Você também pode gostar
- 1794-08-2021 Eixo Pinhão Helicoidal Z 15 RexnordDocumento1 página1794-08-2021 Eixo Pinhão Helicoidal Z 15 RexnordPauloAinda não há avaliações
- Relatorio 4 PDFDocumento1 páginaRelatorio 4 PDFReginaldo Ferreira da SilvaAinda não há avaliações
- Relatorio 2Documento1 páginaRelatorio 2Reginaldo Ferreira da SilvaAinda não há avaliações
- PR-3010 92-1400-971-TB7-016 - 0 END - Ultrassom Aco InoxDocumento22 páginasPR-3010 92-1400-971-TB7-016 - 0 END - Ultrassom Aco Inoxmarcelo camposAinda não há avaliações
- Procedimento ASTM 578 BS EN10160Documento8 páginasProcedimento ASTM 578 BS EN10160Jackson NicolasAinda não há avaliações
- RQPS Tig1 F15-18Documento4 páginasRQPS Tig1 F15-18seller mecânicaAinda não há avaliações
- PR 129Documento16 páginasPR 129Hermann LeonardoAinda não há avaliações
- US 07 Soldas AWS D1.1 - Tecnica Alternativa - Rev. 7 (Portugues-Ingles) .Documento32 páginasUS 07 Soldas AWS D1.1 - Tecnica Alternativa - Rev. 7 (Portugues-Ingles) .Fabricio Pereira MachadoAinda não há avaliações
- Ultrassom TubulaçãoDocumento36 páginasUltrassom TubulaçãoClaudio Bonze100% (1)
- Rqps 001-17 Smaw Inox 304Documento3 páginasRqps 001-17 Smaw Inox 304garbazzaAinda não há avaliações
- PR 130Documento30 páginasPR 130MARCIAAinda não há avaliações
- PR 120Documento9 páginasPR 120Hermann LeonardoAinda não há avaliações
- Procedimento PM Five - PR-PM-01 - REV. 01Documento18 páginasProcedimento PM Five - PR-PM-01 - REV. 01diego100% (1)
- Instrução de Ensaio PTDocumento3 páginasInstrução de Ensaio PTJoao RochaAinda não há avaliações
- Modelo Relatório - USDocumento1 páginaModelo Relatório - USWesley Marcos de PaulaAinda não há avaliações
- 3512 AiDocumento33 páginas3512 AiwendeltrentoAinda não há avaliações
- It 144Documento12 páginasIt 144Carlos RogérioAinda não há avaliações
- Modelo de Rqps - 2019Documento3 páginasModelo de Rqps - 2019lunoAinda não há avaliações
- Avaliação API 653 B - ExemploDocumento3 páginasAvaliação API 653 B - Exemplodatec2000Ainda não há avaliações
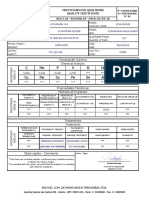
- Certificado Aço - 1Documento4 páginasCertificado Aço - 1rafaelengprodAinda não há avaliações
- Standard Abendi NA-001Documento27 páginasStandard Abendi NA-001engprodmgAinda não há avaliações
- END-014-AUT Rev 04 API Carbono Assinado MAF - CTDocumento35 páginasEND-014-AUT Rev 04 API Carbono Assinado MAF - CTPaula BowieAinda não há avaliações
- Recebimento de Materiais para LP (Modelo)Documento1 páginaRecebimento de Materiais para LP (Modelo)Dunyor SanAinda não há avaliações
- CQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019Documento1 páginaCQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019TEIMOSOGAMERAinda não há avaliações
- Procedimento MFLDocumento7 páginasProcedimento MFLHugo RanquiniAinda não há avaliações
- PR 007rev5Documento10 páginasPR 007rev5Ezequiel Fontana De PauliAinda não há avaliações
- 1 - Formulario NovoDocumento1 página1 - Formulario NovoJonh NunesAinda não há avaliações
- LV 017Documento2 páginasLV 017Jimmy David Espinoza MejiaAinda não há avaliações
- Procedimiento UTDocumento40 páginasProcedimiento UTJosé CassinaAinda não há avaliações
- LV-002 - Liquido PenetranteDocumento2 páginasLV-002 - Liquido PenetranteCaio Ernane100% (1)
- Questionario EVSDocumento18 páginasQuestionario EVScouto_rsAinda não há avaliações
- Ieis 1-002-08Documento1 páginaIeis 1-002-08Lilian Sthefaine Amaral De SouzaAinda não há avaliações
- 01 - 2008 - Apostila de AVG DGSDocumento59 páginas01 - 2008 - Apostila de AVG DGSDylkanWings100% (1)
- PI - END.003 - Medição de EspessuraDocumento10 páginasPI - END.003 - Medição de EspessuraGianAinda não há avaliações
