Escolar Documentos
Profissional Documentos
Cultura Documentos
NBR ISO 7500-1-2004 Materiais Metalicos Calibracao de Maquinas de Ensaio
Enviado por
Paulo MoraesDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
NBR ISO 7500-1-2004 Materiais Metalicos Calibracao de Maquinas de Ensaio
Enviado por
Paulo MoraesDireitos autorais:
Formatos disponíveis
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NORMA
BRASILEIRA
ABNT NBR
NM-ISO
7500-1
Primeira edio
31.03.2004
Vlida a partir de
30.04.2004
Verso corrigida
30.07.2004
Materiais metlicos Calibrao de
mquinas de ensaio esttico uniaxial
Parte 1: Mquinas de ensaio de
trao/compresso Calibrao do sistema
de medio da fora
Metallic materials Verification of static uniaxial testing machine Part 1: Tension/compression testing machines
Palavras-chave: Material metlico. Ensaios mecnicos.
Descriptors:
Metallic materials. Mechanical testing.
ICS 19.060
Nmero de referncia
ABNT NBR NM-ISO 7500-1:2004
17 pginas
ABNT 2004
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
ABNT NBR NM-ISO 7500-1:2004
ABNT 2004
Todos os direitos reservados. A menos que especificado de outro modo, nenhuma parte desta publicao pode ser
reproduzida ou utilizada em qualquer forma ou por qualquer meio, eletrnico ou mecnico, incluindo fotocpia e
microfilme, sem permisso por escrito pela ABNT.
Sede da ABNT
Av. Treze de Maio, 13 28 andar
20003-900 Rio de Janeiro RJ
Tel.: + 55 21 3974-2300
Fax: + 55 21 2220-1762
abnt@abnt.org.br
www.abnt.org.br
Impresso no Brasil
ii
ABNT 2004 Todos os direitos reservados
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
ABNT NBR NM-ISO 7500-1:2004
Prefcio nacional
A Associao Brasileira de Normas Tcnicas (ABNT) o Frum Nacional de Normalizao. As Normas
Brasileiras, cujo contedo de responsabilidade dos Comits Brasileiros (ABNT/CB), dos Organismos de
Normalizao Setorial (ABNT/ONS) e das Comisses de Estudo Especial Temporria (ABNT/CEET), so
elaboradas por Comisses de Estudo (CE), formadas por representantes dos setores envolvidos, delas
fazendo parte: produtores, consumidores e neutros (universidades, laboratrios e outros).
A ABNT NBR NM-ISO 7500-1 foi elaborada no mbito do CSM 06 Comit Setorial Mercosul de Mquinas e
Equipamentos Mecnicos. O Projeto circulou para Consulta Pblica conforme Edital 07, de 31.07.2003, com
o nmero 06:01-ISO 7500-1.
A ABNT adotou a norma MERCOSUL NM-ISO 7500-1:2004 como Norma Brasileira por indicao do seu
Comit Brasileiro de Mquinas e Equipamentos Mecnicos (ABNT/CB-04).
Esta Norma cancela e substitui a ABNT NBR 6156:1983.
Esta verso corrigida da ABNT NBR NM 7500-1:2004 incorpora a Errata 1 de 31.05.2004.
ABNT 2004 Todos os direitos reservados
iii
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NORMA
MERCOSUR
NM-ISO 7500-1:2004
Primera edicin
2004-03-15
Materiales metlicos Calibracin de mquinas de ensayo esttico
uniaxial Parte 1: Mquinas de ensayo de traccin/
compresin - Calibracin de sistema de
medicin de la fuerza
Materiais metlicos Calibrao de mquinas de ensaio esttico
uniaxial Parte 1: Mquinas de ensaio de trao/
compresso - Calibrao do sistema de medio
da fora
ASOCIACIN
MERCOSUR
DE NORMALIZACIN
Nmero de referencia
NM-ISO 7500-1:2004
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
ndice
Sumrio
1 Objeto
1 Objetivo
2 Referencia normativa
2 Referncia normativa
3 Trminos y definiciones
3 Termos e definies
4 Smbolos
4 Smbolos
5 Inspeccin general de la mquina de ensayo
5 Inspeo geral da mquina de ensaio
6 Calibracin del sistema de medicin de fuerza de
la mquina de ensayo
6 Calibrao do sistema de medio de fora da
mquina de ensaio
7 Clase de banda nominal de la mquina de ensayo
7 Classe de faixa nominal da mquina de ensaio
8 Certificado de calibracin
8 Certificado de calibrao
9 Intervalo entre calibraciones
9 Intervalo entre calibraes
Anexo A (normativo) - Inspeccin general de la
mquina de ensayo
Anexo A (normativo) - Inspeo geral da mquina
de ensaio
Anexo B (informativo) - Inspeccin de las bases de
apoyo de las mquinas de ensayo a compresin
Anexo B (informativo) - Inspeo das bases de
apoio das mquinas de ensaio compresso
Anexo C (informativo) - Mtodo alternativo de
clasificacin de mquinas de ensayo
Anexo C (informativo) - Mtodo alternativo de
classificao de mquinas de ensaio
Anexo D (informativo) - Bibliografa
Anexo D (informativo) - Bibliografia
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Prefacio
Prefcio
La AMN - Asociacin MERCOSUR de Normalizacin
- tiene por objeto promover y adoptar las acciones
para la armonizacin y la elaboracin de las Normas
en el mbito del Mercado Comn del Sur MERCOSUR, y est integrada por los Organismos
Nacionales de Normalizacin de los pases
miembros.
A AMN - Associao MERCOSUL de Normalizao
- tem por objetivo promover e adotar as aes para a
harmonizao e a elaborao das Normas no mbito
do Mercado Comum do Sul - MERCOSUL, e
integrada pelos Organismos Nacionais de
Normalizao dos pases membros.
La AMN desarrolla su actividad de normalizacin
por medio de los CSM - Comits Sectoriales
MERCOSUR - creados para campos de accin
claramente definidos.
A AMN desenvolve sua atividade de normalizao
por meio dos CSM - Comits Setoriais MERCOSUL
- criados para campos de ao claramente definidos.
Los Proyectos de Norma MERCOSUR, elaborados
en el mbito de los CSM, circulan para votacin
nacional por intermedio de los Organismos
Nacionales de Normalizacin de los pases
miembros.
Os Projetos de Norma MERCOSUL, elaborados
no mbito dos CSM, circulam para votao nacional
por intermdio dos Organismos Nacionais de
Normalizao dos pases membros.
La homologacin como Norma MERCOSUR por
parte de la Asociacin MERCOSUR de
Normalizacin requiere la aprobacin por consenso
de sus miembros.
A homologao como Norma MERCOSUL por
parte da Associao MERCOSUL de Normalizao
requer a aprovao por consenso de seus membros.
Esta Norma fue elaborada por el CSM 06 - Comit
Sectorial MERCOSUR de Mquinas y Equipos
Mecnicos.
Esta Norma foi elaborada pelo CSM 06 - Comit
Setorial MERCOSUL de Mquinas e Equipamentos
Mecnicos.
Para el estudio de este proyecto de Norma
MERCOSUR, se tom como texto base la norma
ISO 7500-1:1999 - Metallic materials - Verification
of static uniaxial testing machine - Part 1: Tension/
compression testing machines.
Para o estudo deste projeto de Norma MERCOSUL,
se tomou como texto base a norma ISO 7500-1:1999
- Metallic materials - Verification of static uniaxial
testing machine - Part 1: Tension/compression testing
machines.
Esta Norma contiene tres anexos, el A es normativo,
y el B y el C son informativos.
Esta Norma contem trs anexos, sendo A normativo
e B e C informativos.
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Prefacio ISO
Prefcio ISO
La ISO (International Organization for
Standardization) es una federacin mundial de
organismos nacionales de normalizacin (miembros
de ISO). El trabajo de preparacin de normas
internacionales se realiza, normalmente, a travs
de los Comits Tcnicos de ISO. Cada organismo
miembro interesado en un tema para el cual ha sido
constituido el comit, tiene derecho a estar
representado. Tambin toman parte en los trabajos,
organizaciones internacionales, gubernamentales
y no gubernamentales vinculadas con ISO. ISO
colabora estrechamente con la International
Eletrotechnical Commission (IEC) en todos los
asuntos relacionados con la normalizacin
electrotcnica.
A ISO (International Organization for Standardization)
uma federao mundial de organismos de
normalizao nacionais (organismos membros da
ISO). O trabalho de preparao de normas
internacionais normalmente feito por comits
tcnicos da ISO. Cada organismo membro
interessado em um tema para o qual o comit foi
estabelecido tem o direito de nele ser representado. Tambm tomam parte no trabalho
organizaes internacionais, governamentais e no
governamentais, em contato com a ISO. A ISO
colabora estreitamente com a International
Eletrotechnical Commission (IEC) em todos os
assuntos relacionados com normalizao em
eletrotcnica.
