Você também pode gostar
- InventárioDocumento14 páginasInventárioengsegurancamarcos100% (2)
- Rotating Tools 2017 PORDocumento515 páginasRotating Tools 2017 PORTaynan SilvaAinda não há avaliações
- Reflexão CorrosãoDocumento1 páginaReflexão CorrosãoCarlos SantosAinda não há avaliações
- Sentir É o Segredo Neville GoddardDocumento105 páginasSentir É o Segredo Neville GoddardCarlos SantosAinda não há avaliações
- UFCD 4566 - Iniciação Ao CAD Rui MartinsDocumento2 páginasUFCD 4566 - Iniciação Ao CAD Rui MartinsCarlos SantosAinda não há avaliações
- EQualizador Do Estilo de Vida 2019Documento218 páginasEQualizador Do Estilo de Vida 2019Carlos SantosAinda não há avaliações
- UfcdDocumento1 páginaUfcdCarlos SantosAinda não há avaliações
- Ufcd CLC6BDocumento2 páginasUfcd CLC6BCarlos SantosAinda não há avaliações
- North Country e A Ciência - TrabalhoDocumento44 páginasNorth Country e A Ciência - TrabalhoCarlos SantosAinda não há avaliações
- Ufcd Clc6aDocumento2 páginasUfcd Clc6aCarlos SantosAinda não há avaliações
- North Country e A Ciência - TrabalhoDocumento44 páginasNorth Country e A Ciência - TrabalhoCarlos SantosAinda não há avaliações
- Ufcd CLC6BDocumento1 páginaUfcd CLC6BCarlos SantosAinda não há avaliações
- VidaDocumento348 páginasVidaCarlos SantosAinda não há avaliações
- Metta BhavanaDocumento6 páginasMetta BhavanaCarlos SantosAinda não há avaliações
- Afirmaçoes de PoderDocumento17 páginasAfirmaçoes de PoderCarlos Santos100% (1)
- Ufcd 5839Documento1 páginaUfcd 5839Carlos SantosAinda não há avaliações
- Porta PaletesDocumento9 páginasPorta PaletesCarlos SantosAinda não há avaliações
- Curso Mecanca 2018 PDFDocumento178 páginasCurso Mecanca 2018 PDFCarlos SantosAinda não há avaliações
- UFCD 4566 - Iniciação Ao CADDocumento2 páginasUFCD 4566 - Iniciação Ao CADCarlos SantosAinda não há avaliações
- Ufcd 5825Documento1 páginaUfcd 5825Carlos SantosAinda não há avaliações
- Ufcd Clc6a - TrabalhoDocumento1 páginaUfcd Clc6a - TrabalhoCarlos SantosAinda não há avaliações
- Ufcd 0349Documento1 páginaUfcd 0349Carlos SantosAinda não há avaliações
- UntitledDocumento6 páginasUntitledYatã SantojaAinda não há avaliações
- Cálculo de RoscasDocumento21 páginasCálculo de RoscasvandrorobertoAinda não há avaliações
- Bro Hypermill Mill Turn Machining BRDocumento12 páginasBro Hypermill Mill Turn Machining BRVinicius Sabrina PedroAinda não há avaliações
- Cutting Tools and Special Cutting Tools - SheffieldDocumento10 páginasCutting Tools and Special Cutting Tools - Sheffieldchevette motor opala chepalaAinda não há avaliações
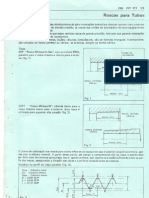
- Roscas para TubosDocumento3 páginasRoscas para Tubosmaxmichael100% (1)
- Catalogo2023 CONEXOES INSTANTANEASDocumento11 páginasCatalogo2023 CONEXOES INSTANTANEASRodrigo RamosAinda não há avaliações
- Cadastro - Instrumentos de Medição e EquipamentosDocumento6 páginasCadastro - Instrumentos de Medição e EquipamentosNeverton Mello FerreiraAinda não há avaliações
- Depecil Web 2022Documento366 páginasDepecil Web 2022xmllojamazzuttiAinda não há avaliações
- 01 Ferramentas: Página 1Documento99 páginas01 Ferramentas: Página 1DouglasFariaAinda não há avaliações
- Ferramentas CompactadoDocumento36 páginasFerramentas CompactadodrfariawhiteAinda não há avaliações
- Https WWW - Deseulance.com Panel Usercatalogo 1930Documento12 páginasHttps WWW - Deseulance.com Panel Usercatalogo 1930Claudio CostaAinda não há avaliações
- Folhas de ProcessosDocumento10 páginasFolhas de ProcessosRafael Costa100% (1)
- 02 - Ferramentas ManuaisDocumento84 páginas02 - Ferramentas ManuaisDaniloAinda não há avaliações
- Exercicios - IME 13-03-2020 PDFDocumento3 páginasExercicios - IME 13-03-2020 PDFMarcelo Oliveira AnastacioAinda não há avaliações