Escolar Documentos
Profissional Documentos
Cultura Documentos
END-014-AUT Rev 04 API Carbono Assinado MAF - CT
Enviado por
Paula BowieDescrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
END-014-AUT Rev 04 API Carbono Assinado MAF - CT
Enviado por
Paula BowieDireitos autorais:
Formatos disponíveis
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
PROCEDIMENTO DE ENSAIO POR ULTRA-SOM
AUTOMATIZADO USANDO A TÉCNICA PHASED ARRAY EM
SOLDAS DE TANQUES ATMOSFÉRICOS PARA O PROJETO
PUMA II DA VALMET/KLABIN
AUTOMATIC ULTRASONIC INSPECTION PROCEDURE USING PHASED ARRAY
TECHNIQUE IN ATMOSPHERIC TANKS FOR THE PUMA II PROJECT OF
VALMET/KLABIN
Rev. Data Elaboração Itens Itens Itens Revisados Descrição da Revisão
Date Elaboration Incluídos Excluídos Items
Items Items revised Revision Description
Included Excluded
COM COMENTÁRIOS
PROSSEGUIR FABRICAÇÃO
REENVIAR PARA COMENTÁRIOS
00 28/02/20 JMS -
ENVIAR -
CÓPIA CERTIFICADA - Primeira Emissão – First Issue
COM COMENTÁRIOS
REENVIAR PARA COMENTÁRIOS
NÃO INICIAR A FABRICAÇÃO Revisado conforme atualizações de
01 01/03/20 JMS SEM- COMENTÁRIOS - - normas / revised as to updated
ENVIAR CÓPIA CERTIFICADA standards
02 19/05/20 JMS X ACEITAÇÃO DE CERTIFICADO
- - 1;2;3;4;5;6,7,8,9,10
Exclusão do ToFD / Exclusion of
ToFD
PARA INFORMAÇÃO
ASS 07/12/2020 7.2.2; 7.2.3; 10.3; Comentários Fiscalização / Clients
03 25/06/20 MASF CEITAÇÃO- OU COMENTÁRIOS FEITOS
- NESTE
11.4, tabela 12.2A comments
DESEMPENHO DO EQUIPAMENTO OU SISTEMA
Comentários Fiscalização / Clients
04 14/1020 MASF 7.4 - -
comments
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 1/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
1. OBJETIVO 1. OBJECTIVE
Este procedimento descreve o método para uso da This procedure is about the automatic ultrasonic
técnica de ultrassom automatizado, usando a técnica inspection method using the PHASED ARRAY)
de PHASED ARRAY, com objetivo de identificar technique to identify discontinuities in atmospheric
descontinuidades em juntas de tanques atmosféricos tanks joints of “Máquina MP27 e Cozimento e Linhas
do Projeto “PUMA II – Máquina MP27 e Cozimento e de Fibra - PUMA II Project
Linhas de Fibra”.
2. DOCUMENTOS DE REFERÊNCIA 2. REFERENCE CODES
API 650 Welded Steel Tank for Oil Storage – Ed 2013 Add 2018
ASME Section VIII Division 2 – Alternative Rules for Construction of Pressure Vessels Ed 2019
ASME Section V Nondestructive Examination Ed 2019
ASME Section IX Qualification for Welding Procedures, Welders and Welding Operators Ed 2019
Practice for the Control and Administration of NDT Personnel Training, Examination and Certification
ASNT SNT-TC-1A
Ed 2016
EN 12223 Non-Destructive Testing – Ultrasonic Examination – Specification for Calibration Block N˚ 1 – Ed 2001
ISO 2400 Ultrasonic Testing Specification for Calibration Block No. 1. Ed 2012
Non-destructive testing of welds — Ultrasonic testing — Techniques, testing levels, and assessment
ISO 17640
2018
3. MATERIAL A SER INSPECIONADO 3. MATERIAL TO BE TESTED
Metal de Base Espessuras
(Base Metal) (Thickness)
(mm)
P-Nos 1, 3, 4, 5A a 5C, 15A a 15C 6,0 a 50,0
Tabela 1
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 2/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
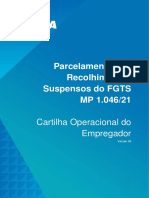
Figura 1
N A
E (mm) α β
(mm) (mm)
19 < E ≤ 25 1,5 3,0 30º - 35º 35º - 45º
25 < E ≤ 35 3,0 3,0 30º - 35º 35º - 40º
35 < E ≤ 45 3,0 4,0 25º - 30º 30º - 35º
45 < E ≤ 50 3,0 4,0 25º - 30º 25º - 30º
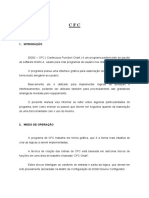
Figura 2
E1 (mm) E2 (mm) N (mm) A (mm) α
28 50 2,5 3,0 37,5º
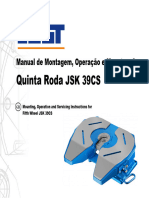
Figura 3
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 3/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Figura 4
4. APARELHAGEM 4. EQUIPMENT
4.1 Equipamentos de Ultrassom 4.1 Ultrasonic Equipment
Fabricante Modelo Número de Canais Modo de Operação
Olympus OMNISCAN MX ou MX2 16/128 ou 32/128 Phased Array
4.2 Cabeçotes Phased Array 4.2 Phased array Probes
Fabricante Modelo Frequência (MHz) Elementos Dimensões dos Elementos
Olympus 5L64-A2 5 64 0,6 X 10 mm
Olympus 5L64-A12 5 64 0,6 X 10 mm
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 4/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
4.3 Sapatas Phased Array Phased Array Wedges
Fabricante Modelo Dimensões Ângulo (Aço) Velocidade Sônica
Olympus SA2-N55S 58 X 23 55° 2330 m/s
Olympus SA12-N55S 58 X 23 55° 2330 m/s
Olympus SA10-N55S 23 X 23 55° 2330 m/s
4.4 Encoder 4.4 Encoder
Fabricante Modelo Resolução
Olympus Miniwheel 0,5 a 2,0 mm
4.5 Software 4.5 Software
Fabricante Modelo Finalidade
ECLIPSE ESBEAMTOOL Leis Focais
Olympus Tomoview versão 2.9 ou superior Coleta e Análise de Dados
5. TÉCNICAS A SEREM UTILIZADAS 5. TECHNIQUES TO BE USED
Será utilizada a técnica de contato direto pulso eco The Phased Array pulse eco direct contact technique
Phased Array. O ensaio será realizado com will be used. The test will be performed with full test
registro total do ensaio. record.
O ensaio será realizado por um conjunto de feixes The test will be performed by a set of sonic beams
sônicos emitidos por um ou dois cabeçotes emitted by one or two Phased Array probes.
Phased Array.
6. MÉTODO E PERIODICIDADE DE 6. METHOD AND PERIODICITY OF
CALIBRAÇÃO DA APARELHAGEM CALIBRATING THE DEVICES
A calibração dos aparelhos, cabeçotes e blocos The calibration of the devices, probes and blocks
utilizados no ensaio devem estar de acordo com o used in the test must be in accordance with Annex I.
Anexo I.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 5/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
7. MÉTODO DE AJUSTE 7. ADJUSTMENT METHOD
7.1 Ajuste da Escala de Distância 7.1 Adjusting the Distance Scale
A calibração da escala de distância (horizontal) do The calibration of the distance scale (horizontal) of
aparelho deve ser feita com o bloco V1 ou V2. the device must be done with block V1 or V2.
7.2 Calibração da Sensibilidade 7.2 Calibration of Sensitivity
7.2.1 Blocos de Referencia 7.2.1 Reference Blocks
7.2.1.1 Blocos de Referência para Componentes 7.2.1.1 Reference Blocks for Non-Tubular
Não Tubulares Components
O bloco de referência para a construção das curvas The reference block for the construction of
de correção distância-amplitude para cabeçotes distance-amplitude correction curves for normal
normais e angulares para o ensaio de componentes and angular probes for the testing of non-tubular
não tubulares deve estar de acordo com a Figura 5. components must be in accordance with Figure 5.
Quando uma mesma junta soldada for composta When the same welded joint consists of two
por duas espessuras diferentes, a espessura do different thicknesses, the thickness of the
bloco de referência (T) deve corresponder à reference block (T) must correspond to the
espessura média. Os blocos devem ser average thickness. The blocks must be made of
confeccionados com material igual ou material similar or acoustically similar to the part to
acusticamente semelhante ao da peça a ser be inspected
inspecionada.