Las Normas internacionales son presentadas de
acuerdo con las reglas que figuran en las Directivas
ISO/IEC, parte 3.
As Normas Internacionais so apresentadas de
acordo com as regras constantes nas Diretivas
ISO/IEC, Parte 3.
Los proyectos de Normas internacionales adoptados
por los comits tcnicos se hacen circular entre los
organismos miembros para su votacin. La
publicacin como Norma internacional requiere la
aprobacin de por lo menos el 75% de los
organismos miembros con derecho a voto.
Os Projetos de Norma Internacional adotados pelos
comits tcnicos circulam entre os organismos
membros para votao. A publicao como Norma
Internacional requer aprovao de pelo menos 75 %
dos organismos membros com direito a voto.
La Norma internacional ISO 7500-1 fue preparada
por el Comit Tcnico ISO/TC 164, Mechanical
Testing of Metals, Subcomit SC 1, Uniaxial Testing.
A Norma Internacional ISO 7500-1 foi preparada
pelo Comit Tcnico ISO/TC 164, Mechanical
Testing of Metals, Subcomit SC 1, Uniaxial Testing.
Esta segunda edicin anula y reemplaza la primera
edicin (ISO 7500-1:1986), de la cual constituye
una revisin tcnica.
Esta segunda edio substitui e cancela a primeira
edio (ISO 7500-1:1986) a qual foi tecnicamente
revisada.
La ISO 7500 consta de las siguientes partes bajo el
ttulo genrico de Metallic materials Verification of
static uniaxial testing machines:
A ISO 7500 consiste das seguintes partes, sob o
ttulo genrico de Metallic materials Verification of
static uniaxial testing machines:
- Part 1: Tension/compression testing machines
- Verification and calibration of the force-measuring
system
- Part 1: Tension/compression testing machines
- Verification and calibration of the force-measuring
system
- Part 2: Tension creep testing machines Verification of the applied load
- Part 2: Tension creep testing machines Verification of the applied load
El Anexo A de esta parte de la ISO 7500 es
normativo. Los anexos B y C son slo informativos.
O anexo A desta parte da ISO 7500 normativo. Os
anexos B e C so apenas informativos.
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Materiales metlicosCalibracin de mquinas de ensayo esttico uniaxialParte 1: Mquinas de ensayo de traccin/compresin Calibracin de sistema de medicin de la fuerza
Materiais metlicos Calibrao de mquinas de ensaio esttico uniaxial Parte 1: Mquinas de ensaio de trao/compresso Calibrao do sistema de medio da fora
1 Objeto
1 Objetivo
Esta Norma establece las reglas para la calibracin
de las mquinas de ensayo de traccin/
compresin.
Esta Norma especifica a calibrao das mquinas
de ensaio trao/compresso.
La calibracin consiste en:
A calibrao consiste em:
- inspeccin general de la mquina de ensayo,
incluyendo sus accesorios para la aplicacin de
la fuerza;
- inspeo geral da mquina de ensaio, incluindo
seus acessrios para aplicao de fora;
- calibracin del sistema de medicin de la
fuerza.
- calibrao do sistema de medio da fora.
NOTA - Esta Norma trata de la calibracin esttica de los
sistemas de medicin de fuerza de la mquina, por eso los
valores obtenidos de la calibracin no son necesariamente
vlidos para ensayos dinmicos o a altas velocidades. En
la Bibliografa se dan informaciones adicionales respecto
a los efectos dinmicos.
NOTA - Esta Norma trata da calibrao esttica dos sistemas
de medio de fora da mquina e os valores obtidos da
calibrao no so necessariamente vlidos para ensaios
dinmicos ou em altas velocidades. Informaes adicionais
com relao aos efeitos dinmicos so dadas na
Bibliografia.
2 Referencia normativa
2 Referncia normativa
El siguiente documento normativo contiene
prescripciones que, al ser citados en este texto,
constituyen prescripciones para esta parte de la
NM-ISO 7500-1. Para la referencia que tienen fecha,
no son aplicables las enmiendas o revisiones
posteriores. Mientras, se recomienda a aquellos
que realizan acuerdos basados en esta parte de la
NM-ISO 7500-1 que verifiquen la posibilidad de utilizar
la edicin ms reciente del documento que figura a
continuacin. Para el documento que no tiene fecha,
se aplica la ltima edicin. Los organismos
miembros del MERCOSUR tienen registros de las
normas en vigencia en el momento.
O seguinte documento normativo contem
prescries que, atravs de referncia neste texto,
constituem prescries para esta parte da
NM-ISO 7500-1. Para referncia datada, as
emendas subsequentes ou as revises desta
publicao no so aplicveis. Entretanto,
recomenda-se queles que realizam acordos com
base nesta parte da NM-ISO 7500-1 que verifiquem
a possibilidade de utilizarem a edio mais
recente do documento normativo relacionado a
seguir. Para referncia no-datada, a ltima edio
do documento normativo referenciado se aplica. Os
organismos membros do MERCOSUL mantm
registros das normas em vigor em um dado
momento.
ISO 376:19991) - Metallic materials - Calibration of
force-proving instruments used for the verification of
uniaxial testing machines
ISO 376:19991) - Metallic materials - Calibration of
force-proving instruments used for the verification of
uniaxial testing machines
1)
1)
Esta norma ser utilizada mientras no exista la
norma MERCOSUR correspondiente
Esta norma deve ser utilizada at que exista a
norma MERCOSUL correspondente
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
3 Trminos y definiciones
3 Termos e definies
Para el propsito de esta Norma, se aplica el
siguiente trmino y definici:
Para os objetivos desta Norma, aplica-se o seguinte
termo e definio:
3.1 calibracin: Conjunto de operaciones que
establece, bajo condiciones especificadas, la
relacin entre los valores indicados por un
instrumento de medicin, o sistema de medicin, o
valores representados por una medida materializada,
o un material de referencia, y los valores
correspondientes de las magnitudes establecidas
por los patrones.
3.1 calibrao: Conjunto de operaes que
estabelece, sob condies especificadas, a relao
entre os valores indicados por um instrumento de
medio ou sistema de medio, ou valores
representados por uma medida materializada, ou
um material de referncia, e os valores
correspondentes das grandezas estabelecidos por
padres.
NOTA 1 - El resultado de una calibracin permite establecer
tanto los valores de medicin para las indicaciones, como
determinar las correcciones a ser aplicadas.
NOTA 1 - O resultado de uma calibrao permite tanto o
estabelecimento dos valores do mensurando para as
indicaes, como a determinao das correes a serem
aplicadas.
NOTA 2 - Una calibracin puede tambin determinar otras
propiedades metrolgicas, como el efecto de las
magnitudes de influencia.
NOTA 2 - Uma calibrao pode, tambm, determinar outras
propriedades metrolgicas como o efeito das grandezas
de influncia.
NOTA 3 - El resultado de una calibracin puede ser
registrado en un documento, denominado algunas veces
certificado o informe de calibracin.
NOTA 3 - O resultado de uma calibrao pode ser registrado
em um documento, algumas vezes denominado certificado
ou relatrio de calibrao.
4 Smbolos
4 Smbolos
Los smbolos y sus significados se indican en la
tabla 1.
Os smbolos e seus significados so fornecidos na
tabela 1.
