Você também pode gostar
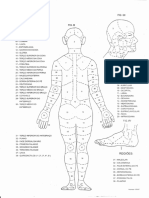
- Topografia Corpo HumanoDocumento2 páginasTopografia Corpo Humanoestevaocanan100% (9)
- Manual Técnico Aparelho de Anestesia Takaoka Sat 500Documento188 páginasManual Técnico Aparelho de Anestesia Takaoka Sat 500CENTRO OESTE100% (1)
- Astrologia Cristã - William LillyDocumento906 páginasAstrologia Cristã - William Lillyfilipi2000100% (11)
- Reforma CatalíticaDocumento8 páginasReforma CatalíticaLucas KozlinskeiAinda não há avaliações
- O Patrimônio Da Arquitetura Vernacular de Povos CaiçarasDocumento2 páginasO Patrimônio Da Arquitetura Vernacular de Povos CaiçarasLucas ViniciusAinda não há avaliações
- A Industrialização Brasileira Após Anos 90 Até A ContemporaneidadeDocumento2 páginasA Industrialização Brasileira Após Anos 90 Até A ContemporaneidadeJúllia Fagundes AmaralAinda não há avaliações
- Editora BAGAI - Filosofia AfricanaDocumento110 páginasEditora BAGAI - Filosofia Africanadomingos beula fortunato100% (1)
- Uchôa & Ramos (Ed) - Memórias Do ExilioDocumento335 páginasUchôa & Ramos (Ed) - Memórias Do ExilioArturioramaAinda não há avaliações
- Referencial de Competências-Chave NS STCDocumento21 páginasReferencial de Competências-Chave NS STCnuno.jose.duarte100% (1)
- 3-RenascimentoCultural e CientificoDocumento21 páginas3-RenascimentoCultural e CientificoPaulo AndradeAinda não há avaliações
- PCC BiocelDocumento3 páginasPCC Biocelallisonassun10Ainda não há avaliações
- Lista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicaDocumento6 páginasLista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicavagnerAinda não há avaliações
- TJ Ba Aula 1Documento27 páginasTJ Ba Aula 1Lopes PublicidadeAinda não há avaliações
- 10 Projeto Aurora CenPRADocumento56 páginas10 Projeto Aurora CenPRAdamqueirozAinda não há avaliações
- 06 LIGACAO CUBO-EIXO - Chavetas Rev-CDocumento41 páginas06 LIGACAO CUBO-EIXO - Chavetas Rev-CLuiz Carlos BrandaliseAinda não há avaliações
- Máquina Envasadora de CremeDocumento33 páginasMáquina Envasadora de CremefabriniAinda não há avaliações
- Asma e Rinite Ocupacionais 2010Documento6 páginasAsma e Rinite Ocupacionais 2010Li LiuAinda não há avaliações
- Manual MegatronDocumento191 páginasManual MegatronfedsbmAinda não há avaliações
- 6P PDFDocumento9 páginas6P PDFChristian RafaelAinda não há avaliações
- A Tragédia Grega Na Poética SlidesDocumento26 páginasA Tragédia Grega Na Poética SlidesRafael CensonAinda não há avaliações
- BAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadeDocumento20 páginasBAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadePaulimDAinda não há avaliações
- Líder, Como Motivar e Engajar Seus LideradosDocumento19 páginasLíder, Como Motivar e Engajar Seus LideradosFranks Lennon Figueiredo RibeiroAinda não há avaliações
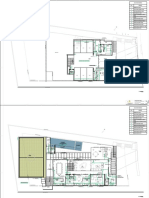
- JW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeDocumento6 páginasJW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeJean silvaAinda não há avaliações
- 73 78Documento6 páginas73 78Thiago AguiarAinda não há avaliações
- Capital SocialDocumento45 páginasCapital SocialFocoAinda não há avaliações
- Nery & Beck: Encordoando Histórias Do TênisDocumento80 páginasNery & Beck: Encordoando Histórias Do TênissilvioAinda não há avaliações
- FISPQ AMB-C-16 #Atul003Documento3 páginasFISPQ AMB-C-16 #Atul003CONFIARE PINTURAS E JATEAMENTOAinda não há avaliações
- A Maturidade Na Perspectiva de Eclesiastes 12Documento37 páginasA Maturidade Na Perspectiva de Eclesiastes 12ÁudioVisual PIBItaqueraAinda não há avaliações
- Tabela Cnu Pme Ma-1Documento13 páginasTabela Cnu Pme Ma-1Sullivan SuadAinda não há avaliações
- Arquitectura de Computadores PDFDocumento99 páginasArquitectura de Computadores PDFpggsAinda não há avaliações