Espessura da Espessura do Bloco Diâmetro dos
Junta (t) mm de Referência (T) mm Furos (mm)
≤ 25 19 ou t 2,5
> 25 até 50 38 ou t 3,0
Tolerância do diâmetro do furo = ± 0,8 mm
Tolerância da posição do furo = ± 3,0 mm
Figura 5 - Bloco de Referência Componentes
Não Tubulares
7.2.2 Ajuste da Sensibilidade 7.2.2 Sensitivity adjustment
O ajuste da sensibilidade será feita traçando-se The sensitivity adjustment will be done by tracing
acurva TGC (Time Correction Gain) a partir dos the TGC (Time Correction Gain) curve from the
furos do bloco de referência. holes in the reference block.
O ganho será ajustado para que os ecos dos furos The gain will be adjusted so that the echoes of the
fiquem a 80% da altura da tela (± 5%). O ganho holes are at 80% of the height of the screen (± 5%).
necessário para o ajuste do primeiro ponto será The gain needed to adjust the first point will be
chamado de ganho primário (GP). called the primary gain (GP).
A curva TGC será traçada na extensão necessária The TGC curve will be plotted to the extent
para o ensaio da junta, com no mínimo, 3 pontos. necessary for the joint test, with a minimum of 3
points.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 6/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
A calibração do equipamento de ultrassom deve ser The calibration of the ultrasound equipment must
conferida no início, a cada 4 horas de ensaio ou be checked at the beginning, every 4 hours of
após 30 metros de solda ensaiada ou 30 juntas testing or after 30 meters of tested weld or 30
tubulares (o que vencer primeiro) e no final dos tubular joints (whichever comes first) and at the end
serviços. Se forem encontrados desvios na of the services. If deviations are found in the
calibração devem ser tomadas as ações calibration, the actions specified in the table below
especificadas na tabela abaixo: must be taken:
Sensibilidade
1 Desvios < 2 dB Corrigir a calibração antes de continuar o ensaio
Corrigir a calibração e repetir o ensaio em todas as juntas
2 Redução da sensibilidade ≥ 2 dB
ensaiadas desde a última verificação satisfatória
Corrigir a calibração e revisar todos os registros de ensaio
3 Aumento da sensibilidade > 2 dB
executados desde a última verificação satisfatória
Escala
1 Desvios ≤ 2% da extensão Corrigir a calibração antes de continuar o ensaio
Corrigir a calibração e repetir o ensaio em todas as juntas
2 Desvios > 2% da extensão
ensaiadas desde a última verificação satisfatória
7.2.3 Perda por Transferência (PT) 7.2.3 Transfer Loss (PT)
Dois cabeçotes convencionais mono cristal de 45° ou Two conventional 45 ° or 60 ° mono-crystal probes in
60° em modo “pitch-catch” deverão ser usados para pitch-catch mode should be used to determine the
determinar a diferença de amplitude (em dB) entre amplitude difference (in dB) between a signal
um sinal obtido no bloco de calibração e na peça sob obtained in the calibration block and the part under
ensaio, numa região fora da solda. A diferença test, in a region outside the weld . The difference
encontrada (em dB), se houver será anotada e found (in dB), if any, will be noted and referred to as
denominada perda por transferência (PT) e será transfer loss (PT) and will be added or decreased to
acrescentada ou diminuída ao ganho primário. Se as the primary gain. If the differences are less than 2 dB,
diferenças forem menores que 2 dB, a correção não correction is not required.
é necessária. If the differences are greater than 2 dB but smaller
Se as diferenças forem maiores que 2 dB, mas than 12 dB, they shall be compensated for.
menores que 12 dB, elas devem ser compensadas. If transfer losses exceed 12 dB, the reason shall be
Se as perdas de transferência excederem 12 dB, o considered and further preparation of the scanning
motivo deve ser considerado e um a preparação surfaces shall be carried out, if applicable. When
adicional das superfícies de varredura deve ser, se there are no apparent reasons for high correction
aplicável executada. Quando não há razões values, the attenuation, at various locations on the
aparentes para altos valores de correção, a test object, shall be measured and, where it is found
atenuação, em várias regiões da peça, deve ser to vary significantly, corrective actions shall be
medida e, quando se verificar uma variação considered.
significativa, ações corretivas devem ser efetuadas. The resulting gain is called the Corrected Gain (GC =
O ganho resultante é denominado Ganho Corrigido GP ± PT).
(GC = GP ± PT). The Corrected Gain will be used for scanning and for
O Ganho Corrigido será utilizado para varredura e assessing discontinuities.
para avaliação das descontinuidades.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 7/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
7.4 Verificação da Sensibilidade 7.4 Sensitivity Confirmation
Todo cabeçote phased array deve ter seu ajuste de Every phased array probe must have its sensitivity
sensibilidade verificado em um bloco de varredura. O sttings confirmed on a scanner block. This block must
bloco deve ter sua espessura na faixa, de 6 mm ou have a thickness within the lesser of 6 mm or 25% of
25% da espessura da peça a ser examinada, o que the thickness of the piece to be examined. The
for menor. O restante das especificações deve ser remaining specifications must be in accordance with
conforme item 7.2.1.1, exceto o número e posição item 7.2.1.1, except that the number and position of
dos furos cilíndricos transversais que devem estar the side drilled holes must be adequate to confirm the
adequados a confirmar o ajuste de sensibilidade. sensitivity settings..
O bloco de calibração pode ser utilizado como bloco The calibration block can be used as a scanning
de varredura desde que a espessura esteja block as long as the thickness is as indicated above
conforme acima e possua os 3 furos cilindricos and has the 3 transverse cylindrical holes in 7.2.1.1.
transversais indicados em 7.2.1.1.
A verificação da sensibilidade deve ser efetuada The sensitivity settings must be confirmed after the
após a calibração do sistema, no início de cada system calibration, at the beginning of each service
serviço e sempre que alterar a faixa de espessura a and whenever the thickness range to be inspected
ser inspecionada, nas mesmas condições utilizadas changes, under the same conditions used in the
na inspeção da solda. inspection of the weld.
8. CONDIÇÃO SUPERFICIAL E TÉCNICA DA 8. SURFACE AND TECHNICAL CONDITION FOR
PREPARAÇÃO DA SUPERFÍCIE SURFACE PREPARATION
A superfície de contato entre o cabeçote e a peça The contact surface between the probe and the part
deverá estar limpa e livre de irregularidades que must be clean and free of irregularities that may
possam interferir no acoplamento e movimentação do interfere with the coupling and movement of the
cabeçote, tais como rugosidade excessiva, carepas, probe, such as excessive roughness, scaling,
respingos, tinta etc. Na margem das soldas deverá splashes, paint, etc. On the weld margin there should
haver concordância suave entre as superfícies. be a smooth match between the surfaces.
Nos cruzamentos de solda o reforço deve ser At weld crossings, the reinforcement must be
removido na região por onde o cabeçote e/ou o removed in the region where the probe and / or the
scanner irão passar. scanner will pass.
Caso a largura do reforço não permita manter a If the reinforcement width does not allow to maintain
distância correta dos cabeçotes, o reforço deve ser the correct distance from the probes, the
removido. reinforcement must be removed.
A superfície deve ser preparada por esmerilhameto, The surface should be prepared by grinding, sanding
lixamento ou escovamento conforme necessário. or brushing as needed.
A temperatura da superfície deve estar entre 5 e 50º The surface temperature must be between 5 and 50º
C. A diferença entre o bloco de referência e a C. The difference between the reference block and
superfície de ensaio não deve ser superior a 14º C. the test surface must not exceed 14º C.
9. ACOPLANTE 9. COUPLANT
Será utilizada água como acoplante, tanto para Water will be used as a couplant, both for calibration
calibração como para o ensaio. and for the test.
10. TÉCNICA DE VARREDURA 10. SCANNING TECHNIQUE
10.1 Verificação do Metal Base Adjacente a Solda 10.1 Checking the Base Metal Adjacent to the Weld
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 8/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Esta varredura deve ser feita com cabeçote normal This scan should be done with a normal mono or
mono ou duplo cristal apenas em caso de dúvida na double crystal probe only in case of doubt in the
interpretação dos resultados. A área ensaiada deve interpretation of the results. The tested area must be
ser a mesma de varredura com feixe angular. A the same as the scanning area with an angular
sensibilidade é ajustada colocando o eco de fundo a beam. The sensitivity is adjusted by placing the
80% da altura da tela. background echo at 80% of the height of the screen.
10.2 Varredura para Detecção de 10.2 Scan to Detect Transverse Discontinuities
Descontinuidades Transversais
Quando solicitado, para detecção de Whenever requested, to detect transverse
descontinuidades transversais a varredura será feita discontinuities, the sweep will be performed manually
manualmente com o cabeçote angular de 45° with the 45 ° angled probe tilted in relation to the
inclinado em relação ao eixo da solda (ângulo máximo weld axis (maximum angle 45º) or over the weld if the
45º) ou sobre a solda se o reforço for removido. reinforcement is removed.