Tabla 1 / Tabela 1
Smbolos y significados / Smbolos e seus significados
Smbolo
Unidad/
Unidade
Resolucin relativa del indicador de fuerza de la mquina de ensayo/
Resoluo relativa do indicador de fora da mquina de ensaio
Error relativo de repetibilidad del sistema de medicin de fuerza de la mquina de
ensayo/
Erro relativo de repetitividade do sistema de medio de fora da mquina de
ensaio
f0
Error relativo del valor cero del sistema de medicin de fuerza de la mquina de
ensayo/
Erro relativo do valor zero do sistema de medio de fora da mquina de ensaio
Valor verdadero convencional, indicado por el instrumento de medicin de fuerza,
con fuerza de ensayo creciente/
Valor verdadeiro convencional, indicado pelo instrumento de medio de fora,
com fora de ensaio crescente
Significado/
Significado
(contina / continua)
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Tabla 1 / Tabela 1
(continuacin / continuao)
Smbolo
Unidad/
Unidade
Significado/
Significado
Valor verdadero convencional, indicado por el instrumento de medicin de fuerza,
con fuerza de ensayo decreciente/
Valor verdadeiro convencional, indicado pelo instrumento de medio de fora,
com fora de ensaio decrescente
Valor verdadero convencional, indicado por el instrumento de medicin de fuerza,
con fuerza de ensayo creciente, para las series complementarias de mediciones
para la menor banda nominal de medicin utilizada/
Valor verdadeiro convencional, indicado pelo instrumento de medio de fora,
com fora de ensaio crescente, para as sries complementares de medies, para
a menor faixa nominal de medio que utilizada
Fuerza leda en el indicador de fuerza de la mquina de ensayo a ser calibrada,
con fuerza de ensayo creciente/
Fora lida no indicador de fora da mquina de ensaio a ser calibrada, com fora
de ensaio crescente
Fuerza leda en el indicador de fuerza de la mquina de ensayo a ser calibrada,
con fuerza de ensayo decreciente/
Fora lida no indicador de fora da mquina de ensaio a ser calibrada, com fora
de ensaio decrescente
Fi , F
Media aritmtica de las diversas mediciones de Fi y F para el mismo valor de
fuerza preestablecido/
Mdia aritmtica das diversas medies de Fi e F, para o mesmo valor de fora
pr-estabelecido
Fi mx, Fi min
Fmx, Fmin
Valor mximo o mnimo de Fi o F para el mismo valor de fuerza preestablecido/
Valor mximo ou mnimo de Fi ou F para o mesmo valor de fora pr-estabelecido
Fuerza leda en el indicador de la fuerza de la mquina de ensayo a ser calibrada,
con fuerza de ensayo creciente, para las series complementarias de mediciones,
para la menor banda nominal de medicin utilizada/
Fora lida no indicador de fora da mquina de ensaio a ser calibrada, com fora
de ensaio crescente, para as sries complementares de medies, para a menor
faixa nominal de medio que utilizada
Fi0
Indicacin residual del indicador de fuerza de la mquina de ensayo a ser
calibrada, despus de la remocin de la fuerza/
Indicao residual do indicador de fora da mquina de ensaio a ser calibrada,
aps a remoo da fora
FN
Lmite superior de la banda nominal del indicador de fuerza de la mquina de
ensayo/
Limite superior da faixa nominal do indicador de fora da mquina de ensaio
gn
m/s
Fc
Fi
Fi
Fic
Aceleracin local de la gravedad/
Acelerao local da gravidade
Error relativo de exactitud del sistema de medicin de fuerza de la mquina de
ensayo/
Erro relativo de indicao do sistema de medio de fora da mquina de ensaio
(contina / continua)
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Tabla 1 / Tabela 1
(continuacin / continuao)
Smbolo
Unidad/
Unidade
Significado/
Significado
Resolucin del indicador de fuerza de la mquina de ensayo /
Resoluo do indicador de fora da mquina de ensaio
Error relativo de reversibilidad del sistema de medicin de fuerza de la
mquina de ensayo/
Erro relativo de reversibilidade do sistema de medio de fora da
mquina de ensaio
air
kg/m
Masa especfica de aire / Massa especfica do ar
kg/m
Masa especfica de peso muerto / Massa especfica do peso morto
5 Inspeccin general de la mquina de
ensayo
5 Inspeo geral da mquina de ensaio
La calibracin de la mquina de ensayo debe
realizarse solamente si la mquina est en buenas
condiciones de funcionamiento. Por lo tanto, se
debe realizar una inspeccin general de la mquina
antes de la calibracin del sistema de medicin de
fuerza de la mquina (ver anexo A).
A calibrao da mquina de ensaio somente dever
ser realizada se a mquina estiver em boas
condies de funcionamento. Para tanto, deve ser
realizada uma inspeo geral da mquina antes da
calibrao do sistema de medio de fora da
mquina (ver anexo A).
NOTA - Las buenas prcticas metrolgicas requieren una
calibracin anterior a cualquier mantenimiento o ajuste de
las mquinas de ensayo.
NOTA - Boas prticas metrolgicas requerem uma
calibrao anterior a qualquer manuteno ou ajuste das
mquinas de ensaio.
6 Calibracin del sistema de medicin de
la fuerza de la mquina de ensayo
6 Calibrao do sistema de medio de
fora da mquina de ensaio
6.1 Consideraciones generales
6.1 Consideraes gerais
Esta calibracin debe realizarse en cada banda
nominal utilizada y con todos los indicadores de
fuerza empleados. Si se emplean otros dispositivos
accesorios (por ejemplo: punteros, registrador) que
puedan afectar el sistema de medicin de fuerza,
deben verificarse de acuerdo a 6.4.6.
Esta calibrao deve ser realizada em cada faixa
nominal utilizada e com todos os indicadores de
fora empregados. Quaisquer dispositivos acessrios
(por exemplo ponteiros, registrador) que possam afetar
o sistema de medio de fora devem, onde
empregados, ser verificados de acordo com 6.4.6.
Si la mquina de ensayo posee varios sistemas de
medicin de fuerza, cada sistema debe ser tratado
como una mquina de ensayo separada. El mismo
procedimiento debe seguirse para las mquinas
hidrulicas de doble pistn.
Se a mquina de ensaio possuir vrios sistemas de
medio de fora, cada sistema dever ser tratado
como uma mquina de ensaio separada. O mesmo
procedimento deve ser seguido para as mquinas
hidrulicas de duplo pisto.
La calibracin debe realizarse con instrumentos de
medicin de fuerza, con la siguiente excepcin: si
la fuerza a ser calibrada estuviera por debajo del
lmite inferior del instrumento de medicin de fuerza
de menor capacidad utilizado en el procedimiento
de calibracin, usar masas calibradas.
A calibrao deve ser realizada com a utilizao de
instrumentos de medio de fora, com a seguinte
exceo: se a fora a ser calibrada estiver abaixo
do limite inferior do instrumento de medio de
fora de menor capacidade utilizado no procedimento
de calibrao, usar massas calibradas.
Cuando sea necesario ms de un instrumento de
medicin de fuerza para calibrar una banda nominal,
la mxima fuerza aplicada al instrumento de menor
Quando for necessrio mais do que um instrumento
de medio de fora para calibrar uma faixa nominal,
a mxima fora aplicada ao instrumento de menor
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
capacidad debe ser la misma que la mnima fuerza
aplicada al instrumento de medicin de fuerza de
mayor capacidad a ser utilizado en la secuencia.
Cuando un conjunto de masas calibradas se utilice
para calibracin de fuerzas, el conjunto debe ser
considerado como un nico instrumento de medicin
de la fuerza.
capacidade deve ser a mesma que a mnima fora
aplicada ao instrumento de medio de fora de
maior capacidade a ser utilizado na seqncia.
Quando um conjunto de massas calibradas for
utilizado para calibrao de foras, o conjunto deve
ser considerado como um nico instrumento de
medio de fora.
La calibracin debe realizarse con las fuerzas
indicadas, Fi, preestablecidas. Cuando este mtodo
no sea aplicable, la calibracin puede realizarse
con valores verdaderos convencionales, F,
preestablecidos.
A calibrao deve ser realizada com foras
indicadas, Fi, pr-estabelecidas. Quando este
mtodo no for aplicvel, a calibrao pode ser
realizada com valores verdadeiros convencionais,
F, pr-estabelecidos.
NOTA 1 - Todas las calibraciones deben ser realizadas
con una fuerza lentamente creciente. El trmino
preestablecido significa que el mismo valor de Fi (o F) es
usado para las tres series de mediciones (ver 6.4.5).
NOTA 1 - Todas as calibraes devem ser realizadas com
fora lentamente crescente. O termo pr-estabelecido
significa que o mesmo valor de Fi (ou F) usado para as
trs sries de medies (ver 6.4.5).
Los instrumentos utilizados para la calibracin deben
tener una rastreabilidad certificada por el sistema
internacional de unidades.
Os instrumentos utilizados para a calibrao devem
possuir rastreabilidade certificada ao sistema
internacional de unidades.
El instrumento de medicin de fuerza debe cumplir
con los requisitos especificados en la norma
ISO 376. La clase de instrumento debe ser igual o
mejor que la clase para la cual la mquina de
ensayo deba ser calibrada. En el caso de utilizarse
pesos muertos, el error relativo de la fuerza generada
por dichos pesos debe ser menor o igual a 0,1%.
O instrumento de medio de fora deve atender
aos requisitos especificados na ISO 376. A classe
do instrumento deve ser igual ou melhor do que a
classe para a qual a mquina de ensaio deva ser
calibrada. No caso de utilizao de pesos mortos,
o erro relativo da fora gerada por estes pesos deve
ser menor ou igual a 0,1%.
NOTA 2 - La ecuacin exacta para calcular la fuerza F, en
newton, generada por el peso muerto de la masa m, en
kilogramos, es:
NOTA 2 - A equao exata que fornece a fora, F, em
newtons, gerada pelo peso morto de massa m, em
quilogramas, :
F = mg n 1 air
Esta fuerza puede calcularse utilizando la siguiente
frmula aproximada:
Esta fora pode ser calculada utilizando-se a
seguinte frmula aproximada:
F = mg n
El error relativo de la fuerza puede calcularse, en
este caso, por la frmula siguiente:
O erro relativo da fora pode ser calculado, neste
caso, pela seguinte frmula:
g n
gn
6.2 Determinacin de la resolucin
6.2 Determinao da resoluo
6.2.1 Escala analgica
6.2.1 Escala analgica
El espesor de las marcas de la escala debe ser
uniforme y el ancho del puntero debe ser
aproximadamente igual al ancho de la marca de la
escala.
