Você também pode gostar
- Formação Do HomemDocumento88 páginasFormação Do HomemAna Araújo67% (3)
- Modulo 1.1Documento23 páginasModulo 1.1Nicholas Gomes83% (6)
- Bibliografia BacenDocumento2 páginasBibliografia BacenlaisvgAinda não há avaliações
- Edital Concurso SMF Niteroi-15 10 06Documento29 páginasEdital Concurso SMF Niteroi-15 10 06Camila Frca FrançoiseAinda não há avaliações
- Ediral 02 - Prorrogação Das InscriçõesDocumento1 páginaEdiral 02 - Prorrogação Das InscriçõesGabriel RangelAinda não há avaliações
- Constituição Estadual ABRIL 2015Documento103 páginasConstituição Estadual ABRIL 2015Gabriel RangelAinda não há avaliações
- Edital PDFDocumento30 páginasEdital PDFJoão PauloAinda não há avaliações
- Aula 1 - EletricidadeDocumento34 páginasAula 1 - EletricidadeGabriel RangelAinda não há avaliações
- Arquivo 5Documento1 páginaArquivo 5Gabriel RangelAinda não há avaliações
- Lista2 - VibracoesDocumento8 páginasLista2 - VibracoesGabriel RangelAinda não há avaliações
- Bacen2009-TecnicoDocumento8 páginasBacen2009-TecnicoGabriel RangelAinda não há avaliações
- 2014 2 Horários EngenhariaDocumento1 página2014 2 Horários EngenhariaGabriel RangelAinda não há avaliações
- Chavetas - Trabalho de Desmaq PDFDocumento4 páginasChavetas - Trabalho de Desmaq PDFGabriel RangelAinda não há avaliações
- Cap 1 - Resumo Resistência Dos Materiais PDFDocumento9 páginasCap 1 - Resumo Resistência Dos Materiais PDFGabriel RangelAinda não há avaliações
- LISTA 1 - Elementos de Máquinas I - ENG6P PDFDocumento2 páginasLISTA 1 - Elementos de Máquinas I - ENG6P PDFGabriel RangelAinda não há avaliações
- Brochadeira 11.2Documento40 páginasBrochadeira 11.2Gabriel RangelAinda não há avaliações
- Análise do Mecanismo de Quatro Barras de HoekenDocumento16 páginasAnálise do Mecanismo de Quatro Barras de HoekenGabriel RangelAinda não há avaliações
- Edital #25 Transf Interna 2014 2ºsem 2Documento3 páginasEdital #25 Transf Interna 2014 2ºsem 2Gabriel RangelAinda não há avaliações
- Caderno0 MetrologiaDocumento16 páginasCaderno0 MetrologiaGabriel RangelAinda não há avaliações
- Torneio de MatemáticaDocumento2 páginasTorneio de Matemáticaveracruzconteudos100% (1)
- Análise do Mecanismo de Quatro Barras de HoekenDocumento16 páginasAnálise do Mecanismo de Quatro Barras de HoekenGabriel RangelAinda não há avaliações
- Tratamentos TérmicosDocumento12 páginasTratamentos TérmicosAlaor SantosAinda não há avaliações
- Dados para AerodinamicaDocumento2 páginasDados para AerodinamicaGabriel RangelAinda não há avaliações
- 2010-Grade Curricular-Vertical - Ufrj - Engenharia MecanicaDocumento1 página2010-Grade Curricular-Vertical - Ufrj - Engenharia MecanicaJulio TeixeiraAinda não há avaliações
- OBMEP - Eduardo Wagner - Apostila8 - Uma Introdução Às Construcões GeométricasDocumento95 páginasOBMEP - Eduardo Wagner - Apostila8 - Uma Introdução Às Construcões GeométricasManoel Messias NascimentoAinda não há avaliações
- (Fábio Domingos Pannoni) Aços EstruturaisDocumento7 páginas(Fábio Domingos Pannoni) Aços Estruturaisengcivil4297Ainda não há avaliações
- Torneio de MatemáticaDocumento2 páginasTorneio de Matemáticaveracruzconteudos100% (1)
- Receita de BoloDocumento1 páginaReceita de BoloGabriel RangelAinda não há avaliações
- A Magia Dos Números - Paul Karlson - 307 Páginas PDFDocumento307 páginasA Magia Dos Números - Paul Karlson - 307 Páginas PDFDésirée TeixeiraAinda não há avaliações
- Edital PIBIC-2011Documento7 páginasEdital PIBIC-2011Gabriel RangelAinda não há avaliações
- Aprendendo A Programar - Programando Na Linguagem CDocumento139 páginasAprendendo A Programar - Programando Na Linguagem CAllanDenis100% (5)
