Você também pode gostar
- Cícero Ihs Aula 08Documento64 páginasCícero Ihs Aula 08thiago thAinda não há avaliações
- Química Analítica Qualitativa - Relatório - Propriedades Dos Cátions Do Grupo I e IIDocumento15 páginasQuímica Analítica Qualitativa - Relatório - Propriedades Dos Cátions Do Grupo I e IIRaoni Sousa SantosAinda não há avaliações
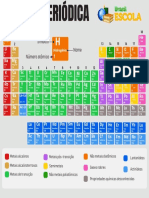
- Tabela Periodica Brasil EscolaDocumento1 páginaTabela Periodica Brasil EscolaIVETE DA SILVA CACIANOAinda não há avaliações
- 10ºano Química Propriedades e Transformações Da MatériaDocumento3 páginas10ºano Química Propriedades e Transformações Da MatériaVanessa VeríssimoAinda não há avaliações
- QuimicaDocumento12 páginasQuimicaAna Margarida DavideAinda não há avaliações
- Fundição de Al - 3A. Tratamentos de Banhos - Equipamentos de FusãoDocumento18 páginasFundição de Al - 3A. Tratamentos de Banhos - Equipamentos de FusãoMarlon BombiAinda não há avaliações
- Tabela de Óleos Akcela Agosto 2006Documento12 páginasTabela de Óleos Akcela Agosto 2006andersonc3586100% (1)
- Normas e Manuais Vigentes X Substituidos - Site Ipr-Revisado-20-08-2020Documento11 páginasNormas e Manuais Vigentes X Substituidos - Site Ipr-Revisado-20-08-2020Thiago OliveiraAinda não há avaliações
- Ficha4-Equilibrio QuimicoDocumento10 páginasFicha4-Equilibrio QuimicoDenis BembeleAinda não há avaliações
- Memeorial DescritivoDocumento8 páginasMemeorial Descritivoroberto neves da silvaAinda não há avaliações
- Avaliação Bimestral de CiênciasDocumento2 páginasAvaliação Bimestral de CiênciasDaiane Rocha QueirozAinda não há avaliações
- Testes em Elastomeros PDFDocumento24 páginasTestes em Elastomeros PDFfeltofsnakeAinda não há avaliações
- FAG Catalogo ProdutosDocumento36 páginasFAG Catalogo ProdutosFernando SáAinda não há avaliações
- ManilhasDocumento4 páginasManilhasMarcioUrso89Ainda não há avaliações
- Coeficiente de EficaciaDocumento15 páginasCoeficiente de EficaciaCintiaRoneiAinda não há avaliações
- Soldagem Arco SubmersoDocumento22 páginasSoldagem Arco SubmersoMiller C PolidorioAinda não há avaliações
- Manual Cabecote Arcweld 400p Rev2Documento20 páginasManual Cabecote Arcweld 400p Rev2Mapa De Araujo AraujoAinda não há avaliações
- (Apostila) Teoria Dos SemicondutoresDocumento21 páginas(Apostila) Teoria Dos SemicondutoresEduardo BandeiraAinda não há avaliações
- Brasil Tem Uma Das Maiores Reservas de Terras Raras Do PlanetaDocumento33 páginasBrasil Tem Uma Das Maiores Reservas de Terras Raras Do Planetalarissaandreatta1Ainda não há avaliações
- Lista WRDocumento4 páginasLista WRMel CostaAinda não há avaliações
- Proposta Piscina de Vinil HeltonDocumento2 páginasProposta Piscina de Vinil HeltonThiago RodrigoAinda não há avaliações
- Exercicios de Circuito ParaleloDocumento3 páginasExercicios de Circuito ParaleloAlex MelloAinda não há avaliações
- Relatorio 7 de Quimica P03Documento8 páginasRelatorio 7 de Quimica P03Caio ZumsteinAinda não há avaliações
- Paneleiro Colormaq Titanium 6 Portas em A oDocumento2 páginasPaneleiro Colormaq Titanium 6 Portas em A oEdu LuzAinda não há avaliações
- Aula 1Documento15 páginasAula 1Jonathan OliveiraAinda não há avaliações
- Lista Dos Pontos de Fusão Dos Elementos Químicos - Wikipédia, A Enciclopédia LivreDocumento3 páginasLista Dos Pontos de Fusão Dos Elementos Químicos - Wikipédia, A Enciclopédia LivreDan RockyAinda não há avaliações
- Apostila LubrificacaoRev 1Documento151 páginasApostila LubrificacaoRev 1Raisa B. Lobo CarideAinda não há avaliações
- Cinetica QuimicaDocumento4 páginasCinetica QuimicaJmallAinda não há avaliações
- Manual Solo Cimento PDFDocumento19 páginasManual Solo Cimento PDFfrancypbAinda não há avaliações
- Capitulo05 PDFDocumento38 páginasCapitulo05 PDFGilvan PirôpoAinda não há avaliações