A espessura das marcas da escala deve ser
uniforme e a largura do ponteiro deve ser
aproximadamente igual largura da marca da escala.
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
La resolucin, r, del indicador debe obtenerse a
partir de la proporcin entre el ancho del puntero y
la distancia, centro a centro, entre dos marcas
adyacentes. Las proporciones recomendadas son
1:2, 1:5 1:10; es necesario un espacio de 2,5 mm
o mayor para la determinacin de un dcimo de la
divisin de la escala.
A resoluo, r, do indicador deve ser obtida a partir
da proporo entre a largura do ponteiro e a distncia
centro a centro entre duas marcas adjacentes da
escala. As propores recomendadas so 1:2, 1:5
ou 1:10; um espaamento de 2,5 mm ou maior
necessrio para a determinao de um dcimo da
diviso da escala.
6.2.2 Escala digital
6.2.2 Escala digital
Se considera resolucin a un incremento de conteo
del indicador numrico, siempre que la indicacin
no oscile en ms de un incremento cuando el
instrumento est sin aplicacin de fuerza y los
motores y controles operando.
Considera-se como resoluo um incremento da
contagem do indicador numrico, desde que a
indicao no oscile em mais de um incremento
quando o instrumento estiver sem aplicao de
fora e os motores e controles operando.
6.2.3 Variacin de las indicaciones
6.2.3 Variao das indicaes
Si las indicaciones oscilaran ms que el valor
previamente calculado para la resolucin (con el
instrumento sin aplicacin de fuerza y con el motor
y/o mecanismo de accionamiento y control
funcionando para la determinacin de la suma de
todos los ruidos elctricos), esta resolucin, r, debe
considerarse como igual a la mitad de la banda de
oscilacin ms un incremento.
Se as indicaes oscilarem mais do que o valor
previamente calculado para a resoluo (com o
instrumento sem aplicao de fora e com o motor
e/ou mecanismo de acionamento e controle
acionados para a determinao do montante de
todos os rudos eltricos), esta resoluo, r, deve
ser considerada como sendo igual metade da
faixa de oscilao mais um incremento.
NOTA 1 - Este procedimiento determina solamente la
resolucin debido al ruido del sistema y no tiene en cuenta
los errores de control, como en las mquinas hidrulicas.
NOTA 1 - Este procedimento determina somente a resoluo
devido ao rudo do sistema e no leva em conta erros de
controle, como em mquinas hidrulicas.
NOTA 2 - Para mquinas con variacin automtica de
banda nominal, la resolucin del indicador cambia en la
proporcin en que la resolucin y la ganancia del sistema
varan.
NOTA 2 - Para mquinas com variao automtica de
faixa nominal, a resoluo do indicador varia na proporo
em que a resoluo e o ganho do sistema variam.
6.2.4 Unidad
6.2.4 Unidade
La resolucin, r, debe expresarse en unidades de
fuerza.
A resoluo, r, deve ser expressa em unidades de
fora.
6.3 Determinacin preliminar de la resolucin
relativa del indicador de la fuerza
6.3 Determinao preliminar da resoluo
relativa do indicador de fora
La resolucin relativa de la fuerza, a, se define por
la relacin:
A resoluo relativa, a, do indicador de fora
definida pela relao:
a=
r
100
F
donde:
onde:
es la resolucin definida en 6.2;
a resoluo definida no item 6.2;
es la fuerza en el punto considerado.
a fora no ponto sob considerao.
La resolucin relativa, a, debe ser determinada para
todos los valores preestablecidos de la fuerza y no
debe exceder a los establecidos en la tabla 2 para
la clase de banda nominal de la mquina que est
siendo calibrada.
A resoluo relativa, a, deve ser determinada para
todos os valores pr-estabelecidos de fora e no
deve exceder os valores fornecidos na tabela 2 para
a classe da faixa nominal da mquina que est
sendo calibrada.
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
6.4 Procedimiento de calibracin
6.4 Procedimento de calibrao
6.4.1 Alineacin del instrumento de medicin
de la fuerza
6.4.1 Alinhamento do instrumento de medio
de fora
Se montan los instrumentos de medicin de fuerza
a la traccin en la mquina de forma de minimizar
cualquier efecto de flexin (ver ISO 376). Para la
alineacin de los instrumentos de medicin de fuerza
a la compresin, se monta una base esfrica en el
instrumento, siempre que la mquina no posea
base esfrica incorporada.
Montar instrumentos de medio de fora trao
na mquina de tal maneira a minimizar quaisquer
efeitos de flexo (ver ISO 376). Para o alinhamento
de instrumentos de medio de fora compresso,
montar assento esfrico no instrumento desde que
a mquina no possua assento esfrico incorporado.
6.4.2 Compensacin de la temperatura
6.4.2 Compensao de temperatura
La calibracin debe realizarse a temperatura
ambiente entre 10C y 35C. La temperatura a la
que se realiza debe indicarse en el certificado de
calibracin.
A calibrao deve ser realizada em temperatura
ambiente entre 10C e 35C. A temperatura na qual
a calibrao realizada deve ser indicada no
Certificado de Calibrao.
Se debe proporcionar al instrumento de medicin
de fuerza un perodo de tiempo suficiente para que
alcance una temperatura estable. La temperatura
del instrumento de medicin de fuerza debe
permanecer estable dentro de 2C durante cada
sesin de calibracin. Si es necesario deben
aplicarse a las indicaciones, las correcciones de
temperatura (ver ISO 376).
Deve-se proporcionar ao instrumento de medio
de fora um perodo suficiente de tempo para que
se alcance uma temperatura estvel. A temperatura
do instrumento de medio de fora deve
permanecer estvel dentro de 2C durante cada
sesso de calibrao. Caso necessrio devem ser
aplicadas s indicaes as correes de
temperatura (ver ISO 376).
6.4.3 Preparacin de la mquina de ensayo
6.4.3 Preparao da mquina de ensaio
La mquina de ensayo, con el instrumento de
medicin de fuerza instalado, debe ser accionada,
como mnimo, tres veces, desde cero hasta la
fuerza mxima a ser calibrada.
A mquina, com o instrumento de medio de fora
instalado, deve ser acionada, no mnimo trs vezes,
de zero at a fora mxima a ser calibrada.
6.4.4 Procedimiento
6.4.4 Procedimento
Debe utilizarse el siguiente mtodo: se aplica a la
mquina una determinada fuerza, Fi, indicada por el
indicador de fuerza de la mquina y se registra el
valor verdadero convencional de la fuerza, F, indicado
en el instrumento de medicin de fuerza.
O seguinte mtodo deve ser utilizado: uma
determinada fora, Fi, indicada pelo indicador de
fora da mquina, aplicada mquina e o valor
verdadeiro convencional da fora, F, indicado no
instrumento de medio de fora registrado.
Si no fuera posible usar este mtodo, se aplica a la
mquina el valor verdadero convencional de la fuerza
F indicado por el instrumento de medicin de fuerza
y se registra la fuerza Fi indicada por el indicador
de fuerza de la mquina.
Se no for possvel o uso deste mtodo, o valor
verdadeiro convencional da fora, F, indicado pelo
instrumento de medio de fora aplicado
mquina e a fora, Fi, indicada pelo indicador de
fora da mquina registrada.
6.4.5 Aplicacin de fuerzas
6.4.5 Aplicao de foras
Deben realizarse tres series de mediciones con
fuerza creciente. Para las mquinas que utilizan
menos de cinco valores preestablecidos de fuerza,
cada valor de error relativo no debe exceder los
valores indicados en la tabla 2 para la clase
especfica. Para mquinas que utilizan ms de
cinco valores preestablecidos de fuerza, cada serie
de mediciones debe comprender por lo menos cinco
Devem ser realizadas trs sries de medies com
fora crescente. Para mquinas que no utilizam
mais do que cinco valores pr-estabelecidos de
fora, cada valor de erro relativo no deve exceder
os valores fornecidos na tabela 2 para a classe
especfica. Para mquinas que utilizam mais do
que cinco valores pr-estabelecidos de fora, cada
srie de medies deve compreender pelo menos
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
valores de fuerzas espaciados a intervalos
aproximadamente iguales entre 20% y 100% de la
banda nominal.
cinco valores de foras espaados a intervalos
aproximadamente iguais entre 20% e 100% da
faixa nominal.
Si la calibracin es efectuada en fuerzas por debajo
del 20% de la banda nominal, es preciso realizar
mediciones suplementarias en valores preestablecidos
de fuerzas, aproximadamente a 10%; 5%; 2%; 1%;
0,5%; 0,2% y 0,1% de la banda nominal hasta el
lmite inferior de calibracin inclusive.