O ensaio será feita em ambos os lados da solda, The test will be carried out on both sides of the weld,
com a movimentação do cabeçote paralelo a solda. with the movement of the probe parallel to the weld.
Caso seja detectada alguma indicação deve ser feita If any indication is detected, a scan with a Phased
varredura com cabeçote Phased Array na mesma Array probe must be performed in the same position
posição em que foi detectada a indicação com as the angled probe indication was detected and
cabeçote angular e registrar a indicação. record the indication.
10.3 Varredura para Detecção de 10.3 Scan to Detect Longitudinal Discontinuities
Descontinuidades Longitudinais
O ensaio pela técnica Phased Array será executado The test by the Phased Array technique will be
com varredura eletrônica setorial. Os cabeçotes performed with sectorial electronic scanning. The
serão programados para produzir leis focais probes will be programmed to produce focal laws
formadas por 16 a 64 elementos (o número de made up of 16 to 64 elements (the number of
elementos será determinado pelo formato dos elements will be determined by the shape of the
chanfros e pela espessura ensaiada). A chamfers and the thickness tested). The initial
determinação do elemento inicial, ângulos utilizados element determination, angles used and distance
e distância da face frontal do cabeçote ao ponto de from the front face of the probe to the reference point
referência será feita considerando os seguintes will be made considering the following requirements:
requisitos:
• O ensaio deve iniciar (sempre que possível) 5 • The test should start (whenever possible) 5 or
ou 10 mm antes da margem da solda, caso 10 mm before the weld margin, if it is not
não seja possível o reforço de solda deve ser possible the weld reinforcement must be
esmerilhado. ground.
• Devem ser utilizados ângulos entre 40º e 70º, • Angles between 40º and 70º, determined by
determinados pelo software ESBEAMTOOL the ESBEAMTOOL software, must be used
• A determinação da distância da face frontal do • The determination of the distance from the
cabeçote a linha de centro da solda e dos front face of the probe to the center line of the
ângulos utilizados na varredura será feita weld and the angles used in the scan will be
através do software ESBEAMTOOL made using the ESBEAMTOOL software
• Durante a varredura o cabeçote deve ser • During scanning, the probe must be kept as
mantido o mais próximo possível (± 3mm) da close as possible (± 3mm) to the distance
distância determinada entre a face e a linha determined between the face and the center
de centro da solda para evitar que sinais line of the weld to prevent signals from
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 9/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
provenientes da geometria sejam geometry from being considered as
considerados como indicações. indications.
• A velocidade de varredura deve ser • The scanning speed must be controlled to
controlada para evitar solavancos e paradas avoid bumps and stops or sudden starts.
ou arrancadas bruscas. Uma velocidade de Excessive scanning speed causes loss of data
varredura excessiva provoca perda de dados in the acquisition (evidenced by lines with no
na aquisição (evidenciado por linhas sem information on the device screen). The
informação na tela do aparelho). A velocidade maximum speed depends on the size of the
máxima depende do tamanho do “gate” gate used and the number of focal laws, and
utilizado e da quantidade de leis focais, e must be maintained in order to prevent data
deve ser mantida de forma a evitar que linhas lines from being lost. The scanning speed
de dados sejam perdidas. A velocidade de cannot exceed 60 mm / s.
varredura não pode ser superior a 60 mm/s.
Figura 6 - Exemplo de Plano de Varredura
10.4 Marcação do Ponto Zero e Sentido de 10.4 Zero Point Marking and Scanning
Varredura Direction
O ponto zero e o sentido de varredura deve ser The zero point and the scanning direction must be
marcado na peça. Se possível utilizar a mesma marked on the part. If possible, use the same
marcação na montagem do equipamento. Se não marking when assembling the equipment. If the
for conhecido o mapeamento de montagem fazer assembly mapping is not known, sketch the
um croqui do equipamento mapeando as soldas e equipment by mapping the welds and the
o sentido de varredura. scanning direction.
10.5 Extensão da Aquisição dos Dados 10.5 Extension of Data Acquisition
A varredura para aquisição de dados deve ser feita The scan for data acquisition must be done
abrangendo 100% da extensão da solda mais uma covering 100% of the weld extension plus a
sobreposição mínima de 50 mm. minimum overlap of 50 mm.
10.6 Varredura de Reparos 10.6 Repair Scan
O ensaio deve ser feito na região do reparo The test must be carried out in the region of the
acrescido de 100 mm para cada lado, repair plus 100 mm for each side, optionally the
opcionalmente pode ser feita a varredura total da total weld can be scanned.
solda.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 10/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
10.7 Ajuste dos “Gates” 10.7 Adjusting the “Gates”
Os “gates” devem ser ajustados conforme a tabela The gates must be adjusted according to the table
abaixo: below:
Inicio do Gate Fim do Gate
Metade do meio pulo Um pulo + metade da espessura
10.8 Ajuste da Resolução do Encoder 10.8 Setting the Encoder Resolution
O encoder deve ter sua resolução máxima The encoder must have its maximum resolution
(espaçamento entre linhas de varredura) ajustada (spacing between scan lines) adjusted according
de acordo com a tabela abaixo to the table below
Espessura ensaiada (mm) Resolução max. (mm)
De 6,0 até 50,0 1,0
11 REQUISITOS ADICIONAIS 11 ADDITIONAL REQUIREMENTS
11.1 Calibração do Encoder 11.1 Encoder calibration
Método: Method:
● O encoder deve ser montado no scanner na ● The encoder must be mounted on the scanner
mesma posição que será utilizada no ensaio in the same position that will be used in the test
● Em uma chapa de aço plana com largura mínima ● On a flat steel plate with a minimum width of
de 500 mm e comprimento mínimo de 1000 mm. 500 mm and a minimum length of 1000 mm.
Devem ser traçadas duas linhas paralelas com Two parallel lines with a distance of 500 mm
distância de 500 mm entre elas. between them must be drawn.
● Colocar o scanner de maneira que possa se ● Place the scanner so that the lines can move
movimentar perpendicularmente as linhas. O perpendicularly. The “zero” point of the scanner
ponto “zero“ do scanner deve coincidir com a must coincide with the first line, in this position
primeira linha, nesta posição o encoder deve ser the encoder must be zeroed.
zerado. ● Move the scanner towards the second line
● Deslocar o scanner em direção a segunda linha until the “zero” point on the scanner coincides
até que o ponto “zero” do scanner coincida com with it.
ela. ● In this position, read the encoder.
● Nesta posição fazer a leitura do encoder. Tolerance: ± 1% (5.0 mm).
Tolerância: ± 1% (5,0 mm). Check frequency: weekly
Frequência de Verificação: semanal
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 11/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
11.2 Reinspeção 11.2 Reinspection
O ensaio deve ser repetido nos seguintes casos: The test must be repeated in the following cases:
• Se houver variação na sensibilidade ≥ 2 • If there is a variation in sensitivity ≥ 2 dB, see
dB, ver tabela item 7.2.2. table item 7.2.2.
• Se houver perda de dados superior a 5% • If there is a loss of data greater than 5% of
das linhas ou perda de 2 linhas the lines or loss of 2 adjacent lines.
adjacentes.
11.3 Sequência de Ensaio 11.3 Test Sequence
a) Confirmar o ajuste da sensibilidade no a) Confirm the sensitivity adjustment in the
bloco de referência, fazer os ajustes caso reference block, make adjustments if
necessário; necessary;
b) Marcar o ponto zero e o sentido de b) Mark the zero point and the scan direction at
varredura na junta; the joint;
c) Posicionar o scanner; c) Position the scanner;
d) Adicionar o acoplante; d) Add the coupling;
e) Fazer a aquisição de dados; e) Make the acquisition of data;
f) Verificar os resultados da aquisição; f) Check the results of the acquisition;
• Acoplamento; • Coupling;
• Centralização do scanner; • Scanner centralization;
• Falhas na aquisição (ver item 11.2); • Failures in the acquisition (see item 11.2);
g) Se a aquisição for satisfatória avaliar os g) If the acquisition is satisfactory, evaluate the test
resultados do ensaio; results;
h) Emitir relatório do ensaio. h) Issue test report.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 12/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
11.4 Plano de Varredura 11.4 Scan Plan
Antes do ensaio de cada espessura e tipo bisel Before testing each thickness and bevel type, a
deve ser elaborado um plano de varredura scan plan must be drawn up using the “ESBeam
utilizando o programa “ESBeam Tools”. Tools” software.
