Você também pode gostar
- Chaveta DIN 6885Documento1 páginaChaveta DIN 6885dibhvip100% (3)
- Dispositivo de Alivio de PressaoDocumento4 páginasDispositivo de Alivio de PressaoClovis_sccpAinda não há avaliações
- IT-T-111-007-Limpeza e Substituição de Graxa em RedutoresDocumento1 páginaIT-T-111-007-Limpeza e Substituição de Graxa em RedutoresClovis_sccpAinda não há avaliações
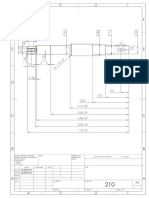
- Eixo 210Documento1 páginaEixo 210Clovis_sccpAinda não há avaliações
- Tabela de Ajustes ISADocumento3 páginasTabela de Ajustes ISAGustavo KosterAinda não há avaliações
- Seis Sigma em Grandes Indústrias No Brasil - Problemas de Implementação eDocumento171 páginasSeis Sigma em Grandes Indústrias No Brasil - Problemas de Implementação eClovis_sccpAinda não há avaliações
- Exemplos Tubos Industriais PDFDocumento5 páginasExemplos Tubos Industriais PDFClovis_sccpAinda não há avaliações
- Excel Formulas e Funções EssenciaisDocumento27 páginasExcel Formulas e Funções Essenciaismachrj01Ainda não há avaliações
- Ajuste dos RolamentosDocumento9 páginasAjuste dos RolamentosPhilipe WandembergAinda não há avaliações
- Garantia de qualidade e atendimento ao clienteDocumento82 páginasGarantia de qualidade e atendimento ao clientesilveiraaa100% (1)
- Universidade Federal Do Rio Grande Do Norte Centro de Tecnologia Programa de Engenharia de ProduçãoDocumento71 páginasUniversidade Federal Do Rio Grande Do Norte Centro de Tecnologia Programa de Engenharia de ProduçãoClovis_sccpAinda não há avaliações
- Trabalho de DinamicaDocumento1 páginaTrabalho de DinamicaClovis_sccpAinda não há avaliações
- Vasos Paredes FinasDocumento28 páginasVasos Paredes FinasClovis_sccpAinda não há avaliações
- Trabalho de Vasos - 2009 - 1Documento27 páginasTrabalho de Vasos - 2009 - 1robinho_301083robAinda não há avaliações
- Tipos de Mecanismos-Simples e ComplexosDocumento53 páginasTipos de Mecanismos-Simples e ComplexosjavagynAinda não há avaliações
- Vasos Paredes FinasDocumento28 páginasVasos Paredes FinasClovis_sccpAinda não há avaliações
- TCC - 060 - 2011 Fabricão de Esfera PDFDocumento86 páginasTCC - 060 - 2011 Fabricão de Esfera PDFfelipeherbetAinda não há avaliações
- 000822633Documento45 páginas000822633Clovis_sccpAinda não há avaliações
- TCC - 060 - 2011 Fabricão de Esfera PDFDocumento86 páginasTCC - 060 - 2011 Fabricão de Esfera PDFfelipeherbetAinda não há avaliações