Se a calibrao for efetuada em foras abaixo de
20% da faixa nominal, preciso realizar medies
suplementares em valores pr-estabelecidos de
foras a aproximadamente 10%; 5%; 2%; 1%; 0,5%;
0,2% e 0,1% da faixa nominal, at e inclusive o
limite inferior de calibrao.
NOTA 1 - El lmite inferior de la banda nominal puede
determinarse multiplicando la resolucin r, por
NOTA 1 - O limite inferior da faixa nominal pode ser
determinado multiplicando-se a resoluo, r, por:
- 400 para la clase 0,5;
- 400 para classe 0,5;
- 200 para la clase 1;
- 200 para classe 1;
- 100 para la clase 2;
- 100 para classe 2;
- 67 para la clase 3.
- 67 para classe 3.
Para mquinas de ensayo con variacin automtica de
banda nominal, se deben aplicar, como mnimo, dos
escalonamientos de la fuerza en cada trecho donde la
resolucin no cambia.
Para mquinas de ensaio com variao automtica de
faixa nominal, no mnimo dois escalonamentos de fora
devem ser aplicados em cada trecho onde a resoluo
no muda.
NOTA 2 - El instrumento de medicin de la fuerza puede
girarse en un ngulo de 120 antes de cada serie de
mediciones y debe realizarse una aplicacin de fuerza
mxima.
NOTA 2 - O instrumento de medio de fora pode ser
girado em um ngulo de 120 antes de cada srie de
medies e uma aplicao de fora mxima deve ser
realizada.
Para cada fuerza preestablecida debe calcularse la
media aritmtica de los valores obtenidos en cada
serie de mediciones. De esos valores medios, debe
calcularse el error relativo de exactitud y el error
relativo de repetibilidad del sistema de medicin de
fuerza de la mquina de ensayo (ver 6.5).
Para cada fora pr-estabelecida, deve ser calculada
a mdia aritmtica dos valores obtidos em cada
srie de medies. Desses valores mdios, devem
ser calculados o erro relativo de indicao e o erro
relativo de repetitividade do sistema de medio de
fora da mquina de ensaio (ver 6.5).
El cero debe ajustarse antes de cada serie de
mediciones. El registro del cero debe hacerse
aproximadamente 30 s despus de que la fuerza
haya sido completamente removida. En el caso de
indicador analgico, se debe verificar si el puntero
oscila libremente alrededor de la posicin cero y,
en el caso de indicador digital, que cualquier valor
que caiga por debajo de cero sea registrado
inmediatamente, por ejemplo mediante un indicador
de signo (+ -).
O zero deve ser ajustado antes de cada srie de
medies. O registro de zero deve ser feito
aproximadamente 30 s aps a fora ter sido
completamente removida. No caso de indicador
analgico, deve-se certificar que o ponteiro oscila
livremente ao redor da posio zero e, no caso de
indicador digital, que qualquer queda abaixo de
zero seja imediatamente registrada, por exemplo
atravs de um indicador de sinal (+ ou -).
Debe anotarse el error relativo del valor cero de
cada serie, calculado por la siguiente ecuacin:
O erro relativo do valor zero de cada srie, calculado
utilizando-se a seguinte equao, deve ser anotado:
f0 =
Fi 0
x 100
FN
6.4.6 Verificacin de los accesorios
6.4.6 Verificao dos acessrios
Las buenas condiciones de funcionamiento y la
resistencia debida a la friccin de los accesorios
mecnicos (puntero, registrador) deben verificarse
As boas condies de funcionamento e a resistncia
devido ao atrito dos dispositivos mecnicos
acessrios (ponteiro, registrador) devem ser
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
por uno de los siguientes mtodos, de acuerdo a la
mquina que se utilice normalmente, con o sin
accesorios.
verificadas por um dos seguintes mtodos, conforme
a mquina seja utilizada normalmente, com ou sem
acessrios:
a) Mquina usada normalmente con accesorios:
Deben realizarse tres series de mediciones con
fuerza creciente (ver 6.4.5) para cada banda
nominal en la que se usa, con los accesorios
conectados, y una serie complementaria de
mediciones, sin los accesorios, en la banda
nominal menor en la que es usada.
a) Mquina normalmente usada com acessrios:
Devem ser realizadas trs sries de medies
com fora crescente (ver 6.4.5) para cada faixa
nominal em que usada, com os acessrios
conectados, e uma srie complementar de
medies, sem os acessrios, na menor faixa
nominal em que usada.
b) Mquina usada normalmente sin accesorios:
Deben realizarse tres series de mediciones con
fuerza creciente (ver 6.4.5) para cada banda
nominal en que es usada, con los accesorios
desconectados, y una serie complementaria de
mediciones con los accesorios conectados, en
la banda nominal menor en la que es usada.
b) Mquina normalmente usada sem acessrios:
Devem ser realizadas trs sries de medies
com fora crescente (ver 6.4.5) para cada faixa
nominal em que usada, com os acessrios
desconectados, e uma srie complementar de
medies, com os acessrios conectados, na
menor faixa nominal em que usada.
En ambos casos el error relativo de exactitud, q,
debe calcularse para las tres series normales de
mediciones y el error relativo de repetibilidad, b,
debe calcularse a partir de las cuatro series. Los
valores obtenidos para b y q deben estar de acuerdo
con la tabla 2 para la clase considerada, debiendo
cumplir la siguiente condicin:
Em ambos os casos o erro relativo de indicao, q,
deve ser calculado para as trs sries normais de
medies e o erro relativo de repetitividade, b, deve
ser calculado a partir das quatro sries. Os valores
obtidos para b e q devem estar em conformidade
com a tabela 2 para a classe considerada, devendo
ainda ser satisfeita a seguinte condio:
- Calibracin con fuerza indicada:
- Calibrao com fora indicada:
100
Fi Fc
1,5 q
Fc
- Calibracin con valor verdadero convencional
de fuerza:
100
- Calibrao com valor verdadeiro convencional
de fora:
Fic F
1,5 q
F
NOTA - En estas ecuaciones el valor de q es tomado como
el valor mximo admisible, de acuerdo a la tabla 2 para la
clase considerada.
NOTA - Nestas equaes o valor de q tomado como
sendo o valor mximo admissvel conforme tabela 2 para a
classe considerada.
6.4.7 Verificacin de la influencia de las
diferentes posiciones del pistn
6.4.7 Verificao da influncia das diferentes
posies do pisto
Para las mquinas hidrulicas, donde la presin
hidrulica del actuador se usa para medir la fuerza
del ensayo, la influencia de las diferentes posiciones
del pistn debe verificarse respecto a la menor
banda nominal utilizada de la mquina, durante las
tres series de mediciones (ver 6.4.5). La posicin
del pistn debe ser diferente para cada una de las
series de mediciones.
Para as mquinas hidrulicas, onde a presso
hidrulica do atuador usada para medir a fora de
ensaio, a influncia de diferentes posies do pisto
deve ser verificada para a menor faixa nominal
utilizada da mquina, durante as trs sries de
medies (ver 6.4.5). A posio do pisto deve ser
diferente para cada uma das sries de medies.
NOTA - En el caso de mquina hidrulica con doble pistn,
es necesario considerar los dos pistones.
NOTA - No caso de mquina hidrulica com duplo pisto,
necessrio considerar ambos os pistes.
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
6.4.8 Determinacin del error relativo de
reversibilidad
6.4.8 Determinao do erro relativo de
reversibilidade
Cuando sea solicitado, el error relativo de
reversibilidad, v, debe ser determinado por la
calibracin en los mismos valores preestablecidos
de fuerzas, primero con fuerzas crecientes y
enseguida con fuerzas decrecientes. En este caso,
la mquina debe ser calibrada tambin con la fuerza
decreciente.
Quando solicitado, o erro relativo de reversibilidade,
v, deve ser determinado pela calibrao nos mesmos
valores pr-estabelecidos de foras, primeiro com
foras crescentes e em seguida com foras
decrescentes. Neste caso, a mquina deve ser
calibrada tambm com a fora decrescente.
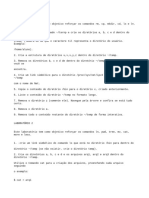
La diferencia entre los valores obtenidos con fuerza
creciente y con fuerza decreciente permite el clculo
del error relativo de reversibilidad con la siguiente
ecuacin (ver figura 1):
A diferena entre os valores obtidos com fora
crescente e com fora decrescente permite o clculo
do erro relativo de reversibilidade com o uso da
equao (ver figura 1):
v =
F' F
o para el caso particular de calibracin con valor
verdadero convencional de fuerza:
v=
x 100
F
ou, para o caso particular de calibrao com valor
verdadeiro convencional de fora:
Fi ' Fi
x 100
F
Esta determinacin debe realizarse para la menor y
la mayor banda nominal de la mquina de ensayo.