Os planos de varredura devem observar as The scan plans must follow the conditions below:
condições abaixo:
1. Os planos de varredura devem cobrir todo o 1. The scan plans must cover the entire weld
volume de solda mais os 5 mm para volume plus 5 mm for thicknesses up to 25
espessuras até 25 mm e 10 mm para mm and 10 mm for larger thicknesses of
espessuras maiores de metal de base além base metal beyond the weld margin on the
da margem da solda na face e na raiz em face and root on both sides.
ambos os lados. 2. For thicknesses above 8 mm, each scanning
2. Para espessuras acima de 8 mm, cada plano plane must contain at least 2 groups of
de varredura deve conter no mínimo 2 grupos elements, with the best incidence angles
de elementos sendo que os ângulos de being positioned at 1 / 3t (group 1) and 2 / 3t
melhor incidência devem ser posicionados a (group 2).
1/3t (grupo 1) e 2/3t (grupo 2). 3. There must be at least 10% overlap in the
3. Deve-se ter ao menos 10% de sobreposição beam width between groups.
na largura do feixe entre os grupos.
Cada plano deve constar: Each plan must include:
- Dados do cabeçote (pitch, número de elementos, - Probe data (pitch, number of elements,
dimensões de cada elemento e gap) dimensions of each element and gap)
- Desenho mostrando os planos de varredura - Drawing showing the scan plans
- ângulo da sapata - shoe angle
- Elemento inicial, final e número de elementos - Initial, final element and number of active
ativos elements
- ângulo inicial e final de varredura e incremento - initial and final scanning angle and angular
angular increment
- ângulo e direção do feixe em relação ao eixo da - angle and direction of the beam in relation to the
solda weld axis
- Ponto de referência - Reference point
- Geometria da junta - Joint geometry
- Número de áreas ou zonas ensaiadas - Number of tested areas or zones
O plano de varredura para cada espessura e bisel The scan plan for each thickness and bevel must
deve ser impresso e anexado ao relatório do ensaio. be printed and attached to the test report.
12. CRITÉRIO DE DIMENSIONAMENTO 12. DIMENSIONING CRITERION
REGISTRO E ACEITAÇÃO DE REGISTRATION AND ACCEPTANCE OF
DESCONTINUIDADES DISCONTINUITIES
Os refletores que produzem uma resposta maior Reflectors that produce a response greater than 20
que 20% do nível de referência devem ser % of the reference level shall be investigated.
investigados. A investigação deve interpretar se a The investigation shall interpret whether the
indicação se origina de uma falha ou é uma indication originates from a flaw or is a geometric
indicação geométrica. indication.
Deve ser registrado no relatório toda Written record on the report shall be produced for
descontinuidade inaceitável e aquelas aceitáveis each unacceptable flaw and those acceptable
que excedam 50% do nível de referência. flaws that exceed 50 % of reference level.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 13/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Deve-se usar um dos critérios de aceitação One of the following acceptance criteria must be
abaixo: used:
- Para soldas com critério ASME VIII Div. 2, item - For welds with ASME VIII Div 2 criteria, item
12.2. 12.2.
- Para qualificação de soldadores código ASME - For qualification of welders ASME sec. IX item
sec. IX, item 12.3 12.3
- Para soldas com critério API 650, item 12.4 - For welds with API 650 criteria, item 12.4
12.1 Dimensionamento das Descontinuidades 12.1 Sizing of Discontinuities
Comprimento das descontinuidades: O Discontinuity length: The discontinuity length is
comprimento das descontinuidades é determinado determined by the 6 dB technique.
pela técnica dos 6 dB. Height of discontinuities: The height of
Altura das descontinuidades: A altura das discontinuities is determined by the 3 dB
descontinuidades é determinada pela técnica dos 3 technique.
dB.
12.2 Critério de aceitação ASME VIII Div 2 12.2 ASME VIII Div 2 Acceptance Criteria
(a) Para descontinuidades superficiais, a (a) For surface connected flaws, the measured
dimensão medida através da parede, a, deve ser through-wall dimension, a, shall be compared to
comparada ao valor determinado da tabela de the value of a as determined from the applicable
critérios de aceitação de descontinuidades flaw acceptance criteria table.
aplicável.
(b) Para descontinuidades subsuperficiais, a (b) For subsurface flaws, the measured through-
dimensão medida através da parede, 2a, deve ser wall dimension, 2a, shall be compared to twice the
comparada ao dobro do valor de a determinado value of a as determined from the applicable flaw
da tabela de critérios de aceitação de acceptance criteria table below.
descontinuidades abaixo.
(c) Descontinuidades de superfície - as (c) Surface Flaws - Flaws identified as surface
descontinuidades identificadas como superficiais flaws during the ultrasonic examination may or
durante o exame UT podem ou não estar may not be surface connected, as shown in Figure
conectadas à superfície, conforme mostrado na 12.2 below. Therefore, unless the UT data analysis
Figura 12.2. Portanto, a menos que a análise de confirms that the flaw is not surface connected,
dados confirme que a indicação não esteja it shall be considered surface connected or a flaw
conectada à superfície, ela deve ser considerada open to the surface, and is unacceptable unless
superficial ou uma descontinuidade aberta a surface examination is performed. If the flaw is
superfície, e é considerada inaceitável, a menos surface connected, the requirements above still
que o ensaio superficial seja realizado. Se a apply. However, in no case shall the flaw length, l,
descontinuidade estiver conectada à superfície, os exceed the acceptance criteria in this Division.
requisitos acima ainda se aplicam. Contudo, em
nenhum caso o comprimento da indicação, l, deve
exceder os critérios de aceitação nesta divisão.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 14/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
(a) (b) S ≤ d (c) S > a
Indicação Superficial Indicação Superficial Indicação Subsuperficial
Figura 12.2 – Classificação de descontiuidades
Descontinuidade Descontinuidade
Superficial Sub-Superficial Comprimento “l”
Espessura “t”
a – (h) (mm) a – (h) (mm) (mm)
6 mm 0,95 (0,95) 0,48 (0,95) ≤ 6,4
10 mm 1,04 (1,04) 0,52 (1.04) ≤ 6,4
< 13 mm 1.13 (1.13) 0,57 (1.13) ≤ 6,4
NOTAS NOTES
(a) “t”= menor espessura de chapa soldada; a) “t” = lesser thickness of welded plate;
(b) “l”= comprimento da indicação; (b) "l" = length of the indication;
(c) Para espessuras intermediárias entre 6 e 13 mm, é (c) For intermediate thicknesses between 6 and 13 mm,
permitido interpolação; interpolation is permited;
Tabela 12.2A – Tabela de critério de aceitação para “t” < 13 mm conforme ASME VIII Divisão 2
Tipo de Descontinuidade a/t “l”
Superficial 0,087 6,4
Subsuperficial 0,143 6,4
NOTAS NOTES
(a) “t”= menor espessura de chapa soldada; a) “t” = less thickness of welded plate;
(b) “l”= comprimento da indicação; (b) "l" = length of the indication;
Tabela 12.2B – Tabela de critério de aceitação para 13 ≤ “t” < 25 mm conforme ASME VIII Divisão 2
Relação da Descontinuidade Decontinuidade Superficial Decontinuidade Subsuperficial
a/l a/t a/t
0,00 0,031 0,034
0,05 0,033 0,038
0,10 0,036 0,043
0,15 0,041 0,054
0,20 0,047 0,066
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 15/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
0,25 0,055 0,078
0,30 0,064 0,090
0,35 0,074 0,103
0,40 0,082 0,116
0,45 0,085 0,129
0,50 0,087 0,143
NOTAS NOTES
(a) “t”= menor espessura de chapa soldada; a) “t” = less thickness of welded plate;
(b) “l”= comprimento da indicação; (b) "l" = length of the indication;
(c) Para espessuras intermediárias entre 6 e 13 mm, é (c) For intermediate thicknesses between 6 and 13 mm,
permitido interporalação; interporalation is permited;
(d) Se os critérios de aceitação nesta tabela resultarem (d) If the acceptance criteria in this table results in a
em um comprimento de descontinuidade, l, menor que flaw length, l , less than 6.4 mm (0.25 in.), a value of
6,4 mm (0,25 pol.), Um valor de 6,4 mm (0,25 pol.) 6.4 mm (0.25 in.) may be used.
pode ser usado.
Tabela 12.2C – Tabela de critério de aceitação para 25 ≤ “t” ≤ 50 mm conforme ASME VIII Divisão 2
12.3 Critério de aceitação ASME Sec. IX 12.3 Acceptance criteria ASME Sec. IX
(Qualificação de Soldadores) (Qualification of Welders)
(a) Todas as indicações caracterizadas como (a) All indications characterized as cracks, lack of
trincas, falta de fusão ou penetração incompleta fusion, or incomplete penetration are
são inaceitáveis, independente do comprimento. unacceptable regardless of length.
