Você também pode gostar
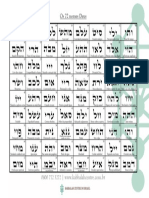
- 72 Nomes de Deus - TABELADocumento1 página72 Nomes de Deus - TABELAJean Carlos100% (2)
- Enunciado Da Avaliação 1 - Cálculo Elementar (IL10009)Documento2 páginasEnunciado Da Avaliação 1 - Cálculo Elementar (IL10009)Passei DiretoAinda não há avaliações
- 169602-Lista 4 - Fluido de Corte, Furação, Fresamento, Rosqueamento e Aplainamento 2017-1Documento2 páginas169602-Lista 4 - Fluido de Corte, Furação, Fresamento, Rosqueamento e Aplainamento 2017-1Jean CarlosAinda não há avaliações
- ENG520 Lista Exercícios Rev1 Mecânica Dos FluidosDocumento32 páginasENG520 Lista Exercícios Rev1 Mecânica Dos FluidosEverton Tavares de Souza50% (2)
- Painel Eletrico 3DDocumento181 páginasPainel Eletrico 3DJean Carlos100% (2)
- Carteira Top BDR Janeiro 2023 FinalDocumento12 páginasCarteira Top BDR Janeiro 2023 FinalAndre AndreAinda não há avaliações
- Fispq BR PT Lubrax Tecno 15W40Documento10 páginasFispq BR PT Lubrax Tecno 15W40Santos RaulAinda não há avaliações
- PIBDocumento3 páginasPIBLidio MaxwellAinda não há avaliações
- Comercialização de Produtos e Serviços TurísticosDocumento5 páginasComercialização de Produtos e Serviços Turísticosmarianampmartinss_69Ainda não há avaliações
- AtlasDocumento146 páginasAtlasEduardo De Freitas NunesAinda não há avaliações
- #3785 CR Credimac Quinzena Consignado Filipeta 10x21cmaDocumento2 páginas#3785 CR Credimac Quinzena Consignado Filipeta 10x21cmaCristiano OliveiraAinda não há avaliações
- Tese Luiz AlbertoDocumento181 páginasTese Luiz AlbertoKhyashiAinda não há avaliações
- Plano de ContasDocumento2 páginasPlano de ContasLUCAS MENDES DE VASCONCELOSAinda não há avaliações
- Ensaio Choque Termico (2P)Documento8 páginasEnsaio Choque Termico (2P)bruno.pylroAinda não há avaliações
- Roberto Mazzilli PelosiniDocumento3 páginasRoberto Mazzilli PelosiniAna ElzaAinda não há avaliações
- Jargões de MercadoDocumento8 páginasJargões de MercadoJean BorbaAinda não há avaliações
- Pec 45 2019 e Pec 110 2019 Convergencias e Impactos 8 3 2023Documento30 páginasPec 45 2019 e Pec 110 2019 Convergencias e Impactos 8 3 2023icaro psi100% (1)
- VGA 20171 Segunda Lista de ExercíciosDocumento5 páginasVGA 20171 Segunda Lista de ExercíciosNetto PinheiroAinda não há avaliações
- IntroduçãoDocumento10 páginasIntroduçãoluis cassimooAinda não há avaliações
- Hadron-Xx-Manual en PTDocumento41 páginasHadron-Xx-Manual en PTEverton DenardiAinda não há avaliações
- Atividade (Aula 06)Documento10 páginasAtividade (Aula 06)Raiza Nayara de Melo SilvaAinda não há avaliações
- Equivalencia de MateriaisDocumento11 páginasEquivalencia de MateriaisEduardo DelfinoAinda não há avaliações
- Aula PDF Cespe Auditor de Controle Externo TCDF Aula 02 2020Documento54 páginasAula PDF Cespe Auditor de Controle Externo TCDF Aula 02 2020Inácio888 888Ainda não há avaliações
- Instrumento EndodonticoDocumento3 páginasInstrumento Endodonticolorena nobreAinda não há avaliações
- Inteligência FinanceiraDocumento1 páginaInteligência FinanceiraLuís CostaAinda não há avaliações
- Avaliação FinalDocumento7 páginasAvaliação FinalMarcel Soares FrancoAinda não há avaliações
- Exercicio BonusDocumento5 páginasExercicio BonusMARCELO CLAUDIO DOS SANTOS SOUZAAinda não há avaliações
- Curso Design de SobrancelhasDocumento10 páginasCurso Design de Sobrancelhasmanansseis pereira0% (1)
- CPF/CNPJ: 142.446.738-14 INSC. EST: ISENTO Ivanildo RamosDocumento2 páginasCPF/CNPJ: 142.446.738-14 INSC. EST: ISENTO Ivanildo RamosDownloads ApenasAinda não há avaliações
- Demonstração Financeiras SuplementaresDocumento6 páginasDemonstração Financeiras SuplementaresPAULA SOLCIAAinda não há avaliações
- AD2 - Geografia Do Estado Do Rio de JaneiroDocumento3 páginasAD2 - Geografia Do Estado Do Rio de Janeiroapollo martinsAinda não há avaliações
- Fonte de RendaDocumento2 páginasFonte de RendaCarlindo EmanoelAinda não há avaliações
- Planilha para Inventario de OficinaDocumento18 páginasPlanilha para Inventario de OficinaAtilio GarciaAinda não há avaliações
- Caderno de Especificações - Residencial Allegro - Versão FinalDocumento32 páginasCaderno de Especificações - Residencial Allegro - Versão FinalRaimundo Nonato Assis GomesAinda não há avaliações