Esta determinao deve ser realizada para a menor
e a maior faixa nominal da mquina de ensaio.
Fuerza leda en el indicador
de fuerza / Fora lida no
indicador de fora
Valor verdadero convencional/
Valor verdadeiro convencional
Figura 1 Diagrama esquemtico para la determinacin de la reversibilidad/
Diagrama esquemtico para determinao da reversibilidade
10
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
6.5 Evaluacin del indicador de la fuerza
6.5 Avaliao do indicador de fora
6.5.1 Error relativo de exactitud
6.5.1 Erro relativo de indicao
El error relativo de exactitud, expresado como
porcentaje del valor verdadero convencional F , se
obtiene por la ecuacin:
O erro relativo de indicao, expresso como
porcentagem do valor verdadeiro convencional, F
fornecido pela equao:
q =
Fi F
x 100
Para el caso particular en que la calibracin deba
realizarse con el valor verdadero convencional de
fuerza, el error relativo de exactitud se obtiene por
la ecuacin:
Para o caso particular da calibrao ter sido
realizada com valor verdadeiro convencional de fora,
o erro relativo de indicao fornecido pela equao:
F F
q = i
x 100
F
6.5.2 Error relativo de repetibilidad
6.5.2 Erro relativo de repetitividade
El error relativo de repetibilidad, b, es, para cada
valor preestablecido de fuerza, la diferencia entre
los valores mximo y mnimo en relacin a la media.
Se obtiene por la ecuacin:
O erro relativo de repetitividade, b, , para cada
valor pr-estabelecido de fora, a diferena entre os
valores mximo e mnimo tomada em relao
mdia. Ele fornecido pela equao:
b =
Fmx . Fmn .
Para el caso particular en que la calibracin debe
realizarse con el valor verdadero convencional de
fuerza, el error relativo de la repetibilidad se obtiene
por la ecuacin:
b =
x 100
F
Para o caso particular da calibrao ter sido
realizada com valor verdadeiro convencional de fora,
o erro relativo de repetitividade fornecido pela
equao:
Fi mx . Fi mn .
x 100
6.5.3 Concordancia entre dos instrumentos de
medicin de fuerza
6.5.3 Concordncia entre dois instrumentos de
medio de fora
Cuando dos instrumentos de medicin de fuerza se
utilizan para calibrar una banda nominal y el mismo
valor nominal de la fuerza se aplica separadamente
en ambos (ver 6.1.), la magnitud de la diferencia
entre los errores relativos de exactitud obtenidos
por cada instrumento no debe ser mayor que 1,5
veces la magnitud del error de repetibilidad
correspondiente a la clase de mquina indicada en
la tabla 2, esto es:
Quando dois instrumentos de medio de fora so
utilizados para calibrar uma faixa nominal e o mesmo
valor nominal de fora aplicado separadamente
em ambos (ver 6.1), a magnitude da diferena entre
os erros relativos de indicao obtidos por cada
instrumento no deve ser maior que 1,5 vezes a
magnitude do erro de repetitividade correspondente
classe da mquina fornecida na tabela 2, isto :
(q1
q 2 ) 1,5 b
11
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
7 Clase de banda nominal de la mquina
de ensayo
7 Classe de faixa nominal da mquina de
ensaio
En la tabla 2 se indican los valores mximos
admisibles para los diferentes errores relativos del
sistema de medicin de fuerza y para la resolucin
relativa, a, del indicador de fuerza que caracteriza
una banda nominal de la mquina de ensayo de
acuerdo con una clase apropiada.
A tabela 2 fornece os valores mximos admissveis
para os diferentes erros relativos do sistema de
medio de fora e para a resoluo relativa do
indicador de fora, que caracterizam uma faixa
nominal da mquina de ensaio de acordo com uma
classe apropriada.
Una banda nominal del indicador de la fuerza de
una mquina de ensayo solamente puede
considerarse correcta si la calibracin fue
considerada satisfactoria, como mnimo, entre el
20% y el 100% de la banda nominal.
Uma faixa nominal do indicador de fora de uma
mquina de ensaio somente pode ser considerada
conforme, se a calibrao for considerada satisfatria
no mnimo entre 20% e 100% da faixa nominal.
Tabla 2 / Tabela 2
Clase de banda
nominal de la
mquina/
Classe da faixa
nominal da
mquina
Valores mximos admisibles (%) / Valores mximos admissveis (%)
Error relativo de: / Erro relativo de:
(1)
Reversibilidad /
Reversibilidade (1)
v
Cero/
Zero
f0
Resolucin
relativa/
Resoluo
relativa
a
Exactitud/
Exatido
q
Repetibilidad/
Repetitividade
b
0,5
0,5
0,5
0,75
0,05
0,25
1,0
1,0
1,5
0,1
0,5
2,0
2,0
3,0
0,2
1,0
3,0
3,0
4,5
0,3
1,5
(1) De acuerdo con 6.4.8, el error relativo de reversibilidad se determina solamente cuando es requierido/
De acordo com 6.4.8, o erro relativo de reversibilidade somente determinado quando requerido.
8 Certificado de calibracin
8 Certificado de calibrao
El certificado de calibracin debe contener, como
mnimo, lo siguiente:
O certificado de calibrao deve conter no mnimo o
seguinte:
8.1 Informaciones generales
8.1 Informaes gerais
12
a) referencia a esta Norma;
a) referncia a esta Norma;
b) identificacin de la mquina de ensayo (marca,
tipo, ao de fabricacin, nmero de serie);
b) identificao da mquina de ensaio (marca,
tipo, ano de fabricao, nmero de srie);
c) localizacin de la mquina;
c) localizao da mquina;
d) tipo, clase y nmero de referencia del
instrumento de medicin de la fuerza utilizado,
nmero y fecha de validez del certificado de
calibracin;
d) tipo, classe e nmero de referncia do
instrumento de medio de fora utilizado,
nmero e data de validade do certificado de
calibrao;
e) temperatura de calibracin;
e) temperatura de calibrao;
f) fecha de calibracin;
f) data da calibrao;
g) identificacin de la entidad calibradora.
g) identificao da entidade calibradora.
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
8.2 Resultados de la calibracin
8.2 Resultados da calibrao
a) cualquier anomala encontrada durante la
inspeccin general;
a) qualquer anomalia encontrada durante a
inspeo geral;
b) para cada sistema de medicin de fuerza
utilizado, el sentido de la calibracin (traccin,
compresin, traccin/compresin), la clase de
cada banda nominal calibrada, y, si se solicitan,
los valores de los errores relativos de exactitud,
repetibilidad, reversibilidad, cero y resolucin;
b) para cada sistema de medio de fora
utilizado, o sentido de calibrao (trao,
compresso, trao/compresso), a classe de
cada faixa nominal calibrada, e, se solicitado,
os valores dos erros relativos de indicao,
repetitividade, reversibilidade, zero e resoluo;
c) el limite inferior de cada banda nominal para
la que se aplica la clasificacin.
c) o limite inferior de cada faixa nominal para a
qual se aplica a classificao.
9 Intervalo entre calibraciones
9 Intervalo entre calibraes
El intervalo entre dos calibraciones depende del
tipo de mquina de ensayo, del mantenimiento y de
la severidad del uso. Bajo circunstancias normales,
se recomienda la calibracin en intervalos no
mayores que 12 meses.
O intervalo entre duas calibraes depende do tipo
de mquina de ensaio, da manuteno e severidade
de uso. Sob circunstncias normais,
recomenda-se a calibrao em intervalos no
maiores que 12 meses.
De cualquier forma, la mquina debe ser calibrada
si fue cambiada de lugar y hubo necesidad de
desmontarla o si fue sometida a grandes arreglos o
ajustes.
De qualquer maneira, a mquina deve ser calibrada
se for deslocada para outro local com necessidade
de desmontagem ou se for submetida a maiores
consertos ou ajustes.
13
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Anexo A (normativo)
Inspeccin general de la mquina de ensayo /
Inspeo geral da mquina de ensaio
A.1 Consideraciones generales
A.1 Consideraes gerais
La inspeccin general de la mquina de ensayo
debe realizarse antes de la calibracin del sistema
de medicin de fuerza de la mquina (ver 5) y debe
abarcar lo siguiente:
A inspeo geral da mquina de ensaio deve ser
realizada antes da calibrao do sistema de medio
de fora da mquina (ver 5) e deve compreender o
seguinte:
A.2 Examen visual
A.2 Exame visual
El examen visual debe verificar:
O exame visual deve verificar:
a) si la mquina est en buenas condiciones de
funcionamiento y no est afectada por
determinados aspectos de sus condiciones
generales, tales como:
a) se a mquina est em boa condio de
funcionamento e no est afetada adversamente
por determinados aspectos de suas condies
gerais, tais como:
- desgaste acentuado o defectos en las guas
de los elementos mviles de los cabezales o
mordazas;
- desgaste acentuado ou defeitos nas guias
dos elementos mveis dos cabeotes ou
garras;
- huelgos en el montaje de las columnas y
cabezales fijos;
- folgas na montagem das colunas e cabeotes
fixos;
b) si la mquina no est afectada por las
condiciones ambientales (vibracin, interferencias
elctricas, corrosin, variaciones de la
temperatura local, etc.);
b) se a mquina no est afetada pelas condies
ambientais (vibrao, interferncias eltricas,
corroso, variaes de temperatura local, etc.);
c) si se usan masas separables en el dispositivo
pendular, que las mismas estn adecuadamente
identificadas.
c) se forem usadas massas separveis no
dispositivo pendular, que essas massas estejam
adequadamente identificadas.
