Você também pode gostar
- Apresentação CNC1 TecDocumento18 páginasApresentação CNC1 TecReginaldo SantosAinda não há avaliações
- Tabela de Valores Obtidos em ArtigoDocumento1 páginaTabela de Valores Obtidos em ArtigoReginaldo SantosAinda não há avaliações
- Apresent CNCDocumento13 páginasApresent CNCReginaldo SantosAinda não há avaliações
- Apresent CNCDocumento13 páginasApresent CNCReginaldo SantosAinda não há avaliações
- Tabela de Valores Obtidos em ArtigoDocumento1 páginaTabela de Valores Obtidos em ArtigoReginaldo SantosAinda não há avaliações
- Artigo de Soldagem PDFDocumento82 páginasArtigo de Soldagem PDFReginaldo SantosAinda não há avaliações
- Infosolda - Processo Mig - Mag - Parâmetros de SoldagemDocumento7 páginasInfosolda - Processo Mig - Mag - Parâmetros de SoldagemReginaldo SantosAinda não há avaliações
- Exemplos Expos RiscoDocumento2 páginasExemplos Expos RiscoReginaldo SantosAinda não há avaliações
- Atuadores e ValvulasDocumento4 páginasAtuadores e ValvulasReginaldo SantosAinda não há avaliações
- Diagrama de FaseDocumento52 páginasDiagrama de Fasegch2094Ainda não há avaliações
- 06 Cab DivisorDocumento8 páginas06 Cab DivisorReginaldo SantosAinda não há avaliações
- Método Intuitivo1Documento3 páginasMétodo Intuitivo1Reginaldo SantosAinda não há avaliações
- Excel 2010Documento75 páginasExcel 2010Daniely MirandaAinda não há avaliações
- Exercícios de Power Point - RHDocumento2 páginasExercícios de Power Point - RHdiogocorreaAinda não há avaliações
- Questoes Moodle HEPDocumento1 páginaQuestoes Moodle HEPReginaldo SantosAinda não há avaliações
- RedesDocumento74 páginasRedesRicardo GodoyAinda não há avaliações
- Moodle GuiagratuitoparanovosprofessoresDocumento23 páginasMoodle GuiagratuitoparanovosprofessoresReginaldo SantosAinda não há avaliações
- Divisor de GrausDocumento14 páginasDivisor de GrausReginaldo SantosAinda não há avaliações
- Apostila Informatica Basica - PronatecDocumento56 páginasApostila Informatica Basica - PronatecGuilherme Assis100% (1)
- 06 Cab DivisorDocumento8 páginas06 Cab DivisorReginaldo SantosAinda não há avaliações
- Normas Ferro PDFDocumento1 páginaNormas Ferro PDFReginaldo SantosAinda não há avaliações
- Frases Dinamica22Documento2 páginasFrases Dinamica22Reginaldo SantosAinda não há avaliações
- Normas Ferro PDFDocumento1 páginaNormas Ferro PDFReginaldo SantosAinda não há avaliações
- Atrito 2Documento5 páginasAtrito 2Reginaldo SantosAinda não há avaliações
- Interpretação de DesenhoDocumento1 páginaInterpretação de DesenhoReginaldo SantosAinda não há avaliações
- Atrito 2Documento5 páginasAtrito 2Reginaldo SantosAinda não há avaliações
- Atrito 2Documento5 páginasAtrito 2Reginaldo SantosAinda não há avaliações
- Atrito 2Documento5 páginasAtrito 2Reginaldo SantosAinda não há avaliações
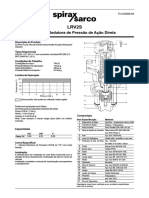
- LRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationDocumento2 páginasLRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationCaroline ZimmermannAinda não há avaliações
- NBR 14862 - 2002 - Armaduras Treliçadas Eletrossoldadas - RequisitosDocumento10 páginasNBR 14862 - 2002 - Armaduras Treliçadas Eletrossoldadas - RequisitosFlavio Augustus MarcilioAinda não há avaliações