(b) Indicações com comprimento superior a 3 mm (b) Indications exceeding 1/8 in. (3 mm) in length
são consideradas relevantes e são inaceitáveis are considered relevant, and are unacceptable
quando seus comprimentos excedem: when their lengths exceed:
(1) 3 mm para t até 10 mm. (1) 3 mm for t up to 10 mm.
(2) 1/3 t para t de 10 mm a 57 mm (2) 1/3t for t from to 10 mm to 57 mm.
(3) 19 mm para t acima de 57 mm, (3) 19 mm for t over 57 mm,
onde t é a espessura da solda, excluindo where t is the thickness of the weld excluding any
qualquer reforço permitido. allowable reinforcement.
Para uma solda de topo, juntando dois membros For a butt weld joining two members having
espessuras diferentes na solda, t é a mais fina different thicknesses at the weld, t is the thinner of
dessas duas espessuras. these two thicknesses.
12.4 Critério de aceitação API 650 12.4 API 650 acceptance criteria
A classificação da descontinuidade em The classification of discontinuity in superficial
superficial e sub superficial deve estar de and sub superficial must be in accordance with
acordo com a figura 12.2. figure 12.2.
Descontinuidades separadas em planos paralelos Separate discontinuities that are in parallel planes
devem ser consideradas em um único plano, se a should be considered in a single plane, if the
distância entre os planos for menor ou igual a 13 distance between the planes is 13 mm or less.
mm. If the distance between two discontinuities aligned
Se a distância entre duas descontinuidades parallel to the weld axis is less than the length of
alinhadas paralelas ao eixo da solda for menor the largest discontinuity, a single discontinuity is
que o comprimento da maior delas, será considered.
considerada uma única descontinuidade.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 16/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Devem ser registradas todas as descontinuidades All discontinuities with reflectivity greater than
com refletividade superior a 50% da referência. 50% of the reference must be recorded.
Descontinuidades classificadas como superficiais Discontinuities classified as superficial must be
devem ser submetidas a um ensaio superficial subjected to a complementary surface test (MT or
complementar (PM ou LP). Todas as PT). All discontinuities detected by MT or PT and
descontinuidades detectadas por PM ou LP e characterized as planar are unacceptable
caracterizada com planares são inaceitáveis regardless of length.
independentemente do comprimento. Discontinuities with dimensions greater than those
Descontinuidades com dimensões superiores as in the table below must be rejected.
da tabela abaixo devem ser reprovadas.
Espessura Comprimentos (l) admissíveis de descontinuidades (mm)
na solda Descontinuidade Superficial (b) Descontinuidade Sub superficial
(t)(a) com altura (h) (mm) com altura (h) (mm)
(mm) 2 2,5 3 2 3 4 5 6
6 a < 10 8 4 3 5 3 Não aceitável Não aceitável Não aceitável
10 a < 13 8 8 4 14 5 4 Não aceitável Não aceitável
13 a < 19 8 8 4 38 8 5 4 3
19 a < 25 8 8 4 75 13 8 6 5
25 a < 32 9 8 4 100 20 9 8 6
32 a < 40 9 8 4 125 30 10 8 8
40 a < 50 9 8 4 150 38 10 9 8
a) t – espessura da solda excluindo qualquer reforço admissível. Para juntas de topo com diferentes espessuras considerar menor
espessura.
b) Qualquer descontinuidade superficial será aceitável, se atender as limitações desta tabela e, for aprovada no ensaio de PM ou LP.
13. RELATÓRIO DO ENSAIO 13. TEST REPORT
Deve ser emitido um relatório de ensaio contendo A test report must be issued containing at least the
no mínimo os seguintes dados: following data:
a) nome ou logotipo da RADIOSCAN; a) RADIOSCAN name or logo;
b) Identificação do procedimento e revisão b) Identification of the procedure and review
c) Identificação do equipamento de ultrassom c) Identification of the ultrasound equipment
(incluindo fabricante, modelo e número de (including manufacturer, model and serial
série) number)
d) Identificação dos cabeçotes (incluindo d) Probe identification (including manufacturer,
fabricante, modelo, número de série, model, serial number, frequency and
frequência e dimensões) dimensions)
e) ângulo do cabeçote utilizado e) probe angle used
f) acoplante f) coupling
g) cabo utilizado, tipo e comprimento g) cable used, type and length
h) sapatas (fabricante, tipo e ângulo) h) wedges (manufacturer, type and angle)
i) software para aquisição de dados e analise i) software for data acquisition and analysis
j) plano de varredura j) scanning plan
k) scanner e mecanismo guia k) scanner and guide mechanism
l) identificação do bloco de calibração l) identification of the calibration block
m) ganho de referencia m) reference gain
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 17/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
n) dados da calibração (incluindo refletor de n) calibration data (including reference reflector,
referência, amplitude e percurso sônico) amplitude and sonic path)
o) identificação e localização da solda o) identification and location of the weld
p) superfície de varredura incluindo acabamento p) scanning surface including finish
q) mapa ou registro das indicações detectadas q) map or record of the detected indications
r) áreas com restrição de varredura ou r) areas with scanning restrictions or inaccessible
inacessíveis s) identification of the inspector and level of
s) identificação do inspetor e nível de qualification
qualificação t) date of test
t) data do ensaio
Pode ser utilizado o Relatório de Ensaio conforme o The Test Report can be used according to Annex II
Anexo II ou outro que contenha os dados acima. or another that contains the data above.
Periodicamente todas as imagens (incluindo juntas Periodically all images (including tested joints and
ensaiadas e calibrações) devem ser gravadas em calibrations) must be recorded on DVD; CD, pen
DVD; CD, pen drive ou outra mídia e entregue ao drive or other media and delivered to the client, the
cliente, a contratada também deve disponibilizar o contractor must also make the program available
programa para visualização e análise das imagens. for viewing and analyzing the images.
14. REQUISITOS AMBIENTAIS E DE 14. ENVIRONMENTAL AND SAFETY
SEGURANÇA REQUIREMENTS
● Devem ser considerados os aspectos e impactos ● Environmental aspects and impacts and risks
ambientais e riscos e perigos causados pela and hazards caused by in-service inspection
atividade de inspeção em serviço. activity must be considered.
● Utilizar os EPI’s necessários para a execução dos ● Use the PPE’s necessary for the performance
serviços de inspeção conforme na norma NR-6. of inspection services in accordance with the
● Verificar se os acessos e iluminação são NR-6 standard.
suficientes e adequados. ● Check if the accesses and lighting are sufficient
● Verificar se os trabalhos executados em and adequate.
paralelo não oferecem risco à segurança. ● Check that jobs carried out in parallel do not
pose a security risk.
15. QUALIFICAÇÃO DE PESSOAL
O ensaio de ultrassom Phased Array deve ser 15. PERSONNEL QUALIFICATION
executado, avaliado e registrado por inspetor The Phased Array ultrasound test must be
qualificado como UT nível II/PA, com treinamento performed, evaluated and registered by an
na técnica Phased Array e exame específico e inspector qualified as UT level II / PA, with training
prático na mesma técnica de acordo com a Prática in the Phased Array technique and specific and
Recomendada SNT-TC-1A da ASNT. practical examination in the same technique in
Os ensaios devem ser supervisionados accordance with ASNT SNT-TC-1A Recommended
periodicamente por um UT Nível III para assegurar Practice.
que os requisitos deste procedimento estão sendo Tests must be periodically supervised by a UT
atendidos. Level III to ensure that the requirements of this
procedure are being met.
16. LIMPEZA FINAL 16. FINAL CLEANING
Não aplicável Not applicable
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 18/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
ANEXO I
MÉTODO E PERIODICIDADE DE CALIBRAÇÃO METHOD AND PERIODICITY OF
DOS APARELHOS E CABEÇOTES CALIBRATING DEVICES AND PROBES
I.1 Linearidade Horizontal do Equipamento I.1 Horizontal Linearity of Equipment
Método: Method:
● Posicionar um cabeçote normal sobre a face ● Position a normal probe on the side of Block V1
lateral do Bloco V1 ou V2, de forma que o décimo or V2, so that the tenth background echo
eco de fundo coincida ou exceda a extensão da coincides with or exceeds the scale extension to
escala a ser verificada; be checked;
● Ajustar a linha base de forma que o primeiro e o ● Adjust the baseline so that the first and tenth
décimo eco de fundo fiquem corretamente background echoes are correctly aligned with
alinhados com as respectivas marcas da tela do the respective marks on the device's screen;
aparelho; ● Bring the successive background echoes one
● Trazer os sucessivos eco de fundo um a um, a by one, at the same height (about 80% of the
mesma altura (cerca de 80% da tela). Cada eco screen). Each echo must be maximized with the
deve ser maximizado com o ganho apropriado. appropriate gain. Observe any deviations from
Observar os eventuais desvios em relação à the ideal position, measured at approximately
posição ideal, medido aproximadamente na half the height of each echo.
metade da altura de cada eco. ● Express the linearity deviations as a percentage
● Expressar os desvios de linearidade em of the scale extension between the first and
percentagem da extensão da escala entre o tenth background echoes.
primeiro e o décimo eco de fundo.