A.3 Inspeccin de la estructura de la
mquina
A.3 Inspeo na estrutura da mquina
Debe realizarse una inspeccin para garantizar que
la estructura y los sistemas de fijacin permitan
que la fuerza se aplique axialmente.
Deve ser realizada uma inspeo a fim de garantir
que a estrutura e os sistemas de fixao permitam
que a fora seja aplicada axialmente.
A.4 Inspeccin del mecanismo de
accionamiento de los cabezales
A.4 Inspeo do mecanismo de acionamento do cabeote
Debe inspeccionarse si el mecanismo de
accionamiento del cabezal permite una variacin
uniforme y suave de la fuerza y posibilita que se
obtengan los diversos valores preestablecidos de
fuerza con la suficiente exactitud.
Deve ser inspecionado se o mecanismo de
acionamento do cabeote permite uma variao
uniforme e suave de fora e possibilita que sejam
obtidos os diversos valores pr-estabelecidos de
fora com suficiente exatido.
NOTA - El mecanismo de accionamiento debe posibilitar
las tasas de deformacin de la probeta requeridas para
determinar las propiedades mecnicas especificadas.
NOTA - O mecanismo de acionamento deve possibilitar as
taxas de deformao do corpo de prova requerida para
determinar as propriedades mecnicas especificadas.
14
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Anexo B (informativo)
Inspeccin de las bases de apoyo de las mquinas de ensayo a compresin /
Inspeo das bases de apoio das mquinas de ensaio compresso
Las bases de apoyo estn fijas a la mquina o son
componentes especficos de la misma.
As bases de apoio so permanentemente instaladas
na mquina ou so componentes especficos da
mquina de ensaio.
Debe verificarse que las bases de apoyo sean
funcionalmente compatibles con las necesidades
de la mquina de ensayo.
Deve ser verificado que as bases de apoio sejam
funcionalmente compatveis com as necessidades
da mquina de ensaio.
A no ser que se establezcan otros requisitos en
otras normas de ensayo, la desviacin de la planitud
debe ser de 0,01 mm, medido sobre 100 mm.
A menos que outros requisitos sejam estabelecidos
em outras normas de ensaio, o desvio de planeza
deve ser de 0,01 mm medido sobre 100 mm.
Cuando las bases de apoyo sean de acero, ste
debe tener un valor de dureza mayor o igual a
55 HRC.
Quando as bases de apoio forem feitas de ao,
devero ter um valor de dureza maior ou igual a
55 HRC.
En mquinas usadas para ensayar probetas
sensibles a tensiones de flexin, se debe verificar
que la base superior, cuando no se aplica la fuerza,
se apoya en la superficie esfrica y prcticamente
no presenta huelgo y puede ser fcilmente ajustada
en un ngulo de 3, aproximadamente.
Para mquinas usadas para ensaios de corpos de
prova sensveis a tenses de flexo, deve ser
verificado se a base superior se apoia em superfcie
esfrica que, quando sem aplicao de fora,
praticamente no apresenta folga e possa ser
facilmente ajustada em um ngulo de at
aproximadamente 3.
15
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Anexo C (informativo)
Mtodo alternativo de clasificacin de mquinas de ensayo /
Mtodo alternativo de classificao de mquinas de ensaio
Este mtodo alternativo de clasificacin de mquinas
de ensayo se basa en el concepto de error global,
que requiere que todos los valores (y no solamente
la media) estn dentro de determinados lmites.
Este mtodo alternativo de classificao de mquinas
de ensaio baseado no conceito de erro global, que
requer que todos os valores (e no somente a mdia)
estejam dentro de determinados limites.
El error de exactitud de la mquina de ensayo se
determina como un porcentaje de la fuerza aplicada
o indicada por la mquina. Usando los smbolos de
la tabla 1, el error relativo se calcula de la forma
siguiente:
O erro de indicao da mquina de ensaio
determinado como uma percentagem da fora
aplicada ou indicada pela mquina. Usando os
smbolos da tabela 1, o erro relativo calculado
como segue:
F F
q= i
100
F
El error de repetitibilidad se determina en base a la
definicin de repetibilidad del captulo 9 del
documento OIML - Vocabulario de metrologa legal Trminos fundamentales, donde solamente debe ser
cambiada una variable, y esta variable es otra
aplicacin de aproximadamente la misma fuerza. En
este caso, el clculo de la repetibilidad que determina
la exactitud de la mquina de ensayo es de una
aplicacin de fuerza a otra de aproximadamente el
mismo valor. Se recomienda que las dos aplicaciones de aproximadamente el mismo valor de fuerza
sean utilizadas para el clculo de repetibilidad y que
la repetibilidad sea calculada por la diferencia algebraica entre los errores de exactitud:
O erro de repetitividade determinado baseado na
definio de repetitividade do documento OIML Vocabulrio de metrologia legal - Termos
fundamentais, captulo 9, onde somente uma
varivel deve ser alterada, e esta varivel outra
aplicao de aproximadamente a mesma fora.
Neste caso, o clculo da repetitividade que determina a exatido da mquina de ensaio de uma
aplicao de fora para outra com
aproximadamente o mesmo valor. Recomenda-se
que as duas aplicaes de aproximadamente o
mesmo valor de fora sejam necessrias para o
clculo da repetitividade e que a repetitividade seja
calculada pela diferena algbrica entre os erros de
indicao:
b = q1 q 2
donde:
onde:
q1 y q2 son los errores relativos de exactitud para
cada aplicacin de la fuerza.
q1 e q2 so os erros relativos de indicao para
cada aplicao de fora.
Ya que la segunda aplicacin de la fuerza no tiene
que ser idntica a la primera, las variables asociadas
con la habilidad del operador o con los parmetros
de control de la mquina no deben influenciar en la
repetibilidad del error de exactitud de la medicin
de fuerza.
Uma vez que a segunda aplicao de fora no tem
que ser idntica primeira, as variveis associadas
com a habilidade do operador ou parmetros de
controle da mquina no tero influncia na repetitividade do erro de indicao da medio de fora.
La clasificacin de la mquina de ensayo que se da
en la tabla 2 no cambia, lo que cambia es solamente
el mtodo de clculo de los errores de exactitud y
repetibilidad.
A classificao da mquina de ensaio fornecida na
tabela 2 no muda, mudando somente o mtodo de
clculo dos erros de indicao e repetitividade.
NOTA - Se si utiliza este mtodo alternativo, debe
mencionarse en el certificado de calibracin.
NOTA - Se for utilizado este mtodo alternativo, ele deve
ser mencionado no certificado de calibrao.
16
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
Anexo D (informativo)
Bibliografa / Bibliografia
[1] ISO 6892, Metallic materials Tensile testing at
ambient temperature
[1] ISO 6892, Metallic materials Tensile testing at
ambient temperature
[2] IS0 9513, Metallic materials Calibration of
extensometers used in uniaxial testing
[2] IS0 9513, Metallic materials Calibration of
extensometers used in uniaxial testing
[3] ASTM E467-90, Standard Practice for Verification
of Constant Amplitude Dynamic Loads on
Displacements in an Axial Load Fatigue Testing
System
[3] ASTM E467-90, Standard Practice for Verification
of Constant Amplitude Dynamic Loads on
Displacements in an Axial Load Fatigue Testing
System
[4] DIXON, M. J., Dynamic Force Measurement,
chapter 4, 55-80 in Materials Metrology and
Standards for Structural Performance, Ed; DYSON,
B. F., LOVEDAY, M. S. and GEE, M. G., Chapman
and Hall, London (1995)
[4] DIXON, M. J., Dynamic Force Measurement,
chapter 4, 55-80 in Materials Metrology and
Standards for Structural Performance, Ed; DYSON,
B. F., LOVEDAY, M. S. and GEE, M. G., Chapman
and Hall, London (1995)
[5] SAWLA, A., Measurement of dynamic forces
and compensations of errors in fatigue testing,
Proceedings of the 12th IMAKO World Congress
Measurement and Progress, Beijing, China, Vol. 2
(1991), 403-408
[5] SAWLA, A., Measurement of dynamic forces
and compensations of errors in fatigue testing,
Proceedings of the 12th IMAKO World Congress
Measurement and Progress, Beijing, China, Vol. 2
(1991), 403-408
[6] International vocabulary of basic and general
terms in metrology (VIM), BIPM, IEC, FICC, ISO,
OIML, IUPAC, IUPAP, 2nd edition, 1993
[6] International vocabulary of basic and general
terms in metrology (VIM), BIPM, IEC, FICC, ISO,
OIML, IUPAC, IUPAP, 2nd edition, 1993
[7] OIML document, Vocabulary of Legal Metrology,
Fundamental Terms, chapter 9, 1978.