- Procedimento - DigitalizaçãoDocumento24 páginasProcedimento - DigitalizaçãoReginaldo Ferreira da SilvaAinda não há avaliações
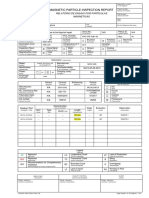
- Procedimento de Partícula MagnéticaDocumento16 páginasProcedimento de Partícula MagnéticaMichel MonteiroAinda não há avaliações
- Apresentação TOFD Rev 00 PDFDocumento41 páginasApresentação TOFD Rev 00 PDFRonison Dos Santos100% (1)
- Modelo Relatório - PMDocumento1 páginaModelo Relatório - PMWesley Marcos de PaulaAinda não há avaliações
- Critério de Aceitação de Soldas Conforme o Código AWS D1.1Documento1 páginaCritério de Aceitação de Soldas Conforme o Código AWS D1.1neto-portoAinda não há avaliações
- Gabarito Consumíveis N2Documento7 páginasGabarito Consumíveis N2lks13Ainda não há avaliações
- Rend For21 02 F29Documento1 páginaRend For21 02 F29seller mecânicaAinda não há avaliações
- Procedimento IsoDocumento18 páginasProcedimento IsoJackson NicolasAinda não há avaliações
- PR 015Documento10 páginasPR 015Sidnei RodriguesAinda não há avaliações
- IT - 016 Rev. 0 - Ensaio Por Ultrassom em FundidosDocumento18 páginasIT - 016 Rev. 0 - Ensaio Por Ultrassom em FundidosSidnei RodriguesAinda não há avaliações
- Relatório END - Ensaios Não DestrutivosDocumento2 páginasRelatório END - Ensaios Não Destrutivosrobson100% (1)
- Instrução Técnica LP Questões 1 e 2Documento24 páginasInstrução Técnica LP Questões 1 e 2Andre SenosAinda não há avaliações
- Aparelho de UltrassomDocumento5 páginasAparelho de UltrassomEng_EgleAinda não há avaliações
- Certificado de ParafusosDocumento1 páginaCertificado de ParafusosMauro CostaAinda não há avaliações
- WPS - Arthur FerreiraDocumento2 páginasWPS - Arthur FerreiraArthur SilvaAinda não há avaliações
- PECR - ESgas - 009 - Procedimento de Ensaio Visual Rev.00Documento27 páginasPECR - ESgas - 009 - Procedimento de Ensaio Visual Rev.00Jailson SamaritanoAinda não há avaliações
- N-1852 G 1emDocumento58 páginasN-1852 G 1emMárcio FerreiraAinda não há avaliações
- 7-Workshop ISO IEC 17025 - 4 e 5 - Requisitos e de EstruturaDocumento31 páginas7-Workshop ISO IEC 17025 - 4 e 5 - Requisitos e de EstruturaSidnei RodriguesAinda não há avaliações
- Certificado de CaibraçãoDocumento2 páginasCertificado de CaibraçãogabrielAinda não há avaliações
- NBR 15488 - 2007Documento5 páginasNBR 15488 - 2007Gustavo IzarAinda não há avaliações
- 4936-IM-AP-00-10008 - R00 Folha de DadosDocumento5 páginas4936-IM-AP-00-10008 - R00 Folha de DadosmauroandreAinda não há avaliações
- 4936-IM-AP-00-10007 - R00 Folha de DadosDocumento5 páginas4936-IM-AP-00-10007 - R00 Folha de DadosmauroandreAinda não há avaliações
- Índice de Revisões: 0 A B Emissão Original - para Comentários Certificado CertificadoDocumento3 páginasÍndice de Revisões: 0 A B Emissão Original - para Comentários Certificado CertificadoJair RosaAinda não há avaliações
- 02 - AC - Procedimento Tig + Eletrodo TubosDocumento2 páginas02 - AC - Procedimento Tig + Eletrodo TubosRodrigo PagnossinAinda não há avaliações
- ROTEIRO DE MONTAGEM Placa PCI DX-2023 PDFDocumento7 páginasROTEIRO DE MONTAGEM Placa PCI DX-2023 PDFMarcelo PriebeAinda não há avaliações
- Li 0101.00 8210 171 RQF 001 DDocumento21 páginasLi 0101.00 8210 171 RQF 001 DJoaquim RodriguesAinda não há avaliações
- Anexo A - Avaliação de Anomalias em DutosDocumento6 páginasAnexo A - Avaliação de Anomalias em DutosGianAinda não há avaliações
- Ensaio de EstanquiedadeDocumento7 páginasEnsaio de EstanquiedadeGian100% (1)
- Ensaio de Video-Endoscopia IndustrialDocumento6 páginasEnsaio de Video-Endoscopia IndustrialGianAinda não há avaliações
- PI - End.002 - Ensaio VisualDocumento15 páginasPI - End.002 - Ensaio VisualGianAinda não há avaliações
- PI - END.001 - Ultra-SomDocumento24 páginasPI - END.001 - Ultra-SomGianAinda não há avaliações
