páginasCHAVE DETECTORA DE DESALINHAMENTO FL 412 EXP ANTI EXPLOSAO-compactadoJulio CamposAinda não há avaliações
- CABOS DE POTÊNCIA PARA TENSÃO DE 0,61 KV ET - 5140-721-ppm-007 - Revd - FimDocumento8 páginasCABOS DE POTÊNCIA PARA TENSÃO DE 0,61 KV ET - 5140-721-ppm-007 - Revd - FimMarciokronembergerAinda não há avaliações
- FCDF HsaDocumento6 páginasFCDF HsaFelipe100% (1)
- CB11472727Documento3 páginasCB11472727MeuMundoMinecraftAinda não há avaliações
- Manual MC-180Documento40 páginasManual MC-180MURILO NASCIMENTOAinda não há avaliações
- COLETOR SAMOA Datasheet-Manual-MLP-9301-FFDocumento5 páginasCOLETOR SAMOA Datasheet-Manual-MLP-9301-FFL FonsecaAinda não há avaliações
- NBR - 9077 - PG 18Documento1 páginaNBR - 9077 - PG 18edersonfloresAinda não há avaliações
- Em Esquadrimax - Catálogo-Acessórios - Desenhos Das PeçasDocumento116 páginasEm Esquadrimax - Catálogo-Acessórios - Desenhos Das PeçasPatricia NavarroAinda não há avaliações
- Catálogo VonderDocumento21 páginasCatálogo Vondermauboch0% (1)
- T3230-4 - TramontiniDocumento123 páginasT3230-4 - Tramontinigabrielenrico96Ainda não há avaliações
- 04 Pino Cupilha e CavilhaDocumento20 páginas04 Pino Cupilha e CavilhaFabio FrancaAinda não há avaliações
- Reboke 24000 110515Documento109 páginasReboke 24000 110515edinei luciano rauberAinda não há avaliações
- Sew - Sa67Documento4 páginasSew - Sa67Adriano GomesAinda não há avaliações
- Boletim Técnico Esguicho para Teste AgulhetaDocumento1 páginaBoletim Técnico Esguicho para Teste AgulhetaAdriano PachecoAinda não há avaliações
- CATÁLOGO PREMIUM Geração III Português (2014)Documento170 páginasCATÁLOGO PREMIUM Geração III Português (2014)marcelo sampaioAinda não há avaliações
- Am01.1 (Verticais Multidirecional Com Espiga)Documento1 páginaAm01.1 (Verticais Multidirecional Com Espiga)Thamerson RicardoAinda não há avaliações