[7] OIML document, Vocabulary of Legal Metrology,
Fundamental Terms, chapter 9, 1978.
17
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
ICS 19.060
Descriptores: materiales metlicos, metalurgia, ensayos mecnicos, ensayo de traccin/
compresin, mquinas de ensayo de traccin/compresin, calibracin, clasificacin
Palavras chave: materiais metlicos, metalurgia, ensaios mecnicos, ensaio de trao /
compresso, mquinas de ensaio de trao/compresso, calibrao, classificao
Nmero de Pginas: 17
Licena de uso exclusivo para Petrobrs S/A
Cpia impressa pelo Sistema Target CENWeb
NM-ISO 7500-1:2004
NORMAS MERCOSUL APROVADAS
CSM-06 MQUINAS E EQUIPAMENTOS MECNICOS
SNTESE DAS ETAPAS DE ESTUDO DO
Projeto 06:01-ISO 7500-1 (antigo 06:01-0027)
Materiais metlicos Calibrao de mquinas de ensaio esttico universal
Mquinas de ensaio de trao
Este Projeto de Norma MERCOSUL foi elaborado pelo CSM-06 Comit Setorial MERCOSUL de MQUINAS
E EQUIPAMENTOS MECNICOS em colaborao com o CSM-02 SIDERURUGIA.
Conforme trabalhos executados anteriormente entre as Secretarias destes CSMs, foi decidido que o texto
base do projeto aps ser elaborado em portugus, no mbito do CSM-06 seria encaminhado ao CSM-02 para
elaborao do texto em espanhol.
Foi acordado tambm que seria usado como texto base a Norma ISO/DIS 7500-1 - Metallic materials
Verification of static uniaxial testing machines Part 1: Tension/compression testing machina Verification
and calibration of force measuring system.
O GT Brasileiro de Dureza do SCM-06:01 Subcomit Setorial MERCOSUL de Instrumentos de Medio e
Controle do CSM-06 Comit Setorial de Mquinas e Equipamentos Mecnicos elaborou o texto do projeto em
portugus, designando-o como 06:01-0027.
A seguir, este texto foi encaminhado via epistolar ao CSM-02, para anlise e elaborao do texto em
espanhol. Aps entendimentos mantidos via epistolar, resultou o Projeto de Norma MERCOSUL.
O Projeto de Norma 06:01-0027, j devidamente adequado ao padro de apresentao de Normas MERCOSUL,
foi submetido votao no mbito dos ONNs, no perodo de 16/11/2000 a 13/02/2001, recebendo votos de
aprovao com observaes da ABNT (Brasil), e do IRAM (Argentina). O UNIT (Uruguai) e o INTN (Paraguai),
no se manifestaram.
Em vista de ter sido publicada a Norma ISO 7500-1:1999, foi revisto o texto em portugus para que a norma
MERCOSUL fosse NM ISO 7500-1. A seguir foi encaminhada via epistolar ao CSM-02 para as devidas
adequaes. O projeto 06:01-ISO 7500-1 foi submetido a nova votao no perodo de 03/07/2003 a 30/09/
2003, recebendo votos de aprovao com observao da ABNT (Brasil) e do IRAM (Argentina). O UNIT
(Uruguai) e o INTN (Paraguai), no se manifestaram.
O Projeto incorporando as sugestes foi enviado AMN, conforme determina o Regulamento para estudo de
Normas Tcnicas do MERCOSUL, sendo aprovado como Norma MERCOSUL em 2004.
Você também pode gostar
- Manual Treinamento PCS7Documento104 páginasManual Treinamento PCS7Everaldo MarquesAinda não há avaliações
- AV2 - Automação IndustrialDocumento3 páginasAV2 - Automação IndustrialDanielAinda não há avaliações
- UMIDIGI Bison 2 Pro Ficha TécnicaDocumento9 páginasUMIDIGI Bison 2 Pro Ficha TécnicaCarlos Alberto CmfAinda não há avaliações
- 3.6 Modelo Vista ControladorDocumento22 páginas3.6 Modelo Vista ControladorHenry Edison Marihuen AguilaAinda não há avaliações
- Catalogo AccurioPirnt C4065Documento2 páginasCatalogo AccurioPirnt C4065Jean FariasAinda não há avaliações
- Cartilha - 5 Controles de Seguranca Cibernetica para OntemDocumento38 páginasCartilha - 5 Controles de Seguranca Cibernetica para Ontem. .LopesAinda não há avaliações
- Fireworks ExemplosDocumento52 páginasFireworks ExemplososcarAinda não há avaliações
- CV Victor LimaDocumento1 páginaCV Victor LimaVictor LimaAinda não há avaliações
- Intensivo - Sis Ii: MatemáticaDocumento6 páginasIntensivo - Sis Ii: Matemáticaantonio.campeao.loboAinda não há avaliações
- Algoritmos de Lógica de Programação IIDocumento43 páginasAlgoritmos de Lógica de Programação IInetsauro1Ainda não há avaliações
- Princípio Fundamental Da Contagem - Parte II: 2 Série Aula 6 - 3º BimestreDocumento30 páginasPrincípio Fundamental Da Contagem - Parte II: 2 Série Aula 6 - 3º Bimestreatila e roberta100% (1)
- Exercicios LPI 01Documento4 páginasExercicios LPI 01AndersonAinda não há avaliações
- Controlador Camara Quente Mod S8000Documento1 páginaControlador Camara Quente Mod S8000Edergf Gomes FerreiraAinda não há avaliações
- Fature 6 DígitosDocumento14 páginasFature 6 Dígitosvalmirwagner333Ainda não há avaliações
- Exercícios de AlgoritmosDocumento3 páginasExercícios de AlgoritmosJoyce Souza VianaAinda não há avaliações
- Avaliação Do Ajuste de Reta e Chi-Quadrado - Gabriel CoelhoDocumento6 páginasAvaliação Do Ajuste de Reta e Chi-Quadrado - Gabriel CoelhoThiago SilvaAinda não há avaliações
- Abb - PCD 2000Documento199 páginasAbb - PCD 2000Johnatan A. Rodrigues100% (3)
- Apresentação Empresa SEVADocumento11 páginasApresentação Empresa SEVARose Pereira PaloschiAinda não há avaliações
- Curso Avançado Do Sistema Invertex para 830E-ACDocumento149 páginasCurso Avançado Do Sistema Invertex para 830E-ACEduardo GabrielAinda não há avaliações
- Atividade Avaliativa - 01Documento5 páginasAtividade Avaliativa - 01Paulo MarcosAinda não há avaliações
- ArcGIS 10.3.1 Instalacao e Licenciamento Student TrialDocumento18 páginasArcGIS 10.3.1 Instalacao e Licenciamento Student TrialJoão Pedro MarquesAinda não há avaliações
- System TM - Solução para Erro 29209 Do Servo MotorDocumento4 páginasSystem TM - Solução para Erro 29209 Do Servo MotordieimAinda não há avaliações
- AC5 - v3.3Documento16 páginasAC5 - v3.3Robespierre NogueiraAinda não há avaliações
- SENAC-TI - EAD-Infra - TI - Revisao Aulas 08 - 20201028Documento31 páginasSENAC-TI - EAD-Infra - TI - Revisao Aulas 08 - 20201028Xtreme BHAinda não há avaliações
- RemapDocumento683 páginasRemapLesliê Cardoso100% (5)
- Apostila LabVIEW Versao 3 ExerciciosDocumento36 páginasApostila LabVIEW Versao 3 ExerciciosAnonymous O6I4DKAinda não há avaliações
- Body CAM - VM686Documento2 páginasBody CAM - VM686associacaodistritalAinda não há avaliações
- Aula - 12 - CRUD Com PHP e MYSQLDocumento23 páginasAula - 12 - CRUD Com PHP e MYSQLcarlos pucciniAinda não há avaliações
- Métodos para Diagnóstico em Redes PROFIBUS DPDocumento16 páginasMétodos para Diagnóstico em Redes PROFIBUS DPMax MüllerAinda não há avaliações
- Catalogo 2018Documento283 páginasCatalogo 2018Andre Jose FragosoAinda não há avaliações