- Apol Educação Inclusiva Modulo 2Documento7 páginasApol Educação Inclusiva Modulo 2comprasAinda não há avaliações
- Manual de Orientações - CAMPORIUCB2023 - Em12082022Documento39 páginasManual de Orientações - CAMPORIUCB2023 - Em12082022Sd MoraisAinda não há avaliações
- Avaliação Global 7° Ano (6 Serie) Filosofia DecisãoDocumento4 páginasAvaliação Global 7° Ano (6 Serie) Filosofia DecisãoLuiz G Junior GonzagaAinda não há avaliações
- A Importância Do Atendimento Humanizado Na Área Da SaúdeDocumento3 páginasA Importância Do Atendimento Humanizado Na Área Da SaúdeJaqueline SantosAinda não há avaliações
- Desenvolvimento NeuropsicomotorDocumento46 páginasDesenvolvimento NeuropsicomotorAna Vitória MarcondesAinda não há avaliações
- Os Onze Alimentos Que Combatem A Prisão de VentreDocumento16 páginasOs Onze Alimentos Que Combatem A Prisão de VentreGlaucia LimaAinda não há avaliações
- +avaliação II - IndividualDocumento5 páginas+avaliação II - IndividualLívia SampaioAinda não há avaliações
- Resumo - Imagens - Esquemas - Unidade - 2 BIOLOGIA 12 ANODocumento15 páginasResumo - Imagens - Esquemas - Unidade - 2 BIOLOGIA 12 ANOCristina BarrosoAinda não há avaliações
- Ebooks de Pizzas Low Carb Do Senhor Tanquinho v2Documento11 páginasEbooks de Pizzas Low Carb Do Senhor Tanquinho v2Laíssa N.Ainda não há avaliações
- Abnt 14725-3Documento61 páginasAbnt 14725-3Estéfano VieiraAinda não há avaliações
- DeclaraçãoDocumento62 páginasDeclaraçãoGessica PondjaAinda não há avaliações
- Fernando Pessoa Ortónimo 2.0 (Obras)Documento13 páginasFernando Pessoa Ortónimo 2.0 (Obras)FranciscoAinda não há avaliações
- PopDocumento2 páginasPopMatheus MeloAinda não há avaliações
- Manual de HACCP de Uma Fábrica de Marmelada PDFDocumento0 páginaManual de HACCP de Uma Fábrica de Marmelada PDFjsje1990100% (1)
- GUIA DE ELABORAÇÃO DE QUESTÕES - v2022Documento16 páginasGUIA DE ELABORAÇÃO DE QUESTÕES - v2022Jean NascimentoAinda não há avaliações
- Ervas para Cada Chakra-1-1 PDFDocumento10 páginasErvas para Cada Chakra-1-1 PDFSamantha RosaAinda não há avaliações
- Roteiro Da Aula Prática - Enfermagem CirúrgicaDocumento6 páginasRoteiro Da Aula Prática - Enfermagem CirúrgicaDebora SousaAinda não há avaliações
- E Book Gps Da Mente PDFDocumento32 páginasE Book Gps Da Mente PDFrosemericursos100% (1)
- QUIMICA FARMACEUTICA - Latenciação e Pro FarmacosDocumento43 páginasQUIMICA FARMACEUTICA - Latenciação e Pro FarmacosnaraAinda não há avaliações
- Cardápio de Dicas para Dieta Low Carb PDFDocumento1 páginaCardápio de Dicas para Dieta Low Carb PDFMaria MunizAinda não há avaliações
- Paisagens Sedimentares em PortugalDocumento12 páginasPaisagens Sedimentares em PortugalAndrey D.H50% (2)
- Um Andarilho em AbaiaraDocumento58 páginasUm Andarilho em AbaiaraFlávio CavalcanteAinda não há avaliações
- BX Resolução - TIMAC Agro 54 - 60tDocumento2 páginasBX Resolução - TIMAC Agro 54 - 60trafaAinda não há avaliações
- WhiskyDocumento28 páginasWhiskyFelipe BeviAinda não há avaliações
- Modelos - Laudos Pronto KDocumento7 páginasModelos - Laudos Pronto KDalian ChavesAinda não há avaliações
- A Saga Do Corvo - Geraldo Bernardo - Cidade de Souza - ParaíbaDocumento7 páginasA Saga Do Corvo - Geraldo Bernardo - Cidade de Souza - ParaíbaeveraldovasconcelosAinda não há avaliações
- ClonidinaDocumento10 páginasClonidinaKShimizuAinda não há avaliações
- ManualdoUsuário BioPaceDocumento56 páginasManualdoUsuário BioPacehoe.assistenciaAinda não há avaliações
- Desenvolvimento EmbrionárioDocumento4 páginasDesenvolvimento EmbrionárioRodrigoAinda não há avaliações
- A Caravana Da Vida e A Caravana Da MorteDocumento6 páginasA Caravana Da Vida e A Caravana Da MorteJoel Bontempo100% (1)