Tolerância: ± 2%. Tolerance: ± 2%.
Frequência de Verificação: semanal. Verification frequency: weekly.
POSIÇÃO
IDEAL DO ECO
H/2
0 e 2e 3e
DESVIO
Figura I.1- Linearidade Horizontal
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 19/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
I.2 Linearidade do Controle de Ganho do I.2 Equipment Gain Control Linearity
Equipamento
Método (ver Figura I.2): Method (see Figure I.2):
● Posicionar um cabeçote no bloco de calibração ● Position a probe on the calibration block to
para obter o sinal de reflexão de um pequeno obtain the reflection signal from a small reflector
refletor (p.ex.: o furo de ø 1,5mm do Bloco V1 (eg: the ø 1.5 mm hole in Block V1 or the 5
ou o furo de φ 5 mm do Bloco V2); mm hole in Block V2);
● Ajustar o controle de ganho de forma que o ● Adjust the gain control so that the signal
sinal atinja cerca de 80% da altura tela, e reaches about 80% of the screen height, and
registrar o valor do ganho; record the gain value;
● Aumentar o ganho em 2 dB - o sinal deve subir ● Increase the gain by 2 dB - the signal must rise
para 100% da altura da tela; to 100% of the height of the screen;
● Retornar ao ganho original e reduzi-lo em 6 dB - ● Return to the original gain and reduce it by 6 dB
o sinal deve cair para 40% da altura da tela; - the signal must drop to 40% of the height of
● Reduzir o ganho em mais 12 dB, o sinal deve the screen;
cair para 10% da altura da tela; ● Reduce the gain by another 12 dB, the signal
● Reduzir o ganho em mais 6 dB, o sinal deve must drop to 10% of the height of the screen;
cair para 5% da altura da tela. ● Reduce the gain by another 6 dB, the signal
Tolerância: a linearidade do controle de ganho must drop to 5% of the screen height.
deve atender aos requisitos constantes na Tolerance: the linearity of the gain control must
Tabela abaixo. meet the requirements set out in the Table
below.
Frequência de Verificação: diária Check frequency: daily
100
d
80
40
10
5
Figura I.2 - Linearidade Vertical
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 20/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Tolerâncias para a variação da Linearidade do Controle de Ganho
Variação do
+2 0 -6 - 18 - 24
Ganho [dB]
Altura Esperada
100% 80% 40% 10% 5%
do Sinal
Não inferior a 90% 35% a 45% da 8% a 12% da Deve estar visível
Limites
da altura da tela. altura da tela altura da tela acima da linha base.
Obs.: A linearidade do controle de ganho deve ser verificada com os controles (frequência, escala, etc.)
ajustados de acordo com a inspeção a ser realizada posteriormente. O supressor de ruídos deve
permanecer desligado.
I.3. Linearidade Vertical do Equipamento. I.3. Vertical Linearity of the Equipment.
Method (see Figure I.3):
Método (ver Figura I.3):
● Place a normal probe in a block that has 2
● Posicionar um cabeçote normal em um bloco
different thicknesses, so that we have 2
que tenha 2 espessuras diferentes, de
background echoes
maneira que tenhamos 2 ecos de fundo
● Move the probe until a background echo is
● Deslocar o cabeçote até que um eco de fundo
twice the other
fique o dobro do outro
● Adjust the gain so that the largest background
● Ajustar o ganho para que o maior eco de
echo is 80% of the height of the screen.
fundo fique a 80% da altura da tela.
● Without moving the probe, adjust the sensitivity
● Sem mover o cabeçote ajuste a sensibilidade
so that the largest background echo varies
para que o maior eco de fundo varie entre
between 100% and 20% in 10% or 2 dB
100% e 20% em incrementos de 10% ou 2 dB.
increments.
● A leitura do menor eco de fundo deve ser
● The reading of the smallest background echo
sempre 50% do maior.
should always be 50% of the largest.
Tolerância: a linearidade vertical será
Tolerance: vertical linearity will be considered
considerada satisfatória se o menor
satisfactory if the smallest background echo is
eco de fundo for sempre 50% do
always 50% of the largest with a variation of ±
maior com variação de ±5%.
5%.
Frequência de Verificação: diária Check frequency: daily
Figura I.3 - Linearidade vertical
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 21/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
I.4 Calibração Eletrônica do Equipamento I.4 Electronic Equipment Calibration
Os equipamentos devem ser calibrados The equipment must be calibrated annually by the
anualmente pelo fabricante ou seu representante manufacturer or his legal representative. The
legal. Devem ser feitas as mesmas calibrações same initial equipment calibrations must be
iniciais do equipamento. Esta calibração deve ser performed. This calibration must be done every 2
feita a cada 2 anos. years.
I.5 Blocos Padrão e de Referência I.5 Standard and Reference Blocks
A integridade, rugosidade superficial e dimensões The integrity, surface roughness and dimensions
devem estar de acordo com as normas must be in accordance with specific standards.
específicas. The calibration periodicity should not exceed 60
A periodicidade de calibração não deve ser months.
superior a 60 meses. The standard and reference blocks must have
Os blocos-padrão e de referência devem possuir calibration / calibration certificates.
certificados de aferição/calibração.
I.6 Calibrações dos Cabeçotes Phased Array I.6 Phased Array Head Calibrations
Esta avaliação determina se todos os elementos This assessment determines whether all elements
(cristais) do cabeçote Phased Array estão ativos. (crystals) of the Phased Array head are active.
I.6.1 Método I.6.1 Method
a) Ajustar o seguinte setup: a) Adjust the following setup:
• Tipo de feixe sônico: linear • Sonic beam type: linear
• Número de elementos: 1 • Number of elements: 1
• Ângulo do feixe sônico: zero grau • Sonic beam angle: zero degree
• Step; 1 • Step; 1
• Número de leis focais: igual ao número • Number of focal laws: equal to the number
de elementos do cabeçote of head elements
• Tipo de sapata: contact • Shoe type: contact
• Velocidade do som: 2330 m/s • Speed of sound: 2330 m / s
• Tipo de onda: longitudinal • Wave type: longitudinal
• Extensão da escala: 40 mm • Scale extension: 40 mm
b) Verificar na imagem D-scan ou S-scan se b) Check in the D-scan or S-scan image that all
todos os elementos estão ativos elements are active
I.6.2 Tolerância I.6.2 Tolerance
No máximo 10% dos elementos podem estar A maximum of 10% of the elements can be
inativos, mas nunca dois elementos adjacentes. inactive, but never two adjacent elements. If this
Caso isto ocorra o cabeçote deve ser retirado de occurs, the head must be removed from service.
serviço.
I.6.3 Periodicidade I.6.3 Frequency
Esta verificação deve ser feita diariamente. This check must be done daily.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 22/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
I.7 Estado Físico e Aspecto Externo dos I.7 Physical State and External Aspect of
Equipamentos Equipment
I.7.1 Método I.7.1 Method
Inspecionar visualmente a parte externa do Visually inspect the outside of the ultrasound
aparelho de ultrassom, cabeçotes, cabos e blocos device, heads, cables and calibration blocks, for
de calibração, quanto a danos físicos ou desgaste physical damage or wear that may influence the
que poderão influenciar na operação do sistema operation of the system or its reliability. In
ou na confiabilidade do mesmo. Deve ser particular, the contact face of the heads and
inspecionado, em particular, a face de contato shoes should be inspected in order to check for
dos cabeçotes e sapatas, com o objetivo de physical damage and wear. The electrical
verificar danos físicos e desgaste. Deve, também, contacts must also be checked for instability and /
ser checados com o aparelho ligado, os contatos or poor contact with the device turned on.
elétricos quanto à instabilidade e/ou mal contato.
I.7.2 Periodicidade I.7.2 Frequency
O sistema deverá ser inspecionado diariamente. The system must be inspected daily.