- Relatório AlcalinidadeDocumento3 páginasRelatório AlcalinidadeCamila Bortolatto RodriguesAinda não há avaliações
- Mipel - CatálogoDocumento64 páginasMipel - CatálogoZeBocaoAinda não há avaliações
- Identificação de Cátions Do Grupo IIDocumento7 páginasIdentificação de Cátions Do Grupo IIAnderson_NizAinda não há avaliações
- Apostila Aco Inox Estampagem Parte2Documento24 páginasApostila Aco Inox Estampagem Parte2aguinaldo6690Ainda não há avaliações
- Bases Ou HidroxidosDocumento4 páginasBases Ou HidroxidosdiogohenriquesdAinda não há avaliações
- Nocoes de Metalografia Aula CienciasmatDocumento20 páginasNocoes de Metalografia Aula Cienciasmatlinharesjr100% (1)
- Memoria Descritiva - Tio DinoDocumento8 páginasMemoria Descritiva - Tio DinoBryce AndersonAinda não há avaliações
- Gemas Xdiamante e Gemas de CorxDocumento172 páginasGemas Xdiamante e Gemas de Corxmarcodeminas100% (1)
- Apostila Concreto Armado UspDocumento282 páginasApostila Concreto Armado UspCícero DumAinda não há avaliações
- Fichas de Rochas 7º AnoDocumento6 páginasFichas de Rochas 7º AnoMaria João RosaAinda não há avaliações
- Determinação IodométricaDocumento9 páginasDeterminação IodométricaRodrigo HenriqueAinda não há avaliações
- 6 Relatório de Analítica - Dureza Da ÁguaDocumento9 páginas6 Relatório de Analítica - Dureza Da ÁguaLaís BarbosaAinda não há avaliações
- EstampagemDocumento31 páginasEstampagemÁlvaro BarbosaAinda não há avaliações
- Vest2014pucrio Grupo 2 14102013 CompletoDocumento15 páginasVest2014pucrio Grupo 2 14102013 CompletoLucas RezendeAinda não há avaliações
- Construção Civil: André Luís AbitanteDocumento27 páginasConstrução Civil: André Luís AbitanteRodinei SantosAinda não há avaliações
- Aula 4 - Embalagens Metálicas PDFDocumento10 páginasAula 4 - Embalagens Metálicas PDFThiago Zabot67% (3)
- CASE Liga de Mercado FinanceiroDocumento4 páginasCASE Liga de Mercado FinanceiroMatheus SimãoAinda não há avaliações
- Rochas Sedimentares, Magmáticas e MetamórficasDocumento3 páginasRochas Sedimentares, Magmáticas e MetamórficasPatriciaAinda não há avaliações
- Química Dos Metais de Transição e Compostos de Coordenação ImprimirDocumento37 páginasQuímica Dos Metais de Transição e Compostos de Coordenação Imprimirbiel1916Ainda não há avaliações
- Preparação de CargaDocumento54 páginasPreparação de CargaHumberto ContinAinda não há avaliações
- Linha de Tubos TUPARLONDocumento14 páginasLinha de Tubos TUPARLONRoseli MolinaAinda não há avaliações
- Mancais de RolamentoDocumento25 páginasMancais de Rolamentorereluta100% (1)
- Multi CamadaDocumento89 páginasMulti Camadavitorcscosta50% (2)
- Relatório Pilha de DaniellDocumento6 páginasRelatório Pilha de DaniellSúh Linden0% (1)
- Resumo - A Estrutura D População AtivaDocumento18 páginasResumo - A Estrutura D População AtivaHélder BrandãoAinda não há avaliações
- Aço Na Construção CivilDocumento6 páginasAço Na Construção CivilLucas PereiraAinda não há avaliações
- Lista de Exercicios 1 Estequiometria Alunos SiteDocumento15 páginasLista de Exercicios 1 Estequiometria Alunos SiteDianderson ChristianoAinda não há avaliações