Você também pode gostar
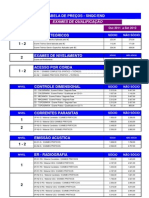
- Tabela de Preços SNQC-ENDDocumento3 páginasTabela de Preços SNQC-ENDPablo PintoAinda não há avaliações
- NA-019 Rev 1 Qualificação e Certificação de Pessoas em EstanqueidadeDocumento10 páginasNA-019 Rev 1 Qualificação e Certificação de Pessoas em EstanqueidadePablo PintoAinda não há avaliações
- Composição Pesada JulhoDocumento116 páginasComposição Pesada JulhoPablo PintoAinda não há avaliações
- Composição Leve JulhoDocumento56 páginasComposição Leve JulhoPablo PintoAinda não há avaliações
- Mecanismo de Formação Do CavacoDocumento19 páginasMecanismo de Formação Do CavacoPablo PintoAinda não há avaliações
- Movimentos e Grandezas No Processo de UsinagemDocumento16 páginasMovimentos e Grandezas No Processo de UsinagemPablo PintoAinda não há avaliações
- Como Construir Um Data Warehouse Na Prática PDFDocumento3 páginasComo Construir Um Data Warehouse Na Prática PDFyusam28Ainda não há avaliações
- Catalogo KitoDocumento76 páginasCatalogo KitoPaulo FulyAinda não há avaliações
- Trator PilotoDocumento4 páginasTrator PilotoDyemys Dosyer Pompermaier Valesan100% (1)
- NBR15600 Estação de Armazenagem de Descompressão de Gás Natural PDFDocumento52 páginasNBR15600 Estação de Armazenagem de Descompressão de Gás Natural PDFDaniel Bezerra100% (1)
- Biopolímeros - Uma Alternativa para A Promoção Do Desenvolvimento Sustentável PDFDocumento17 páginasBiopolímeros - Uma Alternativa para A Promoção Do Desenvolvimento Sustentável PDFAgnes de RogheimAinda não há avaliações
- Prova Sociologia OstDocumento3 páginasProva Sociologia OstcliciacsantanaAinda não há avaliações
- Design EmocionalDocumento49 páginasDesign EmocionalSarah SarotoAinda não há avaliações
- Deuses Americanos - Neil GaimanDocumento3 páginasDeuses Americanos - Neil GaimanMatheus SantosAinda não há avaliações
- Planilha para Loja de RoupasDocumento791 páginasPlanilha para Loja de RoupasLuiz CássioAinda não há avaliações
- Resolucao de exercicios-SGIDocumento9 páginasResolucao de exercicios-SGIAllan AmilcarAinda não há avaliações
- Avaliação Comunicação Corporativa e Responsabilidade Social EmpresarialDocumento3 páginasAvaliação Comunicação Corporativa e Responsabilidade Social Empresarialedevagno pereira da silva100% (1)
- Inscricao Diana Banco Do NordesteDocumento2 páginasInscricao Diana Banco Do NordesteDIANA ELANE DA SILVA BRASILAinda não há avaliações
- Atividades ImperialismoDocumento2 páginasAtividades ImperialismoAna Cristina Romualdo33% (3)
- Vitamina D Gotas - Pesquisa GoogleDocumento1 páginaVitamina D Gotas - Pesquisa GoogleBeatriz SoaresAinda não há avaliações
- 89140113-Wiring Diagram FH (4) - 2013Documento84 páginas89140113-Wiring Diagram FH (4) - 2013jose breno vieira silva100% (13)
- Introdução Ao Direito Notarial e RegistralDocumento20 páginasIntrodução Ao Direito Notarial e Registralhgregoriomacaringue_100% (1)
- Ordem de Serviço Complementar - CCIHDocumento3 páginasOrdem de Serviço Complementar - CCIHThamyres AnjosAinda não há avaliações
- Questionário EPJ - Tribunal Do JúriDocumento3 páginasQuestionário EPJ - Tribunal Do JúriJoão Paulo BurkoAinda não há avaliações
- Processo Decisório - Questões FGVDocumento22 páginasProcesso Decisório - Questões FGVMeirelles ThaisAinda não há avaliações
- Ata Da Reunião Do Conselho Administrativo Da CEBDocumento3 páginasAta Da Reunião Do Conselho Administrativo Da CEBMetropolesAinda não há avaliações
- Apostila JSFDocumento204 páginasApostila JSFAndré GomesAinda não há avaliações
- Extração de Nutrientes Pelo TomateiroDocumento35 páginasExtração de Nutrientes Pelo TomateiroRonilson AbreuAinda não há avaliações
- Planta de Emergencia - Estaleiro CASAIS - Projecto AKA - Phase 4B.xlsx Interior PDFDocumento1 páginaPlanta de Emergencia - Estaleiro CASAIS - Projecto AKA - Phase 4B.xlsx Interior PDFBasilio MangueAinda não há avaliações
- Estado e Outros Entes Públicos: (Conta 24)Documento33 páginasEstado e Outros Entes Públicos: (Conta 24)Jorge RafaelAinda não há avaliações
- TetracellDocumento17 páginasTetracellWandyy Gonçalves100% (1)
- Lei 6677-94 - Estatuto Dos Servidores Públicos Civis Do Estado Da BahiaDocumento102 páginasLei 6677-94 - Estatuto Dos Servidores Públicos Civis Do Estado Da BahiaAllan Gustavo100% (3)
- Weber em Tania Quintaneiro Um Toque de Cla SsicosDocumento41 páginasWeber em Tania Quintaneiro Um Toque de Cla SsicosinfiereAinda não há avaliações
- FlareDocumento10 páginasFlareMayla FerrariAinda não há avaliações
- Guia Parcela 29Documento1 páginaGuia Parcela 29Valdeir Campos OficialAinda não há avaliações
- 4.3.4.4 Packet Tracer - Troubleshoot HSRPDocumento2 páginas4.3.4.4 Packet Tracer - Troubleshoot HSRPRobson PereiraAinda não há avaliações