Notas: Notes:
a) Não é permitido o uso de aparelhos que a) The use of devices that exceed the tolerance
excedam a tolerância; is not allowed;
b) A periodicidade especificada é estabelecida b) The specified frequency is established for
para condições normais de trabalho. Elas podem normal working conditions. They can be
ser mais frequentes se o inspetor suspeitar de more frequent if the inspector suspects a
alguma alteração nos blocos cabeçotes ou change in the headstock or equipment.
equipamentos. c) Any repair or maintenance on the apparatus
c) Qualquer reparo ou manutenção na implies the need for a new calibration,
aparelhagem implica na necessidade de nova regardless of the established periodicity.
calibração, independente da periodicidade d) All checks and calibrations must be recorded
estabelecida. and available for the Client's appreciation.
d) Todas as verificações e calibrações devem ser
registradas e estar disponível para apreciação do
Cliente.
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 23/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
ANEXO II – MODELO DE RELATORIO DE REGISTRO DOS RESULTADOS
RELATÓRIO DE ENSAIO ULTRASSOM Número:
Report nº.:
PHASED ARRAY - SOLDAS Data:
Date:
PHASED ARRAY ULTRASONIC REPORT – Pagina:
WELDING Sheet:
Cliente: Local de Ensaio: Ordem de Serviço:
Client: Test Location: Service Order:
Obra/Projeto: Equipamento / Tubulação: Desenho / Isométrico:
Job/Project: Equipment / Tube: Drawing / Isometric
Peça: Metal Base: Espessura:
Part: Base Metal: Thicness:
Norma de Referência: Procedimento Ensaio: EPS:
Reference Standard: Testing Procedure: EPS:
Técnica: Bloco de Referência: Cond. Superfície:
Technique: Reference Block Surface Condition:
Cabo: Scaner: Acoplante:
Cable: Scaner: Couplant::
Software (Aquisição e Analise): Plano de Varredura: Anexar Sapata (Fabricante, Tipo, Ângulo):
Software (acquisition and analysis) Scanning Plan: Shoe (Manufacture, Type, Angle)
EQUIPAMENTO DE ENSAIO TESTING EQUIPMENT:
Fabricante: Modelo: Numero de Serie:
Manufacturer: Model: Serial Number:
CABEÇOTE TRANSDUCER DADOS DA CALIBRAÇÃO
Dimensões: Frequência: GP PT GV
Fabricante: Modelo: Nº deSérie: Dimensions: Frequency: Bloco de Referência:
Manufacture: Model: Serial Number:
(mm) (MHz)
Reference Bloch: (dB) (dB) (dB)
Croqui:
Sketch:
Descontinuidades Descontinuities
Ganho Localização Dimensões Profund. Perc. Sônico Dist. Ref. Superf.
Solda/Posição Nº Cabeçote Tipo Laudo
Weld/Position Transducer
Gain Localization Dimentions Depth Sound Path
(mm) Detecção Type Evaluation
dB mm (mm) (mm) (mm) Detection Surface
Legenda:
GP – Ganho Primário Primary Gain PT – Perda por Transferência Transfer Loss GV – Ganho de varredura Scanning Gain
Aprovado Reprovado Exame Complementar
Approved Reproved Complementary Testing
Assinatura Inspetor: Assinatura CQ: Assinatura Fiscalização:
Inspector Signature CQ Signature Surveyor Signature
Data Data Data
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 24/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
ANEXO III – PLANOS DE VARREDURA
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 25/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 26/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 27/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 28/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 29/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 30/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 31/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 32/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 33/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 34/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
PROCEDIMENTO DE ENSAIO DE ULTRA-SOM
AUTOMATIZADO – PHASED ARRAY
AUTOMATED ULTRASONIC INSPECTION PROCEDURE
PHASED ARRAY
Procedimento Elaborado e de acordo com a Norma
PROCEDIMENTO Nº END-014-AUT API 650 12th Edition - 2018
REVISÃO: 04
DATA: 14/10/2020 PÁGINA: 35/35 Marcos Alberto S Figueredo
Inspetor de US/PAUT/TOFD Nível 3 – CSWIP 549392
Este documento contém informações proprietárias e não pode ser copiado nem usado de outra maneira sem a autorização, por escrito, da RADIOSCAN
This document contains proprietary information and may not be copied or otherwise used without the written permission of RADIOSCAN
Você também pode gostar
- Entrega Tecnica Mini Grua UpDocumento4 páginasEntrega Tecnica Mini Grua UpGuilherme Leopoldo100% (1)
- 3512 AiDocumento33 páginas3512 AiwendeltrentoAinda não há avaliações
- Curso Phased Array 2009Documento88 páginasCurso Phased Array 2009Ronison Dos Santos100% (2)
- 5 Banco de Dados US-N4 Parte 1Documento3 páginas5 Banco de Dados US-N4 Parte 1Carlos WagnerAinda não há avaliações
- Estudo Ultrassom Inox AusteniticoDocumento120 páginasEstudo Ultrassom Inox Austeniticowellington100% (1)
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003Documento2 páginasCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003leonardo_barros_48100% (1)
- 35 - Ensaio de Ultrassom em Solda (AWS) - EUS-AWS-2019 Rev.01 PDFDocumento18 páginas35 - Ensaio de Ultrassom em Solda (AWS) - EUS-AWS-2019 Rev.01 PDFlks13100% (1)
- IT-E-SMS-004 - Monitoramento de Ruído Ambiental - Rev04Documento4 páginasIT-E-SMS-004 - Monitoramento de Ruído Ambiental - Rev04Larisse GomesAinda não há avaliações
- 5 Reconhecimento FacialDocumento5 páginas5 Reconhecimento FacialYasmin BritoAinda não há avaliações
- END-021-AUT Rev 03 B31.1 B31.3 Inox ASNT ADocumento33 páginasEND-021-AUT Rev 03 B31.1 B31.3 Inox ASNT APaula Bowie100% (1)
- US 07 Soldas AWS D1.1 - Tecnica Alternativa - Rev. 7 (Portugues-Ingles) .Documento32 páginasUS 07 Soldas AWS D1.1 - Tecnica Alternativa - Rev. 7 (Portugues-Ingles) .Fabricio Pereira MachadoAinda não há avaliações
- EI-AUT-001 - Rev00 - Inspeção Ultrassom Phased ArrayDocumento17 páginasEI-AUT-001 - Rev00 - Inspeção Ultrassom Phased ArrayPaula BowieAinda não há avaliações
- Procedimiento UTDocumento40 páginasProcedimiento UTJosé CassinaAinda não há avaliações
- Apresentação TOFD Rev 00 PDFDocumento41 páginasApresentação TOFD Rev 00 PDFRonison Dos Santos100% (1)
- Phased ArrayDocumento61 páginasPhased ArraywellingtonAinda não há avaliações
- Inspecao Ut Phased PDFDocumento188 páginasInspecao Ut Phased PDFmarcelo campos100% (3)
- Inspeção Por Correntes ParasitasDocumento25 páginasInspeção Por Correntes ParasitasCarlos BernussiAinda não há avaliações
- 01 - 2008 - Apostila de AVG DGSDocumento59 páginas01 - 2008 - Apostila de AVG DGSDylkanWings100% (1)
- IT - 016 Rev. 0 - Ensaio Por Ultrassom em FundidosDocumento18 páginasIT - 016 Rev. 0 - Ensaio Por Ultrassom em FundidosSidnei RodriguesAinda não há avaliações
- Exercicio UltrassomDocumento1 páginaExercicio Ultrassomcmpinheiro0% (1)
- Ultrassom Ultrassom: TreinamentoDocumento174 páginasUltrassom Ultrassom: TreinamentosergioAinda não há avaliações
- Procedimento - DigitalizaçãoDocumento24 páginasProcedimento - DigitalizaçãoReginaldo Ferreira da SilvaAinda não há avaliações
- APOSTILA de Ultrassom Industrial 2020Documento41 páginasAPOSTILA de Ultrassom Industrial 2020Alex TotiAinda não há avaliações
- US Solda PR011 Rev11 PDFDocumento29 páginasUS Solda PR011 Rev11 PDFJose De Arimateia Ferreira100% (1)
- Question Rio de Ensaio Visual de SoldaDocumento4 páginasQuestion Rio de Ensaio Visual de Soldamarcelojcoelho1573100% (1)