- Avaliação de Matemática 8o AnoDocumento4 páginasAvaliação de Matemática 8o AnoJuliete Firme Madalena75% (4)
- Cabine de PinturaDocumento11 páginasCabine de PinturaPriscila SantanaAinda não há avaliações
- Prova de Matemática Escola Naval 1990/1991Documento2 páginasProva de Matemática Escola Naval 1990/1991Gabriel AzurenAinda não há avaliações
- Coletânea de Provérbios ChinesesDocumento11 páginasColetânea de Provérbios ChinesesHerbert Alexandre Galdino Pereira100% (1)
- Bandas espectrais LANDSAT 5 e 7Documento2 páginasBandas espectrais LANDSAT 5 e 7fredericoefAinda não há avaliações
- Introdução à Patologia das Construções: Causas e SoluçõesDocumento4 páginasIntrodução à Patologia das Construções: Causas e SoluçõesHygor FreitasAinda não há avaliações
- De Onde Viemos - Henrique AdameDocumento135 páginasDe Onde Viemos - Henrique AdameHelena Schaffner100% (1)
- Unidade 4 - Condensadores EXEMPLO 8.2 Refrigerao IndustrialDocumento11 páginasUnidade 4 - Condensadores EXEMPLO 8.2 Refrigerao IndustrialDaniel NóbregaAinda não há avaliações
- Análise ergonômica de postos de trabalho em empresa de mediçõesDocumento33 páginasAnálise ergonômica de postos de trabalho em empresa de mediçõesvictorAinda não há avaliações
- EletrostáticaDocumento18 páginasEletrostáticaLeonardo MardeganAinda não há avaliações
- Escolha profissional na adolescênciaDocumento5 páginasEscolha profissional na adolescênciaSergio CrespoAinda não há avaliações
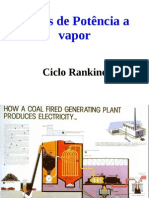
- Aula-16 Ciclo RankineDocumento59 páginasAula-16 Ciclo RankineЛена КасианAinda não há avaliações
- O Uso Da Neurociência Como Instrumento Do Marketing PolíticoDocumento83 páginasO Uso Da Neurociência Como Instrumento Do Marketing PolíticoCarolina ZanquetaAinda não há avaliações
- Geometria Lista 5by - AngulosDocumento3 páginasGeometria Lista 5by - AngulosIago LimaAinda não há avaliações
- Atv Avaliativa (Termodinâmica) - DefesaDocumento10 páginasAtv Avaliativa (Termodinâmica) - Defesavictor hugoAinda não há avaliações
- 6o CIE Atividade 4 Movimentos de Rotacao e Translacao e o Eixo de Inclinacao Da TerraDocumento4 páginas6o CIE Atividade 4 Movimentos de Rotacao e Translacao e o Eixo de Inclinacao Da TerraAndsonAnitaAinda não há avaliações
- Sony MHC Gnx800ppstoneDocumento103 páginasSony MHC Gnx800ppstoneppstone100% (2)
- Conhecimento do subsolo para projetos de engenhariaDocumento15 páginasConhecimento do subsolo para projetos de engenhariaVictor LaurenceAinda não há avaliações
- Os Tolos Acreditam em SorteDocumento2 páginasOs Tolos Acreditam em Sortemisterolympia1Ainda não há avaliações
- Nylon 11 Coatings Technical Data SheetDocumento8 páginasNylon 11 Coatings Technical Data Sheetcleytonco2211Ainda não há avaliações
- Ajuste Da PoligonalDocumento46 páginasAjuste Da PoligonalIago SalesAinda não há avaliações
- Ensaio de partículas magnéticasDocumento23 páginasEnsaio de partículas magnéticasGian100% (1)
- Densidade de sólidos e líquidosDocumento44 páginasDensidade de sólidos e líquidosFilipe1985Ainda não há avaliações
- Isomeria PDFDocumento46 páginasIsomeria PDFEmanuel MesquitaAinda não há avaliações
- Avaliação Disciplina Faculdade Dom Luiz 2017.1Documento3 páginasAvaliação Disciplina Faculdade Dom Luiz 2017.1Yuri SantosAinda não há avaliações
- Ponto de sela e valores extremos funçãoDocumento10 páginasPonto de sela e valores extremos funçãoNaara Karolyne Morais PereiraAinda não há avaliações
- 1a lista exercícios topografiaDocumento5 páginas1a lista exercícios topografiaRaphael De Castro PereiraAinda não há avaliações
- Tecnicas de PinturaDocumento10 páginasTecnicas de PinturaChuchi VillalobosAinda não há avaliações