- Correntes ParasitasDocumento34 páginasCorrentes ParasitasandrebitaAinda não há avaliações
- Instrução Técnica de END - US Medição de EspessuraDocumento3 páginasInstrução Técnica de END - US Medição de EspessuraFabricio TorresAinda não há avaliações
- Procedimento MFLDocumento7 páginasProcedimento MFLHugo RanquiniAinda não há avaliações
- US AWS D1.1 Ao Vivo PDFDocumento41 páginasUS AWS D1.1 Ao Vivo PDFCarlos Wagner100% (3)
- Instrução Técnica PMDocumento3 páginasInstrução Técnica PMFabio Henrique SantosAinda não há avaliações
- US N2 S1 Abendi UltrassomDocumento2 páginasUS N2 S1 Abendi UltrassomFabricio TorresAinda não há avaliações
- Procedimento ASTM 578 BS EN10160Documento8 páginasProcedimento ASTM 578 BS EN10160Jackson NicolasAinda não há avaliações
- Standard Abendi NA-001Documento27 páginasStandard Abendi NA-001engprodmgAinda não há avaliações
- Tabela Salarial IQB REV-04Documento1 páginaTabela Salarial IQB REV-04isaac linoAinda não há avaliações
- Questionario EVSDocumento18 páginasQuestionario EVScouto_rsAinda não há avaliações
- Aparelho de UltrassomDocumento5 páginasAparelho de UltrassomEng_EgleAinda não há avaliações
- Ultrassom TubulaçãoDocumento36 páginasUltrassom TubulaçãoClaudio Bonze100% (1)
- Apresentação Phased Array Rev 00Documento102 páginasApresentação Phased Array Rev 00Ronison Dos Santos100% (1)
- PR 015Documento10 páginasPR 015Sidnei RodriguesAinda não há avaliações
- Corrente ParasitaDocumento7 páginasCorrente ParasitaDiego PereiraAinda não há avaliações
- Ensaio VisualDocumento13 páginasEnsaio VisualFrancisco ReginaldoAinda não há avaliações
- PR-3010 92-1400-971-TB7-016 - 0 END - Ultrassom Aco InoxDocumento22 páginasPR-3010 92-1400-971-TB7-016 - 0 END - Ultrassom Aco Inoxmarcelo camposAinda não há avaliações
- It 144Documento12 páginasIt 144Carlos RogérioAinda não há avaliações
- Questionario Geral de LPDocumento36 páginasQuestionario Geral de LPPatrik AlmeidaAinda não há avaliações
- APOSTILA Us FinalizadaDocumento25 páginasAPOSTILA Us FinalizadaFlávio Roberto Borges LimaAinda não há avaliações
- PI - END.004 - Particulas MagneticasDocumento23 páginasPI - END.004 - Particulas MagneticasGian100% (1)
- Correntes ParasitasDocumento16 páginasCorrentes ParasitasAna Paula FabrícioAinda não há avaliações
- Curso Ultrassom ToFD e Phased Array - Normas Técnicas em Ultrassom Automatizado - 07 - 2014 PDFDocumento124 páginasCurso Ultrassom ToFD e Phased Array - Normas Técnicas em Ultrassom Automatizado - 07 - 2014 PDFCarlos Wagner100% (3)
- 1794-08-2021 Eixo Pinhão Helicoidal Z 15 RexnordDocumento1 página1794-08-2021 Eixo Pinhão Helicoidal Z 15 RexnordPauloAinda não há avaliações
- Tese Usaut API 1104Documento163 páginasTese Usaut API 1104Marciel AmorimAinda não há avaliações
- IT-039 - Exame Prático de Ultrassom em Soldas - Instruções Ao CandidatoDocumento8 páginasIT-039 - Exame Prático de Ultrassom em Soldas - Instruções Ao CandidatoCarlos EduardoAinda não há avaliações
- Preparação Inspetor n1Documento624 páginasPreparação Inspetor n1Torello100% (1)
- 07 END 30 Questoes Final7Documento10 páginas07 END 30 Questoes Final7Gustavo DaviAinda não há avaliações
- PR 129Documento16 páginasPR 129Hermann LeonardoAinda não há avaliações
- 25 Questões LPDocumento4 páginas25 Questões LPThiago0% (1)
- It-85 002 00-24Documento3 páginasIt-85 002 00-24Raylson Costa SilvaAinda não há avaliações
- 20 - Revisão 04 - T-TE-058-EG - TRABALHO EM SISTEMAS PRESSURIZADOSDocumento8 páginas20 - Revisão 04 - T-TE-058-EG - TRABALHO EM SISTEMAS PRESSURIZADOSJosemar JonasAinda não há avaliações
- 13 - Revisão 11 - N-TE-037-GE - ASPECTOSDocumento14 páginas13 - Revisão 11 - N-TE-037-GE - ASPECTOSJosemar JonasAinda não há avaliações
- It-85 002 00-22Documento3 páginasIt-85 002 00-22Raylson Costa SilvaAinda não há avaliações
- It-85 002 00-52Documento3 páginasIt-85 002 00-52Raylson Costa SilvaAinda não há avaliações
- Inspeção e Monitoramento de Estruturas Submarinas, Leito Marinho e VazamentosDocumento11 páginasInspeção e Monitoramento de Estruturas Submarinas, Leito Marinho e VazamentosBruno grativolAinda não há avaliações
- IT-E-SMS-006 - Gestão de PCMAT - Rev05Documento8 páginasIT-E-SMS-006 - Gestão de PCMAT - Rev05Larisse GomesAinda não há avaliações
- Cartilha Empregador MP 1046 V6 24022022Documento39 páginasCartilha Empregador MP 1046 V6 24022022Eder Junior FerreiraAinda não há avaliações
- Parâmetros - Lista de RegistrosDocumento29 páginasParâmetros - Lista de RegistrosLigia NettoAinda não há avaliações
- A Importancia Do Treinamento e Desenvolvimento para o Crescimento ProfissionalDocumento7 páginasA Importancia Do Treinamento e Desenvolvimento para o Crescimento ProfissionalEdgard NetoAinda não há avaliações
- HomeDocumento8 páginasHomeLucas MottinAinda não há avaliações
- BoletoDocumento1 páginaBoletoTiago MonteiroAinda não há avaliações
- Passo A Passo Alvará Online DCDocumento2 páginasPasso A Passo Alvará Online DCJonas AraujoAinda não há avaliações
- Sua Obra A Energia Da: Catálogo de ProdutosDocumento31 páginasSua Obra A Energia Da: Catálogo de Produtosjdlucas39 lucasAinda não há avaliações
- Coletânea de Normas DNER E DNITDocumento7 páginasColetânea de Normas DNER E DNITthaisAinda não há avaliações
- Manual para ELN - C F CDocumento9 páginasManual para ELN - C F CMauro Lúcio SilvaAinda não há avaliações
- Tarefa 1Documento7 páginasTarefa 1Marcelo OliveiraAinda não há avaliações
- VisualizarDocumento4 páginasVisualizarElizabeth SchultzAinda não há avaliações
- Check List de Verificação - ISO 17025 - 2017Documento33 páginasCheck List de Verificação - ISO 17025 - 2017Édita Carvalho100% (1)
- Manual de Configuração Dos Micro Inversores DEYEDocumento6 páginasManual de Configuração Dos Micro Inversores DEYERenata LimaAinda não há avaliações
- Senographe Essential - Manual Do Operador - UM - 5307915-10-1PT-BR - 3Documento272 páginasSenographe Essential - Manual Do Operador - UM - 5307915-10-1PT-BR - 3renatafisicamAinda não há avaliações
- Módulo I2cDocumento7 páginasMódulo I2cIgor BarbosaAinda não há avaliações
- Guia de Instalação ShineWiFi-XDocumento2 páginasGuia de Instalação ShineWiFi-XEvandro Assunção0% (1)
- UFCD9876-S4 (1) - Introdução Às Redes de ComunicaçõesDocumento17 páginasUFCD9876-S4 (1) - Introdução Às Redes de Comunicaçõescarinalima98Ainda não há avaliações
- Interação: Design deDocumento168 páginasInteração: Design deGuilherme Estevam AraujoAinda não há avaliações
- Prova A06 Tipo 001Documento19 páginasProva A06 Tipo 001LeiltonAinda não há avaliações
- Como Ativar Um Dispositivo Hikvision PDFDocumento14 páginasComo Ativar Um Dispositivo Hikvision PDFIgor BaleraAinda não há avaliações
- BebeDocumento4 páginasBebeSeuBerlimAinda não há avaliações
- Cyansmart en PTDocumento79 páginasCyansmart en PTTamba MiguesnaAinda não há avaliações
- BoletoDocumento1 páginaBoletoRaimundo MenesesAinda não há avaliações
- Manual Quinta Roda - JostDocumento37 páginasManual Quinta Roda - JostThiago CaciqueAinda não há avaliações
- Mid187 Sid251Documento1 páginaMid187 Sid251Marcus ViniciusAinda não há avaliações
- Gabarito PedagogoDocumento16 páginasGabarito PedagogoDeuvaneOcanhaAinda não há avaliações
- PCP-39 MergedDocumento6 páginasPCP-39 MergedsantoscyberxAinda não há avaliações
- Procedimento para Processo de Recepção e Análise CríticaDocumento7 páginasProcedimento para Processo de Recepção e Análise CríticaFernando FerreiraAinda não há avaliações